If you're running a plant right now, you're probably dealing with the same three pressures every week. Output has to go up. Quality can't drift. Labor is harder to staff and harder to stabilize than it used to be.
That combination is exactly where automation control systems stop being a technical topic and become an operations topic. The right control strategy doesn't just run machines. It keeps your process repeatable, gives operators guardrails, and helps you improve throughput without locking yourself into a level of automation that doesn't fit your product mix or budget.
For small to mid-sized manufacturers and medical device teams, that matters even more. Most plants don't need a giant lights-out automation project. They need a system that solves a bottleneck, supports GMP-aware production, and pays back in a way the business can justify.
Table of Contents
- Why Control Systems Are Your Production Linchpin
- Understanding Automation Control System Components
- Exploring Key Architectures and System Types
- How to Choose the Right Control System
- A Practical Roadmap for System Implementation
- Calculating ROI with Real-World Examples
- Ensuring Long-Term Success and Support
Why Control Systems Are Your Production Linchpin
A production line rarely fails all at once. More often, it slips. An operator adjusts a setting a little differently on second shift. A manual inspection step becomes the bottleneck. A machine keeps running, but no one has reliable data on why scrap is creeping up.
That’s where control systems earn their keep. They create discipline in the process.
A good control system tells the machine what “right” looks like, then keeps bringing the process back to that target. It handles sequencing, interlocks, alarms, data collection, and the basic logic that prevents small mistakes from turning into missed shipments or quality holds.
What plant managers usually feel first
Most managers don’t start with a request for new controls. They start with a production pain point.
- Throughput pressure: A line should be faster, but one station keeps slowing everyone else down.
- Quality drift: Results vary too much between operators, shifts, or batches.
- Labor dependence: Output relies too heavily on tribal knowledge or constant manual intervention.
- Safety concerns: Equipment works, but lockouts, e-stops, or fault handling aren’t integrated cleanly.
When those issues stack up, manual workarounds begin to run the factory. That’s expensive, even when it doesn’t show up clearly on a capital request.
Practical rule: If your team is solving the same production problem with operator judgment every shift, you likely have a control problem, not just a staffing problem.
Why semi-automation often wins
For many smaller manufacturers, the best move isn't full automation. It's targeted control.
That can mean adding a PLC-controlled fixture, integrating sensors for part verification, automating a sequence that operators currently do by feel, or tightening process control around a critical station. You keep flexibility where it matters and automate the repeatable parts that create waste.
That approach is especially useful in regulated production. Medical device manufacturers, for example, often need stronger process consistency and better traceability without turning the whole floor upside down.
The point is simple. Control systems are not overhead. They are the mechanism that turns a manual, variable process into a stable production system you can improve.
Understanding Automation Control System Components
Every control system, no matter how simple or advanced, comes back to three physical layers. Sensors detect what’s happening. Controllers decide what to do. Actuators carry out the action. A practical overview from Vista Projects describes this structure as the foundation of industrial automation control systems, especially in GMP-sensitive environments where every control point must be tracked through the process (Vista Projects on sensors, controllers, actuators, and GMP tracking).
What each layer actually does
Think of these components as the eyes, brain, and hands of the machine.
- Sensors: These gather real-world input. That might be temperature, pressure, position, flow, weight, or whether a part is present.
- Controllers: These contain the logic. The controller reads signals, compares them to the required state, and decides the next action.
- Actuators: These do the physical work. They open valves, start motors, move cylinders, or trigger mechanical actions.
In a plant setting, those layers have to work together cleanly. If the sensor is unreliable, the controller makes bad decisions. If the actuator sticks, the best logic in the world won’t save the process. If the controller isn’t programmed around real production conditions, operators end up bypassing it.
A simple closed-loop example
A home thermostat is a useful analogy because its function is widely understood.
The thermostat senses room temperature. The controller compares that reading to the setpoint. If the room is too cold, it commands the furnace to turn on. Once the temperature reaches target, it turns it off.
That’s a closed-loop system. Industrial versions work the same way, just with tighter tolerances and more consequences if something goes wrong.
For continuous processes, PID control is the standard approach for holding a variable near its target. It’s commonly used where stable temperature, pressure, or similar conditions matter. In manufacturing, that shows up in heating zones, pressure regulation, pump control, and other feedback-driven applications.
A control system doesn’t create consistency by itself. It creates consistency when the sensing, logic, and mechanical action are matched to the real process.
What managers should ask about components
When reviewing a new machine or retrofit, skip the buzzwords and ask practical questions.
- What is being measured? If the system can’t detect the process condition, it can’t control it well.
- What decisions are automatic? Some systems only monitor. Others actively correct.
- What happens on failure? Fault detection, alarms, and safe shutdown behavior matter as much as normal operation.
- What data is retained? In GMP-aware environments, traceability is often just as important as the motion itself.
