If you're running production right now, you're probably dealing with the same mix of pressure most plants face. Output needs to go up. Quality can't slip. Skilled labor is harder to schedule around. And every workaround that got you through last quarter is starting to look like a permanent bottleneck.
That's where custom designed machinery usually enters the conversation. Not as a vanity purchase, and not as a giant fully automated line by default. In practice, it's often the most direct way to remove a specific constraint on the floor, whether that's fixture variation, awkward operator motion, inconsistent part handling, or a manual step that keeps breaking flow between stations.
For manufacturers trying to optimize production without locking themselves into the wrong level of automation, the core question isn't whether custom machinery matters. It's which form of it makes financial and operational sense for your process, your team, and your growth plan.
Table of Contents
- The Push for Smarter Production
- Understanding Your Custom Machinery Options
- The Tangible Benefits of Tailored Equipment
- The Journey from Concept to Commissioning
- Selecting the Right Partner and Solution
- Navigating Costs Risks and Implementation
- Ensuring Long-Term Success and Support
The Push for Smarter Production
Production teams rarely ask for custom equipment because they want something novel. They ask for it because standard equipment has run out of room. The line works, but only if an experienced operator keeps adjusting it. The fixture holds the part, but setup takes too long. The machine can make the product, but not with the consistency your customer or compliance team expects.
That pressure is showing up across the market. The global market for custom machinery reached USD 21.1 billion in 2024 and is projected to hit USD 33.4 billion by 2034, growing at a 4.7% CAGR, according to GM Insights' special and custom machinery market analysis. That isn't just a market story. It's a floor-level story. Plants are investing because precision, repeatability, and process fit now matter more than generic machine capability.
Why standard equipment stops being enough
Off-the-shelf equipment usually gets approved because it solves a category problem. It doesn't always solve your problem.
A plant manager usually feels that mismatch in a few ways:
- Setup drift: Operators spend too much time adjusting clamps, guides, and stops.
- Quality variation: The process depends on operator feel instead of controlled repeatability.
- Labor exposure: Repetitive handling or inspection tasks tie up people where better tooling could help.
- Expansion friction: A line can't scale cleanly because one manual step keeps setting the pace.
Custom machinery earns its place when it removes a recurring constraint that people have been compensating for by habit.
Why smarter production doesn't always mean full automation
A lot of plants still frame the decision too narrowly. They assume the choice is manual versus fully automated. That's usually the wrong comparison.
The more useful view is this: you can improve a process with smart tooling, semi-automatic stations, custom controls, material handling improvements, or a full automated cell, depending on what the bottleneck is. For many small and mid-sized manufacturers, the best return comes from targeted changes that fit the current process and workforce, rather than trying to automate everything at once.
That practical middle ground is where many successful upgrades happen. Not flashy. Just effective.
Understanding Your Custom Machinery Options
Most buyers hear "custom designed machinery" and picture a fully enclosed automated line with conveyors, robots, guarding, and a capital request that gets delayed twice. That does exist. It just isn't the only option.
A better way to think about custom machinery is the way you might think about vehicle transmissions. Some operations still need direct operator control. Some need assisted control that reduces effort and improves consistency. Others need the system doing nearly everything on its own. The right answer depends on product variation, compliance requirements, floor space, staffing, and budget.
