You’re probably dealing with the same push every operations manager feels. Increase output. Hold quality. Keep labor under control. Make the next audit less painful than the last one.
That’s the context behind the question, what is GMP in manufacturing. It isn’t just a regulatory acronym. On the floor, GMP shows up as cleaner handoffs, fewer undocumented workarounds, tighter process control, better traceability, and less time spent figuring out what happened after something goes wrong.
When teams treat GMP as a paperwork exercise, they usually get paperwork and frustration. When they treat it as an operating system for production, they get something far more useful. More repeatable work, fewer surprises, and a stronger case for targeted automation that pays back in both compliance and throughput.
Table of Contents
- Beyond the Buzzwords Why GMP Matters for Your Bottom Line
- Decoding the Alphabet Soup GMP cGMP and QMS
- The Five Pillars of Good Manufacturing Practice
- GMP Requirements in Action on the Production Floor
- How Smart Automation Simplifies GMP Compliance
- Your GMP Implementation Checklist
- Achieve GMP Compliance with an Experienced Engineering Partner
Beyond the Buzzwords Why GMP Matters for Your Bottom Line
A plant rarely struggles because one person doesn’t care about quality. It struggles because the system lets variation in. One operator uses a different setup sequence. One lot gets labeled late. One cleaning step gets logged after the fact. Those small misses create rework, delays, investigations, and sometimes recalls.
That’s why Good Manufacturing Practice, or GMP, matters. It gives manufacturers a disciplined way to control how products are made so quality isn’t left to memory, heroics, or tribal knowledge.
GMP is a production discipline, not just a compliance exercise
In regulated industries, that distinction matters financially. In the US, FDA cGMP regulations cover drugs and medical devices, and non-compliance can lead to recalls. Stronger readiness also appears to reduce regulatory burden. FDA-related data cited in a GMP overview notes a 40% drop in inspections from 1,748 in 2018 to 1,106 in 2020, reflecting improved global preparedness and oversight, as described in the FDA’s facts about current good manufacturing practice.
For an operations manager, that translates into a practical question. Do you want your line to depend on people remembering the right thing, or on the process making the right thing the default?
Practical rule: If quality depends on a highly experienced operator catching problems at the last minute, the process isn’t under control yet.
Where GMP helps the bottom line
GMP affects more than audit readiness. It changes day-to-day performance in ways managers feel:
- Less rework: Controlled setups and documented procedures reduce variation between shifts.
- Fewer stoppages during investigations: Better traceability makes root cause work faster and cleaner.
- More predictable release decisions: Complete records reduce backtracking and missing-data problems.
- Lower recall exposure: Preventive controls are cheaper than corrective actions after product leaves the floor.
A lot of companies resist GMP because they picture expensive facility overhauls and large software projects. In practice, many of the biggest gains come from more targeted fixes. Better fixtures. Cleaner workflow design. Locked process parameters. Easier-to-follow work instructions. Sensor-based checks where manual logging keeps failing.
That’s the part many explanations miss. GMP isn’t only about satisfying an auditor. It’s a framework for building a production environment that wastes less effort and creates fewer quality problems in the first place.
Decoding the Alphabet Soup GMP cGMP and QMS
The terms get thrown around together, but they don’t mean the same thing. If you’re making decisions about equipment, documentation, or automation, the difference matters.
