If you're running a shop right now, the pressure usually comes from three directions at once. Production wants more parts out the door, quality wants tighter control, and finance wants all of it done without adding unnecessary overhead.
That’s the environment where high speed machining becomes useful. Not as a buzzword, and not as a reason to buy the most expensive machine on the market, but as a production strategy that helps remove bottlenecks in real work cells. In many shops, the issue isn’t that people are cutting the wrong material or using the wrong machine category. The issue is that the process still depends on heavy cuts, long cycles, repeated finishing passes, and too many setups.
High speed machining changes that equation. Instead of relying on brute force, it relies on speed, lighter radial engagement, smarter toolpaths, and a machine-tool-fixture package that stays stable under dynamic motion. For small and mid-sized manufacturers, that matters because it creates a path to better throughput without assuming a full greenfield automation project.
Table of Contents
- Beyond Faster Speeds an Introduction to HSM Strategy
- High Speed Machining vs Conventional Machining
- Unlocking Performance with Key Process Parameters
- The Essential HSM Technology Stack
- HSM for Medical Device Manufacturing and GMP
- Calculating the ROI of High Speed Machining
- A Practical Roadmap to HSM Implementation with SEA
Beyond Faster Speeds an Introduction to HSM Strategy
A familiar shop-floor problem starts like this. The machine is available, the part already runs, and the team knows the job. Even so, lead times slip, cycle time stays stubbornly high, and surface variation shows up late, often after inspection or assembly has already absorbed the cost.
The first response is usually to push the existing process harder. Increase spindle speed. Cut deeper. Add overtime. Send parts to an extra deburr or polish step. Those actions can keep shipments moving for a short stretch, but they rarely fix the bottleneck. The issue is often the process itself. Tool load changes too much, workholding is built for access instead of repeatability, and too much labor sits between one machining step and the next.
High speed machining is best treated as a production strategy, not a machine category. For small and mid-sized manufacturers, that distinction matters. Good HSM results do not require a flagship 5-axis cell to make sense financially. In many cases, the gains come from smarter toolpaths, stable workholding, better spindle utilization, and semi-automated part handling built around the jobs that already constrain output.
Why the strategy matters more than the label
On the floor, HSM changes how a shop gets capacity from the assets it already owns. The goal is not raw speed for its own sake. The goal is to remove wasted motion, reduce load spikes, hold finish more consistently, and keep the cutter in a stable cut so the machine produces more good parts per shift.
That shift shows up in practical ways:
- Throughput increases when the process spends less time slowing down, recovering from chatter, or waiting on extra handling.
- Quality becomes more repeatable when cutting forces stay controlled and fixtures locate the part the same way every cycle.
- Cost per part improves when secondary finishing, manual intervention, and unplanned tool changes drop.
Practical rule: If demand goes up and the only answer is overtime, the shop likely has a process constraint, not just a capacity constraint.
That is why HSM is useful well beyond high-end aerospace environments. A 3-axis or 4-axis cell with the right fixture package, proven CAM strategy, and basic automation can deliver a strong return on parts with pockets, ribs, thin walls, fine surface requirements, or repeat jobs that suffer from too many touchpoints.
What high speed machining solves on the floor
The biggest wins usually come from predictable production problems, not from chasing headline spindle numbers.
- Cycle time stalls on complex parts: Smoother motion and controlled engagement keep the machine cutting efficiently through changing geometry.
- Too much labor between operations: Custom fixtures and semi-automated loading reduce handling and make the process easier to repeat.
- Finish problems create rework: A more stable cut often reduces polishing, deburring, and manual cleanup.
- Output depends too heavily on one experienced operator: Standardized parameters, fixture location, and repeatable setups reduce variation across shifts.
HSM does not cover up a weak process. Poor workholding, unstable machines, and bad tooling choices still show up. But when the process is engineered correctly, HSM gives smaller manufacturers a practical way to add throughput without adding another full production line. That is where SEA brings value. We help shops apply HSM where it pays back fastest, then build around it with fixtures, controls, and automation that scale.