Custom doesn't mean one thing
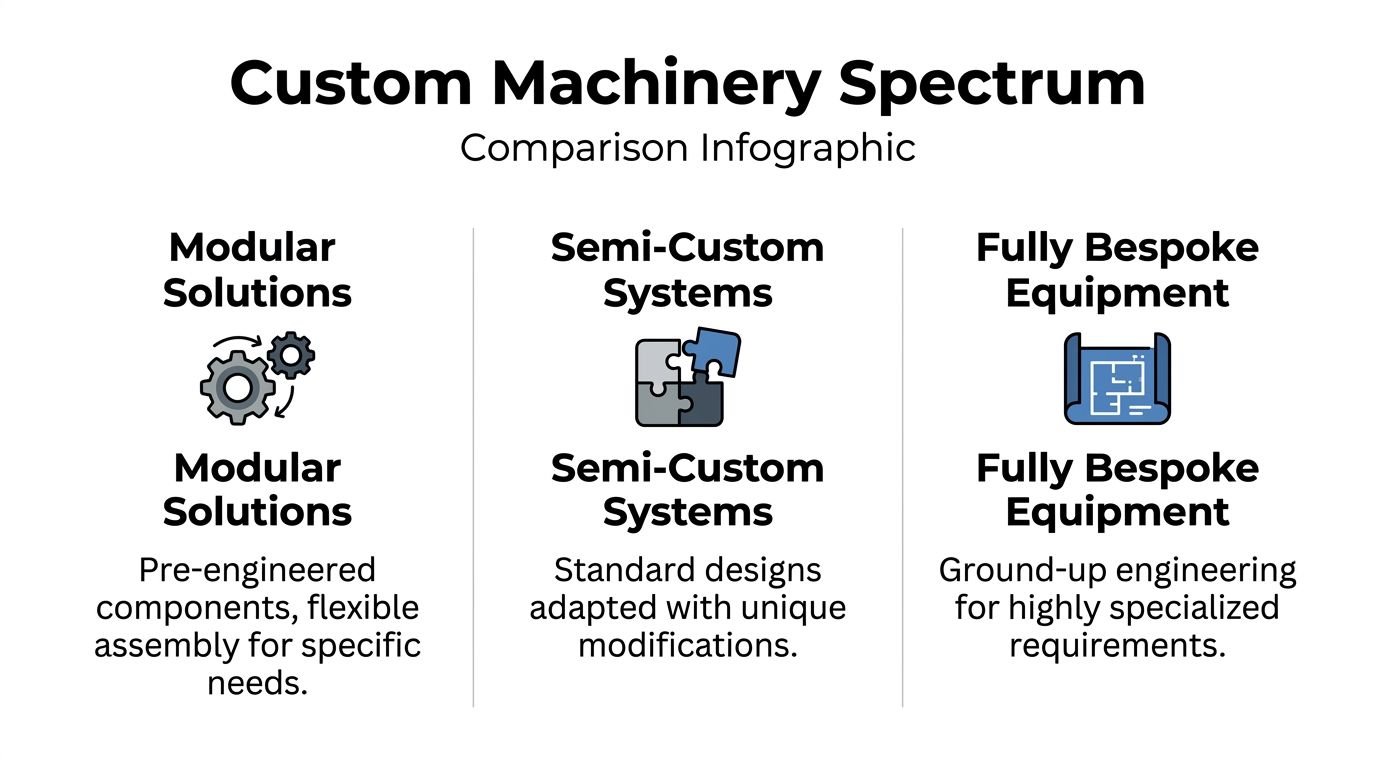
Three categories cover most real-world projects.
| Factor | Custom Tooling / Manual | Semi-Automatic | Fully Automatic |
|---|---|---|---|
| Operator role | High involvement | Shared with machine | Minimal routine involvement |
| Best use case | Single bottleneck or setup issue | Repetitive process with variation | High-volume stable process |
| Capital intensity | Lowest | Moderate | Highest |
| Flexibility | High | High if designed well | Lower if product mix changes often |
| Changeover approach | Manual adjustments | Guided or assisted adjustments | Programmed and integrated |
| Typical value | Faster setup, better ergonomics, less variation | Strong balance of throughput and control | Maximum unattended consistency where justified |
The first category is custom tooling and fixtures. This is often the fastest way to improve a process. A better nest, locating fixture, pick-and-place aid, poka-yoke device, or guided assembly fixture can stabilize a manual station without changing the whole line.
The second is semi-automatic equipment. This is the range many plants should look at first. A semi-automatic station still uses operator judgment where it matters, but the machine controls the repetitive, accuracy-sensitive, or ergonomically difficult parts of the cycle.
The third is fully automated equipment. This makes sense when throughput is steady, the part family is controlled, and the process justifies the complexity.
Where most small and mid-sized plants should start
The strongest overlooked category is the middle one. The semi-automatic machines segment alone was valued at USD 7.7 billion in 2024, showing how important that middle path has become for manufacturers that need scalable ROI, according to Research and Markets coverage of the special custom machinery opportunity.
Why does this matter on the floor?
Because semi-automatic systems let you improve output without losing flexibility. They can:
- Control critical motions: Pressing, dosing, indexing, clamping, cutting, or inspection.
- Keep operators where they add value: Loading, verifying, making judgment calls on variable parts.
- Reduce overbuild: You don't pay for every function to be robotic if only one step needs machine control.
Practical rule: If your process changes often, don't buy a rigid answer to a flexible problem.
In medical device and regulated production, this middle ground is especially useful. You can add repeatable control where GMP-aware process discipline matters, while keeping access for validation, cleaning, and operator oversight.
The Tangible Benefits of Tailored Equipment
The value of custom designed machinery shows up in the places managers already track. Cycle time. Scrap. Rework. Downtime tied to awkward handoffs. Safety concerns that never become recordable incidents, but still slow the shift down because people know a station is a bad fit.