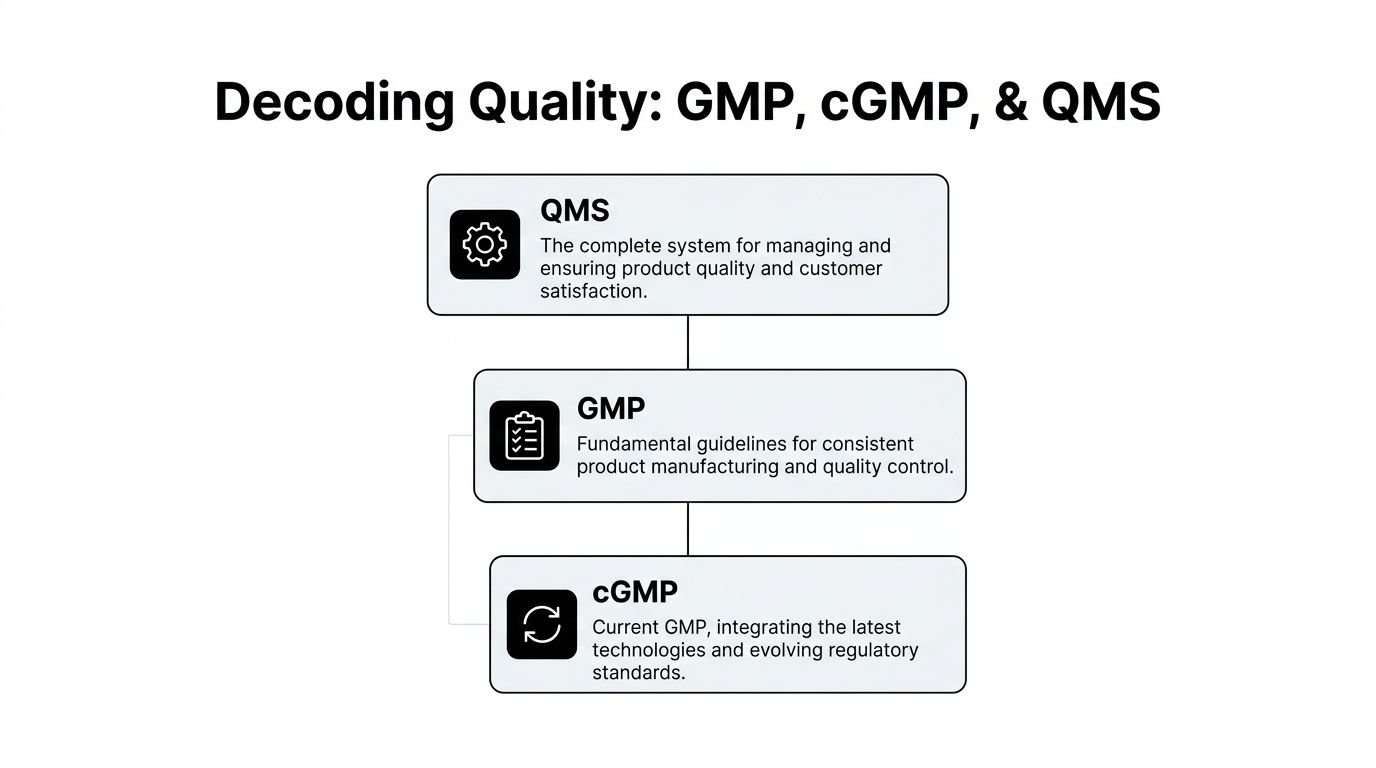
GMP is the baseline rule set
GMP stands for Good Manufacturing Practice. It’s the core framework that tells manufacturers how to produce products consistently and safely. It covers the environment, the people doing the work, the controls around the process, and the records that prove the work happened correctly.
A useful way to think about it is this. GMP is the building code. It sets the standard your operation has to meet.
cGMP means the standard must stay current
The c in cGMP means current. That sounds minor, but it changes the expectation. Regulators don’t want companies following outdated methods just because those methods once worked.
Current good manufacturing practice means your controls, equipment choices, monitoring methods, and documentation approach should reflect current expectations and current risk. If a manual step is a chronic source of error and a practical engineering control can reduce that risk, “we’ve always done it this way” won’t hold up well.
QMS is your company’s operating system for quality
Your Quality Management System, or QMS, is the internal system your company uses to meet GMP consistently. If GMP is the building code, the QMS is the blueprint, project plan, inspection schedule, and maintenance program.
A functioning QMS typically covers things like:
- Training control: Who is qualified to do what, and how that competency is maintained.
- Document control: How SOPs, forms, and records are created, revised, approved, and retired.
- Deviation handling: How the team identifies, documents, investigates, and closes nonconformances.
- Change control: How process, material, software, tooling, or equipment changes get reviewed before implementation.
The 5 Ps make the framework operational
One of the clearest ways to understand GMP is through its five connected pillars: People, Products, Processes, Procedures, and Premises. These pillars require complete documentation of manufacturing activities, including SOPs, batch records, and equipment maintenance logs, as described in this overview of GMP fundamentals and documentation requirements.
A weak QMS usually shows up the same way every time. The process works when the best operator is present and falls apart when the system has to carry the load on its own.