High Speed Machining vs Conventional Machining
A shop running conventional roughing on a pocketed aluminum part usually sees the same pattern. Feed has to come down in corners, finish passes stack up, and operators spend time blending surfaces that should have come off the machine cleaner. High speed machining changes that production pattern. It is a different cutting strategy, and for many small to mid-sized manufacturers, it is a practical way to raise output without buying a large 5-axis system first.
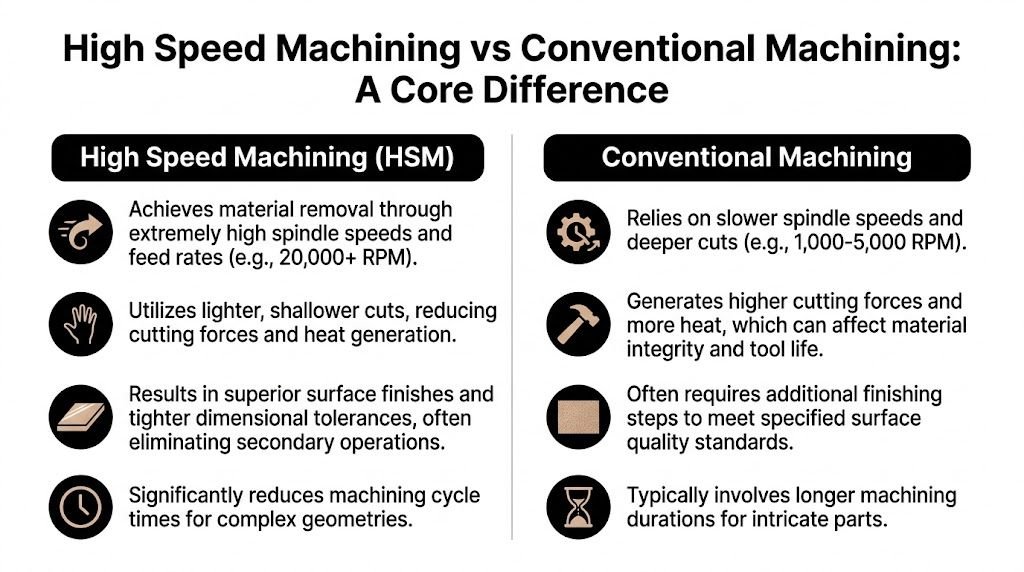
Conventional machining and high speed machining both remove material. They do it with different force profiles, different toolpaths, and different setup demands.
One useful comparison is this: conventional machining behaves like a weightlifter, trying to move material with deeper cuts and more force. High speed machining behaves more like a sprinter, using speed, lighter engagement, and constant motion to stay efficient. Both approaches have a place, but they solve different problems.
The most significant difference is the cutting approach
The biggest mistake shops make is assuming HSM means turning up RPM. A conventional process run faster usually becomes unstable. True high speed machining changes the relationship between spindle speed, feed, engagement, toolpath, and machine motion so the cut stays controlled as geometry changes.
In a conventional cut, the process often relies on deeper radial engagement and higher cutting force. That approach can work well on simple geometry, especially in roughing operations where the machine, holder, and setup can absorb the load. On parts with corners, thin walls, pockets, and finish-sensitive surfaces, those heavier cuts often create chatter, localized heat, and more bench work after machining.
High speed machining takes a different route. It uses lighter engagement, higher feed rates, and smoother tool motion to keep tool load more consistent. That matters on real production work because force spikes are what break tools, mark walls, and slow the machine in dense toolpaths.
Shops usually hear the difference before they measure it. The cut sounds steadier, chips clear more cleanly, and parts need less handwork.
