You’re probably looking at a part family that keeps causing the same conversation on the production floor. The geometry is tight. The material is hard. Milling leaves stress or burrs where you don’t want them. Grinding adds steps. Operators spend too much time nursing setups, and quality keeps asking for more consistency than the current process can deliver.
That’s where wire cut edm machines stop being “specialty equipment” and start becoming a practical production decision. In the right application, they remove bottlenecks that conventional cutting methods create, especially when your line has to balance part accuracy, labor availability, and downstream quality risk. The market’s size reflects that broader industrial role. The global wire-cutting EDM machines market was valued at USD 2,680.7 million in 2025 and is projected to reach USD 4,578.9 million by 2035, with 5.5% CAGR, while automotive accounts for 52.0% market share, according to Future Market Insights’ wire-cutting EDM machines market report.
Table of Contents
- The Precision Challenge Wire Cut EDM Solves
- How Wire EDM Achieves Unmatched Precision
- Key Machine Differences for Your Production Goals
- A Practical Selection Checklist for Operations Managers
- Real-World Use Cases in Manufacturing and Medical Devices
- Your Next Steps for Evaluation and Implementation
The Precision Challenge Wire Cut EDM Solves
Operations managers rarely go shopping for wire EDM because they want another machine category on the floor. They start looking when existing processes stop making economic sense.
A common example is hardened tool steel parts with narrow slots, internal features, or tight corners that can’t tolerate cutting pressure. A shop can try to force the issue with more careful milling, lighter passes, and extra finishing. That usually turns one process into several. Setup count rises, queue time grows, and any gain in flexibility disappears into labor and inspection.

Wire cut edm machines solve that specific kind of problem well because they don’t rely on mechanical cutting force. That matters when the part is thin, delicate, already hardened, or shaped in a way that makes tool access awkward and expensive.
When conventional machining becomes the bottleneck
The issue usually isn’t that CNC mills or grinders are wrong. It’s that they’re being asked to do work outside their economic sweet spot.
You see it in jobs like these:
- Internal geometry that drives tooling compromises: Small corners, fine profiles, and detailed cavities often force smaller tools, slower passes, and more risk.
- Hardened materials late in the routing: If the part is already heat treated, every extra machining step adds difficulty and cost.
- Parts that can’t tolerate force: Thin walls and delicate sections are harder to hold and easier to distort.
- Rework-heavy quality loops: Burr removal, secondary finishing, and repeated inspection can eat the margin out of an otherwise good job.
Practical rule: If your team is adding process steps just to protect geometry that the cutting tool wants to distort, wire EDM deserves a serious look.
Why managers care about this
On the floor, this isn’t a technology story. It’s a production control story.
A process that removes steps can reduce scheduling friction. A process that cuts hardened material cleanly can move difficult work out of your most operator-dependent stations. A process that handles intricate profiles consistently can protect downstream assembly and inspection.
That’s why wire EDM keeps showing up in shops that serve medical, tool-and-die, aerospace, and precision automotive work. It solves a narrow but expensive class of manufacturing problems, and those problems tend to sit right where scrap, delays, and customer complaints start.