A lot of expensive control problems start with a simple mismatch. The machine has hardware, but not the right instrumentation. Or it has logic, but no useful feedback. Good automation control systems solve that at the architecture level, not after the machine is already on the floor.
Exploring Key Architectures and System Types
The components matter, but layout matters too. Two plants can use similar hardware and still get very different results based on how the control system is structured.
That choice affects troubleshooting, downtime recovery, expansion, and how easy the system is to live with after startup.
Centralized and distributed layouts
A centralized system puts most of the control in one place. That can work well for a compact machine or a small line where devices are physically close and the sequence is straightforward.
The upside is simplicity. Fewer control points. Easier panel organization. Clearer ownership of the logic.
The downside shows up when the process grows. Long wiring runs, crowded panels, and difficult modifications can turn a simple design into a maintenance headache.
A distributed approach places control closer to the equipment. Remote I/O, local panels, and segmented machine logic can make larger systems easier to scale and easier to isolate during faults.
That’s often the better fit when a line has multiple stations, staged material flow, or planned future expansion. It usually costs more thought up front, but it saves pain later.
If you expect the process to change, design for change now. Retrofitting flexibility after commissioning is where budgets get hurt.
PLC-based and PC-based control
For machine control, PLCs remain the workhorse. The historical reason is straightforward. The PLC was developed in 1968 by Dick Morley for General Motors, and the first commercial model, the Modicon 084, arrived in 1969, replacing hard-wired relay logic and cutting reconfiguration time from weeks or months to hours. Today, PLCs underpin over 80% of industrial automation in major markets, which is why they remain the default choice for rugged, repeatable manufacturing control (history of PLCs and their role in industrial automation).
A PLC is usually the right answer when you need:
- Ruggedness: It has to survive industrial noise, vibration, and rough environments.
- Deterministic control: The machine sequence has to happen the same way every cycle.
- Maintainability: Electricians and controls techs need a supportable platform.
A PC-based control system earns its place when the application is more data-heavy, more visualization-heavy, or more software-driven. That can include advanced analytics, recipe management, complex HMI requirements, or systems that need broader information handling.
The trade-off is support burden. PC-based systems can be flexible, but they can also introduce more operating system management, versioning concerns, and cybersecurity overhead.
For most small and mid-sized manufacturers, the practical answer is often hybrid. Let the PLC handle real-time machine control. Let higher-level software handle data, reporting, and supervisory functions. That split usually keeps the machine dependable without giving up visibility.
How to Choose the Right Control System
The wrong buying approach starts with features. The right buying approach starts with the production constraint.
If a plant chooses controls based on what looks advanced, it usually pays for capability it won’t use. If it chooses based only on lowest upfront price, it often ends up replacing or reworking the system when production changes.
Start with the production problem
Ask four questions before comparing platforms or vendors.
What bottleneck are you fixing
Be precise. “We need more automation” is too vague to engineer well.
A better definition sounds like this: the operator-loaded station is limiting line speed, the inspection step is inconsistent, or batch records are too manual for reliable GMP support.
What level of flexibility do you need
High-mix production changes the answer. A line that runs one part family for long stretches can justify more dedicated automation. A plant that changes formats often needs semi-automated equipment with smart controls, guided setup, and quick changeover.
What must be documented
In medical device and other regulated environments, traceability isn't optional. Control points, alarms, setpoints, and batch-related data often need to be recorded in a way operators and quality teams can trust.
Who will support it after startup
A system that only the original programmer can understand is a bad asset. Supportability matters. Spare parts matter. Clear documentation matters.
Buy the system your plant can operate, maintain, and expand. Not the one that looks best in a proposal drawing.
Control System Selection Criteria
| System Type | Typical Cost | Scalability | Best Use Case |
|---|---|---|---|
| Manual with basic controls | Lower initial cost | Limited | Stable manual workstations where consistency needs only modest improvement |
| Semi-automated PLC-based system | Moderate and usually cost-effective for growing plants | Strong | Small to mid-sized manufacturers that need better repeatability, safety, and throughput without losing flexibility |
| Fully automated integrated line | Higher initial cost and higher change complexity | High when product mix is stable | High-volume, repeatable production where dedicated automation is justified |
| PC-based supervisory layer with machine controls | Varies based on software and integration scope | Strong for data and reporting expansion | Processes that need broader visualization, reporting, recipe handling, or system-wide coordination |
A few selection mistakes show up repeatedly:
- Over-automating a variable process: If upstream variation is still high, more automation may only make problems happen faster.
- Ignoring operator workflow: Controls that fight the job get bypassed.
- Skipping future state planning: Extra I/O, panel space, and network planning are cheap early. They are not cheap later.
The best automation control systems fit the process, the people, and the business case at the same time.