For operations teams, that’s the main takeaway. GMP is the external expectation. cGMP is the reminder that expectations evolve. QMS is how your site turns those expectations into repeatable daily control.
The Five Pillars of Good Manufacturing Practice
Most GMP problems don’t start as dramatic failures. They start as small control gaps. Someone uses an outdated work instruction. Material sits in the wrong status location. A room isn’t suited to the process it supports. A critical setting gets adjusted without a documented reason.
The 5 Ps help prevent that drift. They give managers a practical lens for evaluating whether the operation is under control.
People
Processes don’t run themselves. People load components, verify labels, clear lines, respond to alarms, review records, and make decisions under pressure.
That means GMP starts with competence and discipline. Training needs to be role-specific, documented, and refreshed when procedures change. Hygiene practices matter. So does clarity around who’s authorized to perform, verify, approve, and release.
What doesn’t work is relying on “common sense” for critical tasks. In a regulated environment, common sense varies by person and by shift.
Premises
The facility either supports control or undermines it.
Premises include layout, material flow, cleaning access, environmental suitability, segregation of statuses, and measures to prevent cross-contamination. A room can look tidy and still be poorly designed for GMP if operators cross paths with incoming materials, if rejected product sits too close to approved inventory, or if cleaning hard-to-reach areas is unrealistic during routine production.
A good premise isn’t just clean. It’s arranged so the right behavior is easier than the wrong behavior.
Processes
Managers often focus first on processes, and for good reason. If the process itself isn’t stable, documentation only records instability.
Validated, controlled, repeatable steps are the heart of GMP. Critical parameters should be defined. Acceptable ranges should be known. Deviations should trigger action instead of being explained away after the fact.
On the floor: The best process is one that produces the same result on Monday morning, Friday night, and during a handoff between two different operators.
Products
Product control starts before production begins. Incoming materials need defined specifications, status identification, and appropriate handling. During manufacturing, in-process checks confirm the product is still within expectations. Finished goods need review against release criteria before they move forward.
This pillar also includes packaging and labeling discipline. A product can be manufactured correctly and still fail quality if identification or handling breaks down late in the flow.
Procedures
Procedures are where companies either create consistency or create confusion.
Strong procedures are clear, current, accessible, and written for the actual work as performed. They connect training, execution, review, and investigation. Weak procedures tend to be generic, outdated, or so cumbersome that operators work around them.
Here’s a practical test. If a new but trained operator can follow the SOP without needing unofficial coaching, the procedure is probably doing its job.
Why the pillars must work together
These pillars aren’t independent checkboxes. They interact constantly.
- A trained operator can still fail in a badly designed workspace.
- A good room layout can’t save an uncontrolled process.
- A validated process still creates risk if records are incomplete.
- A strong SOP won’t help if people aren’t trained on the current revision.
That’s why good GMP management feels integrated in practice. You’re not just fixing paperwork or equipment. You’re tightening the full system that connects people, space, methods, product, and proof.
GMP Requirements in Action on the Production Floor
GMP gets easier to understand when you stop thinking in abstract policy language and look at the records and controls used during a normal production day.
A batch doesn’t become compliant because the company says it has good intentions. It becomes compliant because the process was controlled, the work was documented, deviations were handled correctly, and the equipment was shown to be fit for use.

The batch record is the product’s operational history
A batch record is more than a form to complete at the end of the run. It’s the record of what happened.
On a controlled line, that record ties together material identity, lot usage, equipment used, key setup checks, in-process results, operator actions, time-stamped events, and review signatures. If a problem appears later, the batch record should let quality and operations reconstruct the run without guessing.
When records are completed late from memory, teams lose one of GMP’s biggest protections. They also make investigations harder than they need to be.
Traceability has to survive real-world production
Consider a simple component used in assembly. It arrives at receiving with a supplier lot number. It gets inspected, released, staged, issued to a work order, consumed at a station, and linked to finished units through production records.
That’s traceability in practice. If a supplier issue surfaces later, the plant should be able to identify what used that material and what happened next.
What doesn’t work is partial traceability. If some handoffs are documented and others depend on whiteboards, verbal updates, or personal notebooks, the system breaks exactly when you need it most.
