A lot of production teams hit the same wall at the same time. The prototype works, customer feedback is strong, and demand is real, but the process on the floor still depends on hand loading, inconsistent trimming, and too much operator judgment. Parts pass in the lab, then drift in production.
That gap between prototype success and repeatable output is where many good products stall. The right answer often isn't jumping straight to a fully hardened, high-volume program. It's building a smarter path with silicone injection molds, process discipline, and the right level of semi-automation so production can scale without locking the plant into the wrong cost structure.
For manufacturers looking to optimize production and services, practical engineering decisions are paramount. The best results come from choosing tooling and automation that match your real volumes, quality requirements, and labor constraints, not from buying the biggest system on paper.
Table of Contents
- Beyond the Prototype The Next Step in Production Scaling
- Silicone Injection Molds vs Conventional Tooling
- Key Design and Material Selection Criteria
- Strategic Use Cases in Modern Manufacturing
- Integrating Molds into Semi-Automated Systems
- Calculating ROI and Operational Best Practices
Beyond the Prototype The Next Step in Production Scaling
A plant manager usually sees the warning signs early. Operators are spending too much time removing flash. Yield changes by shift. Simple fixtures solve one bottleneck and create another. Purchasing wants lower unit cost, quality wants tighter control, and engineering still hasn't justified full hard tooling for long-run production.
That's the point where silicone injection molding becomes a strategic option, not just a technical one. It gives operations teams a way to move beyond bench-top methods and unstable manual workflows without committing too early to a production model that only pays back at very high volumes.
The production wall most teams recognize
The first parts often come from methods that are fine for proving geometry or customer acceptance. They're not fine for holding process consistency when orders become recurring. The problem isn't only speed. It's repeatability.
Manual or lightly controlled silicone processes tend to create hidden costs:
- Labor variability: one operator fills, trims, and inspects differently from the next.
- Quality drift: the part may look acceptable while dimensions, venting effects, or edge finish start moving.
- Scheduling friction: production planning becomes reactive because cycle predictability is weak.
- Premature capital pressure: teams feel pushed toward high-volume tooling before they've stabilized the product.
Practical rule: If your team is spending more time compensating for the process than running the process, you're already paying for the wrong production method.
The broader market direction supports that shift. The global injection molding market was valued at USD 297.8 billion in 2024 and is projected to reach USD 426.7 billion by 2032, and the silicone injection molding machine segment is projected to grow at a CAGR of 7% from 2026 to 2033, according to Meticulous Research market data on injection molding. For an operations leader, that matters because it signals where equipment capability, supplier focus, and process innovation are moving.
Why this step works operationally
Silicone injection molds fit the awkward middle ground that many factories live in. Volumes are too high for hand-crafted methods, but not always high enough to justify the most expensive tooling and full automation architecture from day one.
That middle ground is where disciplined semi-automation wins. You standardize loading, curing, demolding, and inspection enough to control cost and quality, while still keeping flexibility for product updates, validation learning, and demand changes.