How Wire EDM Achieves Unmatched Precision
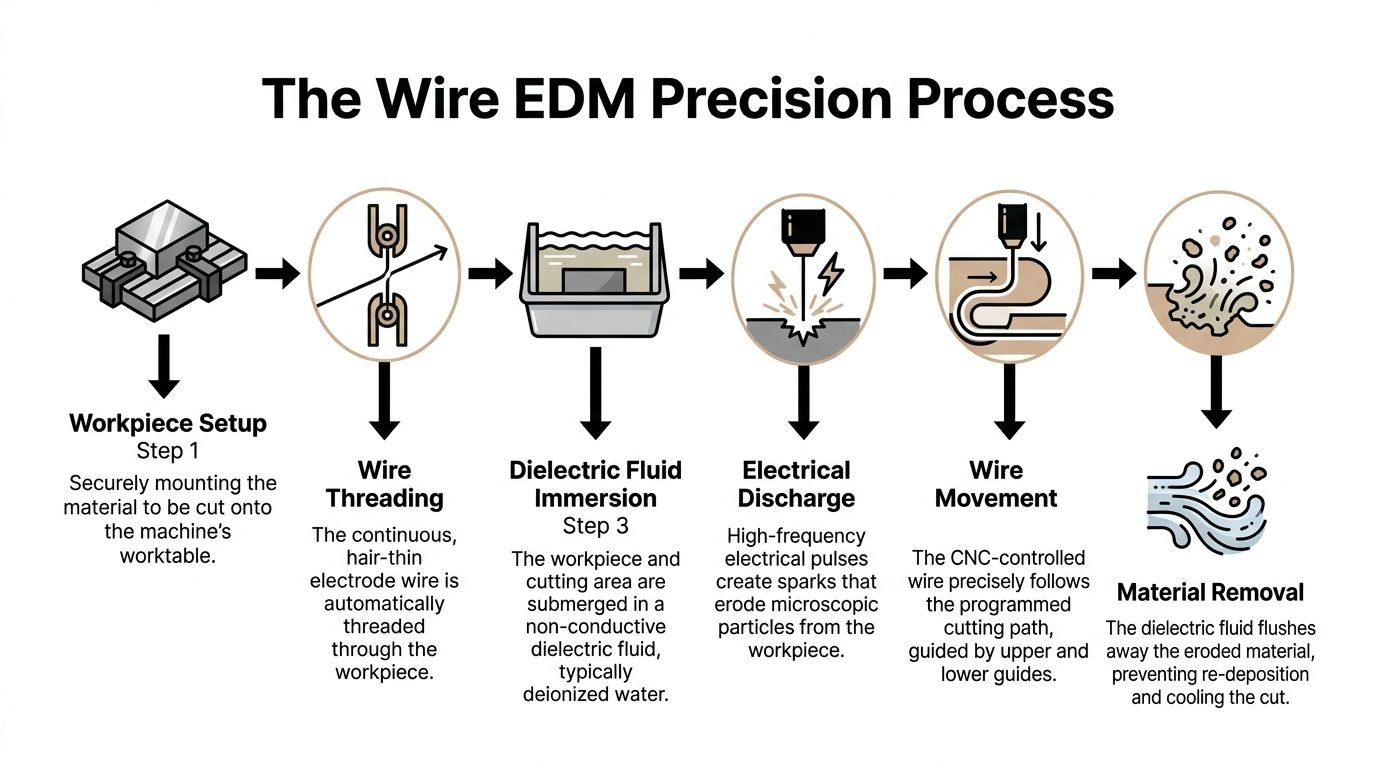
Wire EDM is easiest to understand if you stop thinking about it as cutting in the traditional sense. It’s closer to a guided erosion process.
A thin wire moves along a programmed path while controlled electrical discharges remove tiny amounts of conductive material. The wire doesn’t need to push through the part. That lack of contact is the main reason the process can hold fine geometry without imposing the mechanical stress you’d expect from a cutter.
What’s happening at the cut
Three elements do most of the work together:
| Element | What it does | Why it matters on the floor |
|---|---|---|
| Wire electrode | Carries the electrical discharge along the cut path | Determines how fine the geometry can be and how stable the cut stays |
| Dielectric fluid | Surrounds the cut zone and flushes away eroded material | Affects cut stability, surface condition, and unattended reliability |
| CNC control | Guides the wire movement through programmed geometry | Decides whether the machine produces repeatable parts or operator-dependent ones |
The process is controlled, but it’s still sensitive. Poor flushing, unstable wire conditions, or weak programming choices can turn a capable machine into a slow one.
Why the process can hold such fine results
Wire EDM machines achieve micron-level precision tolerances of ±0.002–0.01 mm, and in medical applications they can produce surface roughness below Ra 0.5 microns, according to Xometry’s wire EDM machining overview. Those numbers matter because they tell you where the process fits best: high-value parts where geometry and finish have direct quality consequences.
That level of control comes from a few practical realities:
- No cutting pressure on the workpiece: Thin or delicate sections are less likely to deflect.
- Fresh wire is continuously fed: The process avoids the conventional tool wear pattern that changes cutting conditions over time.
- Multiple passes can refine the result: Shops often rough the shape, then run skim cuts to improve dimension and surface quality.
- CNC path control supports intricate contours: Internal shapes that are difficult to mill become much more practical.
The best wire EDM results usually come from treating roughing and finishing as separate process goals, not one blended cut.
What managers should understand before buying
Precision doesn’t come from the machine label alone. It comes from the entire process window.
If the job calls for medical-style finish requirements, the team has to control setup quality, flushing, wire condition, and program strategy. If the cell is expected to run semi-attended, automatic wire re-threading and stable dielectric management stop being optional conveniences and become uptime features.
That’s the practical side of wire cut edm machines. They can achieve excellent accuracy, but they reward process discipline more than marketing claims.
Key Machine Differences for Your Production Goals
Two wire EDM machines can look similar on a quote sheet and behave very differently in production. The gap usually shows up in part mix flexibility, labor demand, and how much babysitting the machine needs once the job starts.

Axis configuration changes what parts you can quote confidently
A simpler machine can handle a lot of straight-profile work well. If your plant mainly cuts punches, inserts, plates, and standard profiles, you may not need the added complexity of a higher-axis machine.