The shift toward HSM came as machine controls, spindle capability, tool coatings, and CAM systems improved enough to support faster, more consistent cutting on complex geometry, as noted earlier. For smaller manufacturers, that matters because the entry point is no longer limited to premium 5-axis platforms. A well-built 3-axis or 4-axis cell with the right fixture package and semi-automated part handling can capture much of the gain on repeat work.
HSM vs Conventional Machining At a Glance
| Parameter | Conventional Machining | High Speed Machining (HSM) |
|---|---|---|
| Primary strategy | Removes material with heavier cuts and force | Removes material with speed, lighter engagement, and optimized toolpaths |
| Spindle behavior | Lower speed range is common | Higher spindle speed is central to the process |
| Feed approach | More conservative feed progression | Higher feed rates paired with controlled chip load |
| Depth and engagement | Deeper or heavier engagement is common | Light radial engagement is often preferred |
| Heat behavior | More heat tends to remain in the cut zone | Better chip evacuation helps carry heat away |
| Cornering | Tool load can spike in corners | Toolpaths aim to maintain more consistent engagement |
| Surface finish | Often needs more follow-up finishing | Often produces cleaner finishes directly off the machine |
| Best fit | Simple roughing and less demanding geometry | Complex parts, finish-sensitive features, and cycle-time reduction work |
What works and what doesn’t
High speed machining pays off when conventional cuts keep creating the same bottlenecks. Typical examples include pockets, channels, thin ribs, contoured surfaces, and repeat parts where manual deburring or polishing keeps eating margin. In those cases, HSM can improve more than spindle utilization. It can cut labor between operations, reduce rework, and make output less dependent on one operator’s touch.
It also has limits.
If the machine lacks the control quality for smooth motion, the holder is not balanced, the fixture allows movement, or the CAM path forces abrupt direction changes, the process will not stay stable. Tool life drops. Finish suffers. Throughput falls because the machine spends more time recovering from bad conditions than cutting parts.
That is why the best HSM projects are usually engineered as production systems, not programming experiments. SEA helps manufacturers choose the jobs where HSM will return the fastest, then supports the process with custom fixtures, practical automation, and machining parameters the floor can repeat shift after shift.
Unlocking Performance with Key Process Parameters
High speed machining usually breaks down in the same place on the shop floor. The spindle has the RPM. The CAM file looks modern. Then the tool starts rubbing, chips pack in the cut, corners spike the load, and the promised cycle time gain disappears.
Process parameters decide whether HSM produces parts faster or just makes problems happen sooner.

Chip thinning changes the feed strategy
A common mistake is carrying conventional feed logic into a low-engagement toolpath. That does not work. When radial engagement drops, actual chip thickness drops with it. If feed stays too low, the cutter stops shearing efficiently and starts rubbing. Heat climbs, finish degrades, and tool life falls long before the spindle reaches its limit.
Atlas Fibre’s technical discussion of chip thinning and HSM productivity shows why this matters in practice, including an example where a 2-flute cutter at 15,000 RPM and 500 ipm needs chip-thinning compensation at 10 percent engagement to maintain effective chip load. The same reference also describes lower cutting forces at light radial stepovers and a large productivity increase in 6061 aluminum when low radial engagement and deeper axial cuts are applied correctly.
That is the operating logic behind many successful HSM jobs. Feed rate has to match actual engagement, not a habit, not a legacy setup sheet, and not a conservative number copied from a full-width cut.
Toolpath quality controls spindle use
A fast spindle cannot save a poor path.
Toolpaths for HSM need to hold cutter engagement in a tighter range, especially in corners, slots, and changing wall conditions. Trochoidal and adaptive-style paths help because they reduce abrupt load spikes and keep the machine from cycling between free cutting and overload. That matters for surface finish, tool life, and cycle time, but it also matters for repeatability. Shops running small-to-mid volume production need programs that behave the same way on Monday morning and Friday night.
In practice, stable HSM usually depends on four parameter choices working together:
- Low radial engagement: Reduces force and supports chip-thinning compensation.
- Feed rates tied to engagement: Prevents rubbing and keeps the cutter making a real chip.