A Practical Roadmap for System Implementation
Projects go off track when a plant treats automation like equipment procurement instead of process change. Hardware is only one part of the job. The harder part is translating production reality into a system that operators can run and maintenance can support.
Planning before hardware
The first phase should happen on the floor, not in CAD.
Watch the work. Track where operators wait, recheck, adjust, or compensate. Look at how product moves, not how the SOP says it moves. That’s usually where the automation opportunity is hiding.
Good implementation teams also define what success means before design begins. Faster cycle time is one target. Reduced operator dependence may be another. Better traceability or cleaner fault handling may matter more than speed in some lines.
The engineering side matters too. According to Automation Experts, troubleshooting and problem-solving appear in 44% of automation controls engineering job postings, making them the most critical competency in that hiring data. That lines up with what plants need during implementation: someone who can bridge design intent, maintenance realities, and production demands (Automation Experts on controls engineering skills and troubleshooting demand).co.uk/control-systems-recruitment/)).
A practical planning sequence usually looks like this:
- Assess the process: Define the bottleneck, failure modes, and operator pain points.
- Set functional requirements: Clarify sequence, safety, traceability, alarms, and changeover needs.
- Choose the right scope: Decide what should stay manual, what should be assisted, and what should be automated.
For more practical engineering perspectives on manufacturing improvement work, the broader discussion at SEA’s automation and engineering blog is useful context.
Integration, testing, and handoff
Here, many projects either become reliable assets or permanent frustrations.
Integration should prove more than motion. It should prove fault response, recoverability, alarm behavior, and data handling under realistic conditions. If the machine only works when everything is perfect, it isn't production-ready.
Use a staged handoff.
- Bench testing first: Validate core logic and device communication before field chaos gets involved.
- Dry runs next: Run sequences without product to catch timing, interlock, and operator interface issues.
- Production trials last: Confirm that actual parts, real operators, and live materials behave the way the design assumed.
A short visual overview helps frame that implementation flow:
Training needs the same seriousness as commissioning. Operators need to know normal operation, fault recovery, and escalation steps. Maintenance needs drawings, backups, spare parts guidance, and enough ownership to support the system without guesswork.
The smoothest startups happen when engineering, production, quality, and maintenance are involved early, not when they’re called in after the FAT binder is already printed.
Calculating ROI with Real-World Examples
Most automation proposals get judged too narrowly. People ask what labor can be removed and stop there.
That misses where a lot of return shows up. In practice, ROI often comes from a mix of labor reduction, fewer process errors, better uptime, safer operation, and stronger product consistency.
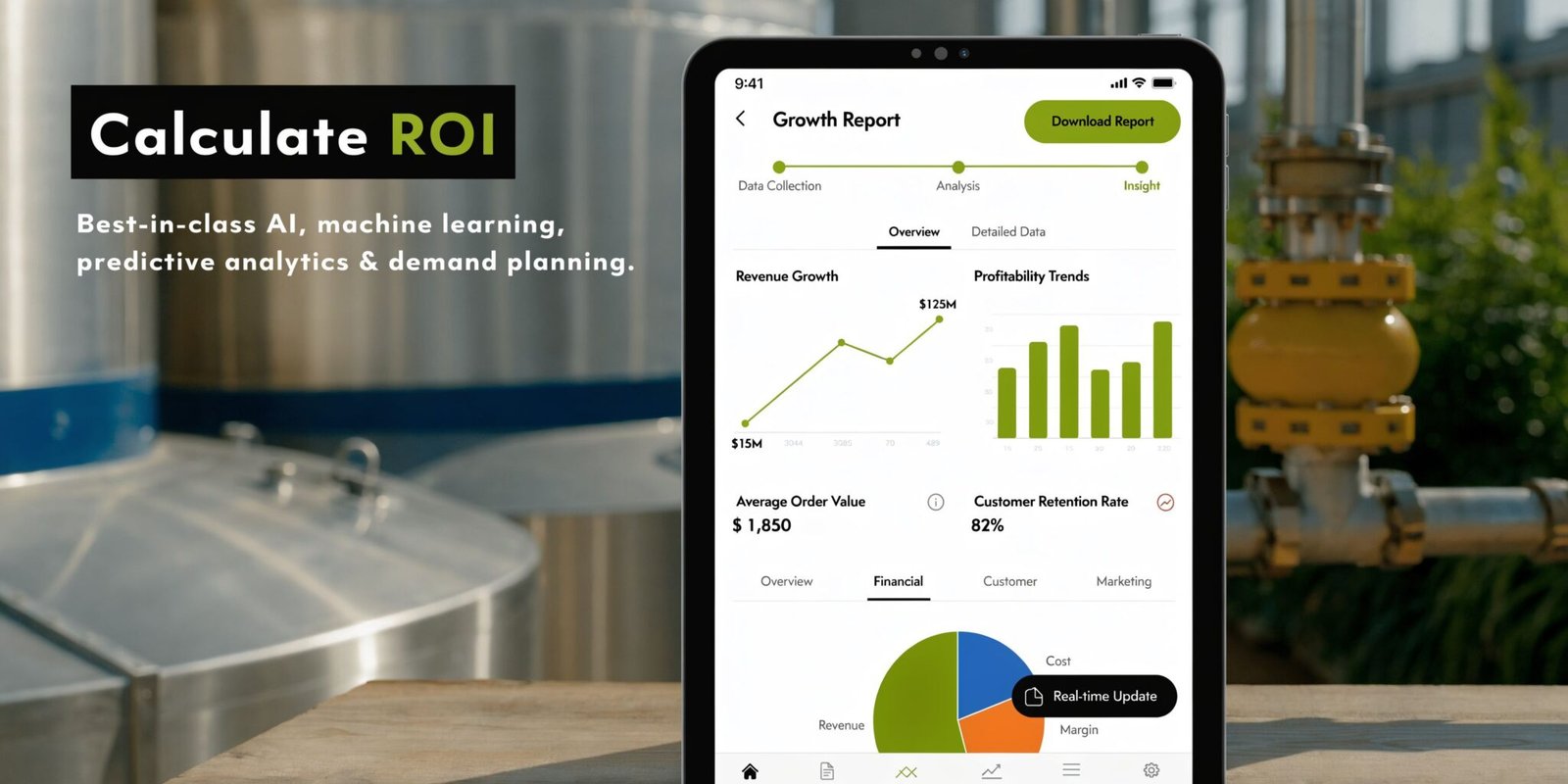
Where the return actually comes from
For small to mid-sized manufacturers, the strongest business case is often hybrid semi-automation, not full automation. Verified market analysis notes that hybrid semi-automated systems can deliver 15% to 25% higher ROI than full automation for SMMs, while reducing labor needs by up to 40% and preserving production flexibility. The same source ties that logic directly to GMP-regulated work such as medical device production, where upgrades need to be justified carefully against compliance and budget constraints (Grand View Research market report and SMM semi-automation ROI angle).