Once the job mix shifts toward tapered features and more involved geometry, the value of advanced axis control becomes easier to justify. The key question isn’t whether a machine can produce an impressive demo part. It’s whether your operators can do it repeatedly on the parts you sell.
Here’s a practical comparison:
| Machine focus | Best fit | Typical trade-off |
|---|---|---|
| Basic profile-focused machine | Straight cuts, standard tooling, predictable part families | Lower flexibility for advanced taper and contour work |
| Advanced multi-axis machine | Tapered features, complex forms, mixed product environments | Higher upfront cost and more process sensitivity |
Wire handling and automation features affect labor more than most buyers expect
A machine with reliable wire handling behaves differently over a long shift than one that needs operator intervention after every interruption.
That’s why wire type and feed behavior matter. According to IQS Directory’s wire EDM article, over 80% of jobs use standard 0.010-inch brass wire, while advanced coated wires can deliver twice the feedrate of standard brass. On paper, that sounds like a consumables discussion. In production, it’s a scheduling and margin discussion.
Smaller or specialty wires help with fine detail, but they also tighten the process window. Coated wires can improve throughput, yet they need to fit your material mix and your cost model.
A useful benchmark is whether the machine supports the kind of semi-automated workflow your plant can maintain. If your team is also evaluating broader production upgrades, this related overview on manufacturing automation and system integration is worth comparing against your EDM plans.
After the spec sheet, watch how the process behaves in motion:
Control software and power supply quality show up in scrap and rework
Some buyers focus so hard on travels, taper range, and table size that they underweight the control.
That’s a mistake. The control determines how easily operators set jobs, recover from interruptions, and standardize cut strategies across shifts. Better power control also affects cut stability and finishing consistency, especially on difficult geometry.
Shop-floor takeaway: If two machines seem close in capability, choose the one your team can program, recover, and maintain without tribal knowledge.
The most expensive wire EDM isn’t always the best fit. The wrong one is the machine that needs premium operators for routine work, struggles with unattended operation, or only hits brochure performance in ideal demos.
A Practical Selection Checklist for Operations Managers
Buying wire cut edm machines on price alone usually creates a hidden cost problem. The machine may be affordable. The process around it may not be.
A better approach is to evaluate the machine as part of a production cell. That means looking at parts, staffing, utilities, quality requirements, fixture strategy, and how much automation you can realistically support.
Start with the parts not the brochure
Build your shortlist from the jobs that are hardest to run profitably today.
Ask these questions:
- Which parts justify EDM: Don’t route everything to the machine. Reserve it for geometry, hardness, or quality demands that make the process economically smart.
- What finish and tolerance does the customer really need: If the print requires fine finish and tight geometry, verify whether that’s needed across the full part or only on critical features.
- How often does the part family repeat: Recurring work supports better fixture design, more stable programming, and stronger ROI.
- Where does the current process fail: Scrap, burrs, distortion, long setup time, and queue delays point to where EDM may create value.
Audit the cell around the machine
Managers often underestimate how much support equipment and process discipline matter.
Check these items early:
- Utility readiness: Wire EDM depends on stable support systems, especially dielectric fluid management and the surrounding environment.
- Material handling: Heavy workpieces, repeat setups, and fixture access can turn a good machine into a poor workflow if handling isn’t planned.
- Inspection flow: If EDM replaces several conventional steps, update inspection plans so quality doesn’t become the new bottleneck.
- Programming ownership: Decide whether your programmers, operators, or applications team will own cut strategy and revision control.
Check where real ROI will come from
The strongest business case usually comes from several smaller gains rather than one dramatic headline.
Look for value in places like:
Fewer process steps
If milling, grinding, deburring, and polishing can be consolidated, the routing gets simpler and easier to schedule.Less operator dependency
Reliable wire threading, stable setups, and standard programs make the process easier to hand off across shifts.Lower quality risk
Better geometry control can reduce the downstream cost of bad fits, rejected tools, or assembly issues.Expanded quoting range
Some shops justify EDM because it lets them take on jobs they currently decline or outsource.
Don’t approve the machine because of best-case cycle time. Approve it because it removes recurring cost and quality friction in the full routing.
Be careful with taper claims
This is one area where brochure language often outruns shop reality. Manufacturers may claim 45-degree taper capability, but in practical shop conditions reliability often drops beyond 15 to 20 degrees because of flushing limits, wire behavior, and U/V axis constraints, as discussed in this wire EDM taper-angle video analysis.
That doesn’t mean high taper work is impossible. It means you should validate it on your parts, your thicknesses, and your expected production conditions before treating it as standard capacity.
Evaluate support and maintainability
A machine is only as good as your ability to keep it stable.