- Smooth path transitions: Limits deceleration and load spikes in corners.
- Clean chip evacuation: Prevents recutting, heat buildup, and sudden finish problems.
If chips stay in the cut, the rest of the setup is already compromised.
Why light cuts often remove material faster
Heavy cuts still have their place, but many production bottlenecks respond better to a lighter radial cut, higher feed, and more stable tool load. That combination lowers deflection, reduces stress on fixturing, and makes it easier to hold size on thin walls, small features, and finish-sensitive surfaces.
For smaller manufacturers, HSM becomes a practical production strategy instead of a capital project centered on an expensive 5-axis platform. A well-tuned 3-axis or 4-axis machine with the right cutter, a custom fixture, and semi-automated part handling can deliver a strong return if the process eliminates hand finishing, reduces operator intervention, or increases unattended runtime. SEA builds these systems around the job mix the shop already has, so the gains come from repeatable throughput and lower cost per part, not from chasing headline spindle speeds.
The important takeaway is simple. HSM works when parameter control keeps the cut stable enough to scale. Jobs with inconsistent loads, long finish passes, repeat deburring, or too much manual handling are often the best place to start.
The Essential HSM Technology Stack
A lot of failed high speed machining projects start the same way. A shop buys premium cutters, increases spindle speed, and expects the result to sort itself out. It won’t.
HSM is a system. The machine, spindle, toolholder, cutter, fixture, control, and CAM path all have to support the same objective. If one layer is weak, it becomes the limit for everything above it.
Machine capability sets the ceiling
The machine structure matters first. At higher dynamic loads, rigidity and motion quality become visible very quickly. A machine that performs acceptably in conventional work can struggle once the process asks for fast acceleration, stable interpolation, and repeatable behavior across long runs.
Precision also matters more than many shops expect. CNC technology began in the 1940s and 1950s, with early NC machines holding ±0.001 inches, and modern CNC systems have progressed to ±0.0001 inches, a tenfold improvement, as outlined in this history of CNC machining development. That improvement underpins the control needed for high-speed dynamics in aerospace, medical, and other tolerance-sensitive applications.
A useful way to think about the machine side is to ask four questions:
- Can the spindle stay stable at speed? High RPM without thermal stability or low runout won’t hold process consistency.
- Can the axes keep up with the path? HSM programs rely on smooth acceleration and deceleration, not hesitation.
- Can the structure resist vibration? Chatter destroys the advantages of light engagement.
- Can the control execute dense toolpaths cleanly? If the control chokes on small moves, the cut won’t stay consistent.
A fast spindle on a weak platform creates expensive noise, not productive machining.
Tooling fixturing and CAM have to work together
Tooling decisions become more sensitive in HSM because imbalance, overhang, and poor evacuation show up faster. Balanced holders, short gauge lengths where possible, and cutter geometry that matches the material all become part of the process, not accessories added at the end.
Fixturing is just as important. Shops often focus on spindle capability and overlook workholding, even though many HSM failures start with slight part movement or vibration at the fixture level. A fixture that’s “good enough” for slower cuts may not be good enough once the process relies on high feed motion and thin chip control.
The practical stack usually includes the following elements:
- Machine and spindle: Rigidity, thermal stability, and clean dynamic response.
- Holder and cutter package: Balanced interfaces, reliable clamping, minimal runout, and geometry chosen for chip evacuation and force control.
- Workholding and custom fixtures: Support in the right locations so the part doesn’t move, ring, or distort.
- CAM strategy: Constant engagement paths such as adaptive clearing or trochoidal motion where they fit the part.
- Control tuning: Smooth execution that avoids jerky moves and unnecessary deceleration.
Where many implementations go wrong
Problems usually come from mismatch, not from the concept itself. A shop might have excellent CAM but poor fixturing. Or a strong machine but outdated holder practices. Or smart tooling on a control that can’t execute the path smoothly.