Change control separates improvement from drift
Every plant changes things. Tooling gets adjusted. Components are substituted. Software logic gets updated. Cleaning methods evolve. Work instructions get revised.
Under GMP, those changes need formal review before they become routine. A proper change control process asks practical questions:
- What is changing
- Why it is changing
- Which products or processes are affected
- Whether validation, retraining, or document revision is required
- Who must approve implementation
Without that discipline, well-meant process improvement can become uncontrolled variation.
Qualification and validation prove equipment is ready
When a new semi-automated workstation is installed, saying it works isn’t enough. GMP expects evidence.
That usually means working through IQ, OQ, and PQ. Installation Qualification confirms the equipment is installed as intended. Operational Qualification confirms it functions across defined operating conditions. Performance Qualification shows it performs acceptably in real production use.
This is also where process validation becomes central. GMP requires manufacturing processes to be scientifically validated to produce consistent results, and manufacturers must manage deviations in real time. A GMP guidance summary also notes that reducing manual dependence can cut human error variability, typically 15% to 30% in manual operations, through stronger controls and monitoring, as described in this guide to GMP process validation and deviation management.
When a process drifts, the first question shouldn’t be “who made the mistake?” It should be “what control allowed this to happen?”
On the floor, that mindset changes behavior. Teams stop treating deviations as isolated annoyances and start treating them as signals that the system needs a better control point.
How Smart Automation Simplifies GMP Compliance
There’s a common mistake in GMP projects. Companies assume they have only two choices. Stay manual and struggle through compliance, or spend heavily on full automation.
Most operations don’t need either extreme. They need targeted automation that removes the manual steps most likely to create variation, missing records, or traceability gaps.

Start with the failure points, not the technology
The best GMP-aware automation projects usually begin with a narrow question. Where does the process rely too heavily on memory, judgment, or handwritten follow-up?
That might be a torque step that isn’t consistently verified. A label application step that needs positive confirmation. A cleaning sequence that should be time- and status-controlled. A workstation where part presence, recipe selection, and lot capture all need to happen in the correct order.
In those situations, relatively simple controls can make a major difference:
- Guided work instructions that sequence the operator through the approved method
- Interlocks that prevent the next step until the current one is verified
- Barcode or scanner inputs that tighten material identity and traceability
- Sensors and automated logging that capture process values directly instead of asking operators to recreate them later
- Error-proof fixtures that physically reduce incorrect assembly or orientation
Semi-automation often delivers the best ROI
For many small and mid-sized manufacturers, semi-automated systems are the practical middle path. They improve consistency without removing the flexibility needed for varied production mixes, engineering changes, or shorter runs.
That balance matters because ROI in GMP work doesn’t come only from labor reduction. It also comes from cleaner records, fewer deviations, shorter investigations, simpler training, and faster recovery after problems.
A 2025 McKinsey report covering 300 global manufacturers found that GMP-integrated semi-automation delivered 22% labor reduction and 18% quality improvement in medical devices, with small and mid-sized firms recouping costs twice as fast as large firms, according to the summary published in this GMP manufacturing article citing the McKinsey findings.
That result makes sense on the floor. SMEs often have the most to gain from removing unstable manual steps because they feel the cost of rework and investigation time more directly.
What smart automation does well
A well-designed system supports GMP by making compliance part of execution.
- It enforces sequence. Operators can’t skip required checks as easily.
- It captures evidence automatically. Time-stamped data is easier to trust and easier to review.
- It improves repeatability. The machine holds the method steady even when staffing changes.
- It supports validation. Defined machine states and logged parameters make IQ, OQ, and PQ more straightforward.
Here’s a useful benchmark for decision-making. If a step repeatedly generates deviations, scrap, or documentation corrections, that step is a candidate for engineering control.
A closer look at real equipment design helps make that tangible.
What automation does poorly when the scope is wrong
Automation won’t rescue a bad process definition. If product specs are unclear, change control is weak, or the line depends on undocumented operator judgment, expensive equipment can automate confusion.
That’s why the strongest projects keep the scope disciplined. Fix the process logic first. Define critical parameters. Clean up the handoffs. Then automate the steps where control, traceability, and repeatability matter most.
Engineering judgment matters: The right answer is often one smart workstation, one validated fixture, or one integrated data capture point, not a full line rebuild.