Throughput improves when the process stops fighting the equipment
Throughput gains rarely come from a machine moving dramatically faster on paper. They come from reducing wasted motion and keeping each cycle repeatable.
A common example is a manual assembly station where the operator has to align a part, hold it in place, trigger a process, then visually confirm that nothing shifted. A custom fixture with positive location, assisted clamping, and interlocked sequence control removes several opportunities for delay and error. The operator still works the station, but the station no longer depends on hand skill alone.
Thermal processes show the same pattern. In custom drying machinery, CTS-TP nozzle technology uses dual-directional airflow across web widths of 300–3,500 mm and supports line speeds up to 1,200 m/min, while specified systems can deliver 20-30% higher throughput in high-speed applications and support ROI within 12-18 months through energy savings and retrofit upgrades, as described by Matthews Engineering's custom-built machinery equipment information. That's a good reminder that custom machinery doesn't only mean assembly automation. It also includes process equipment engineered around thermal performance, material behavior, and retrofit practicality.
Quality gets built into the station
When a process depends on precise fabrication and repeatable part presentation, custom equipment can close quality gaps that inspection alone won't solve.
Multi-axis CNC machining can achieve tolerances of ±0.0005 inches, reduce scrap rates by up to 60%, and support 99.9% repeatability in GMP-aware medical device manufacturing, according to Central Machines' guide to custom automation equipment design and build.
That matters because the fixture, nest, or machine component behind your production line sets the ceiling for repeatability. If the mechanical foundation is inconsistent, your operators and inspectors are left trying to recover quality downstream.
A customized system also improves safety and staffing resilience:
- Repetitive steps become controlled motions instead of fatigue-driven manual work.
- Inspection points become clearer when the process presents the part the same way every cycle.
- Training gets easier because the station guides the work instead of relying on tribal knowledge.
The best custom equipment doesn't replace people blindly. It removes the parts of the job that create instability.
The Journey from Concept to Commissioning
A good machinery project starts with a production problem described in plain language. Parts are hard to load. Changeover takes too long. Drying isn't uniform. Operators have to reach too far into the station. The current process works only when your most experienced person is there.

Discovery starts on the floor, not in a brochure
The first conversations should focus on what the line is doing today and where it fails under real conditions. Not ideal conditions. Real ones.
That usually means capturing:
- The bottleneck itself. What exactly slows output or creates variation?
- Part and product variation. Are dimensions stable, or do operators compensate constantly?
- Facility realities. Space, utilities, guarding access, cleaning requirements, material flow.
- Success criteria. Faster setup, lower scrap, safer handling, reduced labor dependency, better compliance control.
Once that problem is defined, engineering can move into concept work. That may include layouts, 3D modeling, fixture concepts, control logic, and early review of operator interaction. Good concepting doesn't chase complexity. It narrows toward the simplest design that solves the production issue cleanly.
A useful partner will also challenge the assumptions behind the request. If you ask for full automation, they should ask why. If the issue can be fixed with better tooling, assisted loading, or a semi-automatic station, that should stay on the table.
Engineering only works when installation is part of the plan
Fabrication and build are only part of the job. Installation readiness matters just as much.
Before a machine ever ships, the project should account for:
- Utility requirements: Power, air, exhaust, ventilation, thermal loads.
- Controls integration: Standalone operation versus communication with existing plant systems.
- Operator access: Loading reach, maintenance access, clearing jams, cleaning.
- Commissioning expectations: Startup support, training, documentation, and acceptance criteria.
This walkthrough gives a useful visual reference for how machinery projects move from design to real equipment on the floor.
Commissioning is where shortcuts get exposed. If documentation is thin, training is rushed, or maintenance access wasn't thought through, the machine may be technically functional and still difficult to run.
A machine isn't commissioned when it powers on. It's commissioned when your team can run it, clean it, troubleshoot it, and repeat the process confidently on second shift.
Selecting the Right Partner and Solution
A machine can be designed correctly and still be the wrong investment. That usually happens when the vendor can build equipment, but can't help you define the right level of automation or the right manufacturable design.

What to ask a machinery partner
The first screen isn't capability in the abstract. It's relevance.
Ask direct questions:
- Have they worked in regulated environments? GMP-aware builds require discipline in documentation, repeatability, and cleanable design.
- Do they handle the full path or only part of it? Design without build accountability can create handoff problems.
- How do they approach support? Spare parts, training, service response, and future modifications matter.
- Will they recommend less automation if that's the better fit? That's a strong signal that they're solving your problem, not selling a format.