What works is alignment. The process has to be engineered as one package. That’s also why high speed machining can be scaled sensibly. A manufacturer doesn’t need every machine in the plant upgraded at once. One constrained process, one stable toolpath, and one well-designed workholding package can prove the value quickly.
HSM for Medical Device Manufacturing and GMP
Medical device machining raises the stakes. Surface finish, repeatability, traceability, and controlled handling all matter more because the part quality standard is tighter and the process discipline has to support GMP-aware production.
That’s where high speed machining can do more than reduce cycle time. It can simplify the path to a cleaner, more repeatable part.

Surface finish and repeatability drive the value
In medical work, the downstream consequences of a rough or inconsistent cut are expensive. If a part needs extra polishing, extra handling, or additional inspection attention because the machined surface varies too much, the process is already underperforming.
HSM helps by reducing force and vibration at the cut. That usually improves finish consistency and lowers the chance of subtle variation caused by deflection or load spikes. In GMP-aware environments, fewer manual touchpoints and fewer recovery steps are often just as valuable as faster machining.
For these parts, tool choice matters. High-helix endmills in the 45-60° range are important for minimizing radial forces and tool wear, especially when paired with HSM toolpaths such as trochoidal milling, according to this discussion of angle milling and undercut strategy.
Complex features on 3-axis equipment
One of the most practical advantages is that some difficult features can be handled on 3-axis systems with custom fixtures, rather than defaulting to a more expensive multi-axis solution for every job. That matters for manufacturers who need precision but still have to protect capital budgets and keep process validation manageable.
Undercuts and angled features are a good example. Multi-setup work creates alignment risk, adds handling, and increases the chance of quality drift between operations. HSM strategies can help reduce that burden by keeping forces lower and improving access with smarter tooling and fixture design.
The same verified source notes that this combination is key for managing undercuts and complex angles on 3-axis systems, while also enhancing safety by minimizing vibration. That’s a practical point, not a marketing one. Lower force and better stability make life easier for the machine, the fixture, and the quality team.
A strong medical-device HSM process usually includes:
- Stable custom workholding: The fixture has to support the part without creating distortion or blocking access.
- Toolpaths that limit force spikes: Trochoidal or similar paths help maintain control in channels, pockets, and angled features.
- Tool geometry matched to feature type: High helix for finish-sensitive cuts, other geometries where roughing rigidity matters more.
- A setup plan that minimizes handling: Every avoided flip removes an opportunity for alignment drift.
In medical manufacturing, process simplicity is a quality tool. Fewer setups, cleaner surfaces, and less manual recovery make validation easier to live with every day.
Calculating the ROI of High Speed Machining
The return on high speed machining isn’t built from one number. It comes from several smaller gains that compound inside the same cell.
A shorter cycle is the most visible win, but it’s usually not the only one. Better finish can remove downstream work. More consistent cutting can reduce scrap exposure. A smoother process can reduce operator intervention and make scheduling more predictable.
Where the return actually comes from
If you’re building the business case, start with the process losses you already know are there. Don’t begin with the machine brochure. Begin with the current part route.
Look for these ROI drivers:
- Cycle compression: If the spindle spends too much time slowing in corners, air cutting, or taking cleanup passes, HSM may recover productive minutes.
- Fewer secondary operations: Parts that leave the machine with a better finish often need less polishing, blending, or deburring.
- More stable quality: Consistent engagement reduces the variation that leads to rework and inspection issues.
- Higher machine availability for saleable work: When one operation finishes faster, the same asset can support more demand.
- Less process dependence on tribal knowledge: A stable programmed strategy is easier to repeat than a process that depends on operator feel.
A useful internal calculation compares the current route to an HSM route in three buckets: machine time, manual touch time, and quality-related disruption. Even when the gains in each bucket seem modest on their own, the combined result can materially improve throughput and cost per part.
What weak ROI looks like
Not every part justifies an HSM conversion. Some won’t.