That’s the practical answer to what is GMP in manufacturing for many operations teams. It’s not just policy. It’s the reason to design production so the compliant path is also the easiest path.
Your GMP Implementation Checklist
If your site is improving GMP maturity, don’t start with a giant remediation program. Start by checking whether the basics are controlled, documented, and used consistently.
The table below works well as a starter review for operations, quality, and engineering teams.
GMP Implementation Starter Checklist
| Area | Action Item | Why It Matters |
|---|---|---|
| Quality System | Define document control rules for SOPs, forms, and revisions | Prevents teams from using outdated instructions |
| Quality System | Establish a deviation process with clear ownership and closure expectations | Keeps issues visible and forces corrective action |
| Quality System | Create a formal change control workflow for process, equipment, software, and materials | Stops uncontrolled changes from becoming routine |
| Personnel | Map required training by role and keep qualification records current | Ensures only trained personnel perform critical tasks |
| Personnel | Standardize line clearance, hygiene, and status identification practices | Reduces mix-ups and cross-contamination risk |
| Facility and Equipment | Verify equipment is identified, maintained, and calibrated on schedule | Supports reliable output and defensible records |
| Facility and Equipment | Review layout for material flow, segregation, and cleanability | Makes compliant behavior easier during daily production |
| Facility and Equipment | Define qualification requirements for new or modified equipment | Confirms the equipment is fit for intended use |
| Process Controls | Identify critical process parameters and acceptable operating ranges | Gives operators and reviewers a stable control target |
| Process Controls | Add in-process checks where defects are easiest to catch early | Prevents bad output from moving downstream |
| Process Controls | Review where manual steps cause repeated errors and consider engineering controls | Helps target automation where it has the highest operational value |
| Documentation | Make batch records complete, legible, and reviewable in real time | Improves traceability and shortens investigations |
| Documentation | Link material identity, lot usage, and product history across the workflow | Protects traceability during deviations or supplier issues |
| Documentation | Define record retention and review responsibilities | Prevents missing evidence during audits and releases |
Common pitfalls to avoid
Some GMP problems look technical but are really management habits. These are the ones that show up often.
- Treating GMP as a one-time cleanup: Audit prep projects fade quickly if daily supervision doesn’t reinforce the controls.
- Overcomplicating procedures: If SOPs don’t match real work, operators create unofficial methods.
- Letting forms replace process control: A completed record doesn’t prove the process was capable.
- Ignoring small recurring deviations: Repeated minor issues usually point to a design or workflow problem.
- Automating too late or too broadly: Start where manual work is creating the most risk, not where the equipment looks most impressive.
A practical order of operations
If resources are tight, use this sequence:
- Stabilize documentation and training
- Fix material flow and status control
- Tighten process parameters and deviation response
- Qualify critical equipment and workflows
- Add targeted automation to the steps that still depend too much on people remembering correctly
That order usually produces better results than chasing software first or buying equipment before the process is ready.
Achieve GMP Compliance with an Experienced Engineering Partner
GMP works best when it’s built into the process, not layered on after the machine is already on the floor.
That matters because non-compliance isn’t just an administrative issue. A detailed review of 1,458 GMP deficiencies found that 37% were major and 9% were critical, underscoring how serious control failures can become in regulated manufacturing, according to this analysis of GMP inspection deficiencies across 19 countries.
For operations teams, the takeaway is straightforward. You don’t need the most expensive system in the building. You need equipment, fixtures, controls, and documentation that support validated work, clean traceability, and manageable change.
An experienced engineering partner helps you make those trade-offs wisely. That includes deciding where manual work still makes sense, where semi-automation will reduce risk fastest, and how to commission equipment so quality and production aren’t fighting each other after startup.
Good GMP-aware engineering is practical. It respects budget limits, production realities, and the fact that most plants can’t stop everything for a complete reset. The goal isn’t to build a showpiece. It’s to build a process that runs reliably, documents itself properly, and holds up when auditors or customers ask hard questions.
If you’re planning a GMP-driven upgrade, System Engineering & Automation can help you evaluate the right level of automation for your operation. SEA provides cost-effective engineering and automation solutions for manufacturers that need better quality, stronger process control, and practical ROI, especially in semi-automated environments where flexibility still matters.
Composed with the Outrank tool