That aligns with what many plants see in the field.
A few common examples:
- Inspection support station: Add guided part presentation, sensor confirmation, and controlled pass-fail routing. You reduce subjective judgment and make the inspection step easier to document.
- Operator-assisted assembly cell: Keep manual loading, but automate clamping, sequence enforcement, and confirmation checks. That usually improves consistency without eliminating flexibility.
- Process-critical utility skid or workstation: Automate the conditions that must stay in range, then log the data that quality or engineering teams need later.
A better way to frame the business case
When managers build the case for automation control systems, these are usually the most defensible return categories:
| ROI Driver | Why it matters |
|---|---|
| Labor efficiency | The same team can support more output or spend less time on repetitive handling |
| Quality consistency | Controlled steps reduce variation, rework, and avoidable deviations |
| Uptime and recovery | Faults become easier to detect and faster to recover from |
| Compliance support | Better data capture makes batch review and process verification easier |
| Flexibility | Semi-automation preserves room for product changes and phased expansion |
Don’t ask whether the system replaces people. Ask whether it removes the non-value-added work that keeps skilled people from running the line well.
That framing changes the decision. Instead of chasing the highest automation level, plants can invest where control improves business performance fastest.
Ensuring Long-Term Success and Support
Go-live is not the finish line. It’s the point where the system starts proving whether it was built for real production.
Long-term success usually comes down to ordinary disciplines done well. Preventive maintenance has to be scheduled. Sensors need verification. Backups need to be current. Operators need refresh training when turnover happens or product changes.
What keeps a control system valuable
- Planned maintenance: Small component issues become large downtime events when no one checks them.
- Training that survives shift changes: The line should run the same way on every crew, not just when the lead operator is present.
- Support for changes: Product mix, compliance needs, and throughput targets rarely stay fixed.
- Responsive troubleshooting: Problems need to be solved by people who understand both controls and manufacturing reality.
The plants that get the best return from automation control systems treat them as a capability, not a one-time purchase. They maintain them, improve them, and expand them deliberately.
That’s good news for smaller manufacturers. Smart automation is accessible without jumping straight to a fully automated plant. A well-scoped, GMP-aware, cost-conscious system can stabilize output, improve quality, and give your team room to grow without overbuilding the solution.
If you’re evaluating ways to improve throughput, quality, or GMP-aware production without overspending on full automation, System Engineering & Automation provides cost-effective engineering and automation solutions suited for real manufacturing constraints. Their team supports everything from semi-automatic systems and integrated controls to custom tooling, fixtures, installation, commissioning, and ongoing service, helping manufacturers choose the right level of automation for their goals and budget.