Use this final filter:
| Evaluation point | What to look for |
|---|---|
| Applications support | Can the supplier help prove difficult jobs before purchase |
| Training quality | Can new staff learn the control without long ramp times |
| Consumables strategy | Are wire, filters, and maintenance items easy to source |
| Recovery from faults | Can operators restart and re-thread reliably |
| Service response | Is there practical support when production is down |
Operations managers usually get the best results when they treat EDM as a capability investment, not a machine purchase.
Real-World Use Cases in Manufacturing and Medical Devices
The strongest argument for wire cut edm machines is still application fit. When the process aligns with the part, it solves expensive problems cleanly. When it doesn’t, it becomes a slow and costly substitute for better methods.

Medical components and tooling
Medical work is one of the clearest fits because geometry, finish, and repeatability all matter at once. The process is useful for fine profiles, delicate features, and tooling used to support regulated production.
Recent electrode material developments matter here. Xometry’s overview of EDM types and wire materials notes that zinc-coated brass and related wire options can improve cost-effectiveness by increasing cutting speed and reducing wear, but they still need careful review for GMP validation and semi-automated integration.
That trade-off is important. A faster wire isn’t automatically the right wire if your validation burden increases, your fixture design changes, or the process becomes harder to standardize.
A related reference on GMP-aware manufacturing and production support is helpful when you’re evaluating EDM as part of a regulated workflow rather than as a standalone machine purchase.
Tool and die work
Tooling shops adopted wire EDM because it handles shapes that are awkward or inefficient to produce conventionally. Punches, dies, inserts, and hardened tooling components are natural fits.
The business value often goes beyond the EDM operation itself. Better tool accuracy can improve downstream forming, molding, or stamping consistency. That means one EDM machine can influence the performance of a much larger production process.
A good wire EDM cell doesn’t just make precise tooling. It helps the rest of the plant run with fewer corrections.
Prototype and short-run production
Prototype and bridge-production work also benefit, especially when the design is still evolving.
In that environment, wire EDM gives engineering teams a way to produce intricate conductive parts without building dedicated cutting tools for every revision. That can be useful in automotive, aerospace, electronics, and specialty industrial products where geometry changes but precision still matters.
What works well in practice:
- Intricate conductive geometries: Internal forms and fine contours are often more practical here than with conventional tools.
- Hardened or difficult-to-machine part states: Jobs that become painful after heat treat may be easier to route through EDM.
- Short runs where scrap is expensive: If each workpiece has high value, process control matters more than raw metal removal speed.
What doesn’t work as well:
- Jobs that mainly need rough stock removal
- Non-conductive materials
- Simple shapes that a conventional machine can produce faster and cheaper
The shops that get the best return from wire EDM know exactly where that line is.
Your Next Steps for Evaluation and Implementation
If wire cut edm machines look promising for your plant, the next move isn’t requesting random quotes. Start with a disciplined evaluation.
Define the production problem clearly
List the parts that create the most pain today. Focus on geometry, material condition, finish requirements, setup burden, and where scrap or delay enters the routing.
Be specific. “Need tighter quality” isn’t enough. “Need to cut hardened profiles without distortion and reduce secondary finishing” is something a supplier or integrator can work with.
Prove process fit before you buy
Run representative parts. Include difficult geometries, realistic fixtures, and your actual material states.
Considering these factors helps many teams avoid expensive mistakes. A machine may look ideal on a showroom sample and still be wrong for your mix, staffing, or taper requirements.
Plan the implementation as a cell
The machine matters. The surrounding process matters just as much.
Review:
- Fixture strategy
- Part loading and unloading
- Inspection method
- Programming ownership
- Operator training
- Consumables and maintenance
- Shift-to-shift repeatability
If the goal is semi-automation, define that from the start. Don’t buy a standalone EDM and hope it naturally becomes an efficient unattended cell later.
Work with an engineering partner that understands production reality
A good implementation partner helps you decide not only which machine to buy, but also how much automation makes sense, what tooling the process needs, and where flexibility should be protected.
That matters most for small and mid-sized manufacturers. Full automation isn’t always the best answer. In many plants, a well-designed semi-automated setup with smart fixturing, integrated controls, and realistic operator workflow delivers better ROI than a more ambitious system that the plant can’t support.
For a broader look at integrated production solutions, start with System Engineering & Automation.
If you’re evaluating wire cut EDM machines and want help turning that evaluation into a practical production plan, System Engineering & Automation can help. SEA designs cost-effective manufacturing solutions that match real production goals, whether that means semi-automatic systems, custom tooling and fixtures, integrated controls, or a broader automation strategy. If the objective is better quality, lower labor dependency, and a cleaner path to ROI, SEA brings the engineering support to get there.