If a job is simple, loosely toleranced, easy to fixture, and already runs cleanly with conventional methods, the return may be limited. The same goes for work done on a machine that lacks the control quality or stiffness to support a stable high-speed process. Forcing HSM into the wrong application usually shifts cost instead of removing it.
That trade-off is where disciplined evaluation matters. Good ROI cases usually have at least one of these symptoms:
| Process symptom | Why HSM may help |
|---|---|
| Long time in corners or pockets | Constant-engagement paths can keep the tool productive |
| Excessive polishing or deburring | Better direct-from-machine finish can reduce follow-up work |
| Repeat setups for feature access | Smarter toolpaths and fixtures may simplify the route |
| Visible chatter or deflection problems | Lower-force strategies can improve stability |
| Demand growth without floor-space growth | Faster cycles can create capacity from existing assets |
The best financial argument is usually operationally simple. If a shop can produce the same part with fewer touches, fewer interruptions, and more predictable cycle behavior, the return tends to show up quickly in scheduling, margin protection, and customer responsiveness.
A Practical Roadmap to HSM Implementation with SEA
The smartest way to adopt high speed machining is rarely a plant-wide overhaul. Most manufacturers get better results by starting small, validating the process, and scaling from a controlled success.
That approach is especially effective for small and mid-sized operations where capital has to be justified carefully and production can’t tolerate long disruption.
Start with one constrained process
Pick the operation that causes the most friction. It may be a finish-sensitive pocket, a geometry-heavy medical part, or a cell where run time keeps blocking output. The right pilot isn’t the flashiest job. It’s the one where better strategy will solve a real production problem.
For small to mid-sized manufacturers, integrating HSM strategies with semi-automated systems can cut run times by 30-50% without the cost of full automation, using custom fixtures and smart tooling to maintain GMP tolerances, according to this practical HSM guidance for scalable shop upgrades.
A good first implementation usually includes:
Part selection
Choose a part with recurring volume, measurable pain points, and geometry that benefits from constant engagement or reduced setups.Process review
Map where time is being lost. Not just spindle time, but also handling, finishing, waiting, and quality holds.Toolpath redesign
Rebuild the process around HSM logic. That means feed and speed calculation, lighter engagement, and motion that avoids force spikes.
Build around fixtures controls and commissioning
Most gains come from integration. The machine may already be capable enough, but the process still needs the right fixture, holder strategy, and controls to run repeatably. In these circumstances, many manufacturers benefit from an engineering partner rather than trying to patch together upgrades from separate vendors.
In practice, a durable rollout tends to follow this pattern:
- Fixture and tooling development: Support the part properly and shorten the tool stack wherever possible.
- Control and interface alignment: Make sure motion, access, and operator workflow support the new process.
- Pilot validation: Run the cell under real production conditions, not just one clean sample part.
- Operator and maintenance handoff: Lock in repeatability so the process survives shift changes and routine wear.
- Scale-up: Extend the approach to similar parts or cells once the pilot proves stable.
For teams comparing approaches, reviewing examples from an engineering-focused manufacturing resource like the SEA blog on automation and production improvement can help frame what a staged implementation looks like in practice.
The best HSM rollout is usually boring in the right way. Stable fixture, stable code, stable output. That’s what turns a promising process into a dependable one.
A practical partner matters because high speed machining isn’t just a machine purchase. It often involves semi-automated material handling, custom tooling, integrated controls, fixture design, and commissioning support. When those pieces are engineered together, the process is easier to validate, easier to operate, and much less risky to scale.
System Engineering & Automation helps manufacturers put that kind of process into production. System Engineering & Automation delivers cost-effective automation, custom tooling, fixtures, integrated controls, and end-to-end engineering support for shops that need better throughput, quality, and flexibility without overbuilding the solution. If you're evaluating a semi-automated HSM cell, a GMP-aware medical process, or a targeted production upgrade, SEA can help design, build, install, and commission a system that fits your parts, your floor, and your budget.