One option in this space is System Engineering & Automation, which provides manual equipment, semi-automatic systems, fully automated equipment, tooling, fixtures, integrated controls, and end-to-end engineering support for manufacturers looking to match automation level to budget and production goals.
Good DFM protects your budget
A strong partner also brings design for manufacturability, not just mechanical creativity.
That matters because small geometry choices can add cost fast without adding useful function. Avoiding sharp internal corners that require EDM, or limiting cavity depths to a 3:1 tool-diameter ratio, can reduce machining costs by 20-30% without compromising function, according to American Micro Industries' guidance on undercuts and machined part design.
That kind of thinking separates a practical build from an over-engineered one.
Here are the trade-offs worth discussing early:
| Decision area | What works | What often doesn't |
|---|---|---|
| Fixture geometry | Simple access, standard tooling paths, cleanable surfaces | Tight internal corners and hard-to-machine cavities |
| Automation level | Control the critical step | Automate every step because it looks advanced |
| Changeover strategy | Adjustable, repeatable, operator-friendly | Tooling swaps that need a specialist every time |
| Expansion path | Modular controls and upgrade room | Closed design with no practical future changes |
If a feature is expensive to build, hard to maintain, and rarely used, it probably isn't buying you ROI.
Navigating Costs Risks and Implementation
Custom machinery gets delayed or rejected for one reason more than any other. People assume cost should be judged only against direct labor savings. That's too narrow.
ROI is broader than labor reduction
A custom station or machine often pays back through several channels at once. Fewer defects. More predictable cycle times. Safer handling. Better operator consistency. Less downtime tied to manual adjustment. Cleaner changeovers. Stronger compliance control.
For semi-automatic systems, that broader view is especially important. You may still have labor at the station, but the machine can stabilize the part of the cycle that causes scrap, delay, or ergonomic strain. That's often a much better use of capital than forcing a full automation project before the process is ready.
The common misses happen before startup
The hardest problems usually aren't in the machine drawing. They're in the assumptions around it.
A frequent pitfall is poor integration planning. Industry reports from 2025-2026 indicate that 22% of custom projects overrun budgets due to unmodeled factors like operator ergonomics or inadequate ventilation, and virtual testing can reduce rework by 40%, according to Myer Hall's discussion of key challenges in custom machinery design.
That lines up with what plants often miss:
- Space and access: The machine fits the floor, but not the aisle, service clearance, or load path.
- Ventilation and utilities: Thermal equipment, controls, and actuators need the right support environment.
- Operator fit: A station that looks efficient in CAD can still create awkward reaches or visibility issues.
- Programming fit: Control logic may be sound, but not intuitive for the people running the process daily.
The safest approach is to validate early with layout review, operator input, and realistic commissioning criteria. Fixing assumptions on paper is cheap. Fixing them after install isn't.
Ensuring Long-Term Success and Support
A custom machine shouldn't be treated like a one-time capital event. It's a production asset with a service life, maintenance pattern, training need, and likely upgrade path. If those parts aren't planned, performance drifts even when the original design was solid.
Support should be part of the asset, not an afterthought
The most useful support model is practical. Preventive maintenance schedules. Wear parts identified early. Clear documentation. Fast troubleshooting. Training that works for the people who'll run the equipment on different shifts.
For plant managers, the question isn't just whether the machine runs at acceptance. It's whether the team can keep it running without depending on one engineer, one programmer, or one especially experienced operator.
A good support plan usually includes:
- Routine maintenance guidance: What to inspect, clean, lubricate, and recalibrate.
- Spare parts planning: Which components should be stocked to avoid avoidable downtime.
- Service access: Who to call when controls, mechanics, or process behavior change.
- Documentation discipline: Drawings, manuals, settings, and revision history that stay current.
Plan for upgrades before you need them
The better custom designed machinery projects leave room for the next step. That may be an added inspection device, upgraded controls, a new fixture family, or a move from assisted loading to more automation later.
This is one reason semi-automatic systems make sense for many manufacturers. They create a stable foundation without forcing the final architecture too early. You improve output now, learn from the process, and expand with better information later.
Support also protects ROI in a less obvious way. It keeps operators confident in the equipment. When a station is maintainable and understandable, people use it as intended. When it feels fragile or confusing, workarounds return, and the original gains start to erode.
If you're evaluating custom designed machinery, the most productive next step is a practical conversation around your current bottleneck, not a generic automation pitch. System Engineering & Automation works with manufacturers on manual equipment, smart tooling, semi-automatic systems, and full automation, with GMP-aware engineering and end-to-end support. If you want to review a station, fixture, or process constraint and determine the right level of automation for your budget and production goals, reach out and start with the problem on your floor.