The plants that scale cleanly usually don't treat silicone molding as an isolated tool purchase. They treat it as part of a manufacturing solution designed to optimize production and services across the cell.
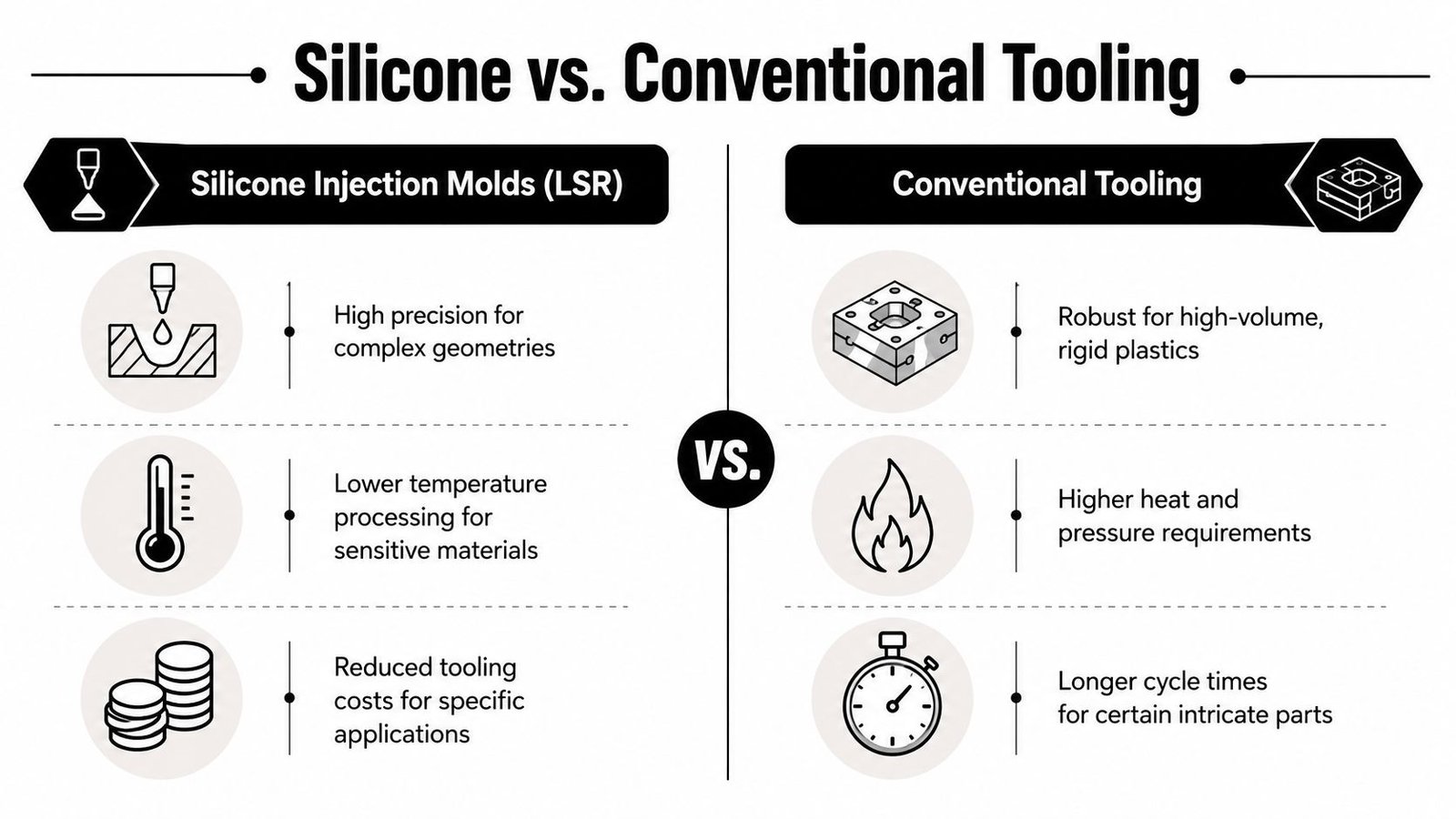
Silicone Injection Molds vs Conventional Tooling
The term gets used loosely, which causes confusion. In practice, silicone injection molds usually refer to tooling built for liquid silicone rubber, or LSR, in an injection molding process. That's very different from a simple silicone casting mold on a prototyping bench, and it also serves a different purpose than conventional steel or aluminum tooling built for rigid thermoplastics.
Three tooling paths with three very different jobs
The easiest way to evaluate tooling is to compare what each option is designed to do.
| Tooling type | Best fit | Main strength | Main limitation |
|---|---|---|---|
| Basic silicone casting molds | Early prototypes, shape checks, short trials | Fast and accessible | Poor life and weak production consistency |
| Industrial LSR injection molds | Repeatable low-to-high volume silicone parts | Process control, flash-free production, automation compatibility | Requires tighter process engineering |
| Conventional plastic tooling | High-volume rigid plastic parts | Strong fit for thermoplastics and long production programs | Not the right process window for flexible silicone parts |
The life difference matters. Traditional silicone molds used for prototyping may last only 15 to 30 cycles, while industrial LSR injection molds are built for thousands of cycles and can produce flash-free parts in 15 days or less from prototype to final product, according to this reference on injection molding of liquid silicone rubber.
That single comparison changes the economics. A shop that keeps trying to bridge production with prototype-style molds usually burns time in rework, replacement, and manual cleanup.
What operations managers should actually compare
Don't compare these options by purchase price alone. Compare them by what they do to the full production system.
- Cycle stability: LSR tooling is built for repeatable runs, not one-off craftsmanship.
- Part finish: flashless molding matters when downstream trimming adds labor and risk.
- Demolding behavior: a mold that supports automated or guided demolding reduces handling damage.
- Lead time to production intent: if the product is moving toward regulated or customer-audited output, process discipline matters early.
- Tool longevity: prototype tools consume management attention because they fail at exactly the wrong moment.
A cheap mold that forces expensive labor isn't a low-cost option. It's a hidden transfer of cost from capital to operations.
Conventional steel or aluminum tooling still has a clear role. If you're molding rigid plastic housings or structural parts in high volume, that route is often the correct one. If you're building flexible, biocompatible, or heat-stable components in silicone, the process physics are different enough that using thermoplastic assumptions will create quality problems.
For teams evaluating broader mold strategy, it helps to review how die and mould engineering services fit within the larger production system, not just the cavity itself. Tooling only performs as well as the process around it.
Where teams usually make the wrong call
The most common mistake is trying to force one tooling approach to do every job. Prototype molds get stretched into production. High-volume tooling gets approved before demand is proven. Or thermoplastic process habits get carried into LSR work.
The better decision framework is simpler. Use basic molds to learn. Use industrial silicone injection molds to stabilize output. Use conventional plastic tooling when the material and volume profile justify it.
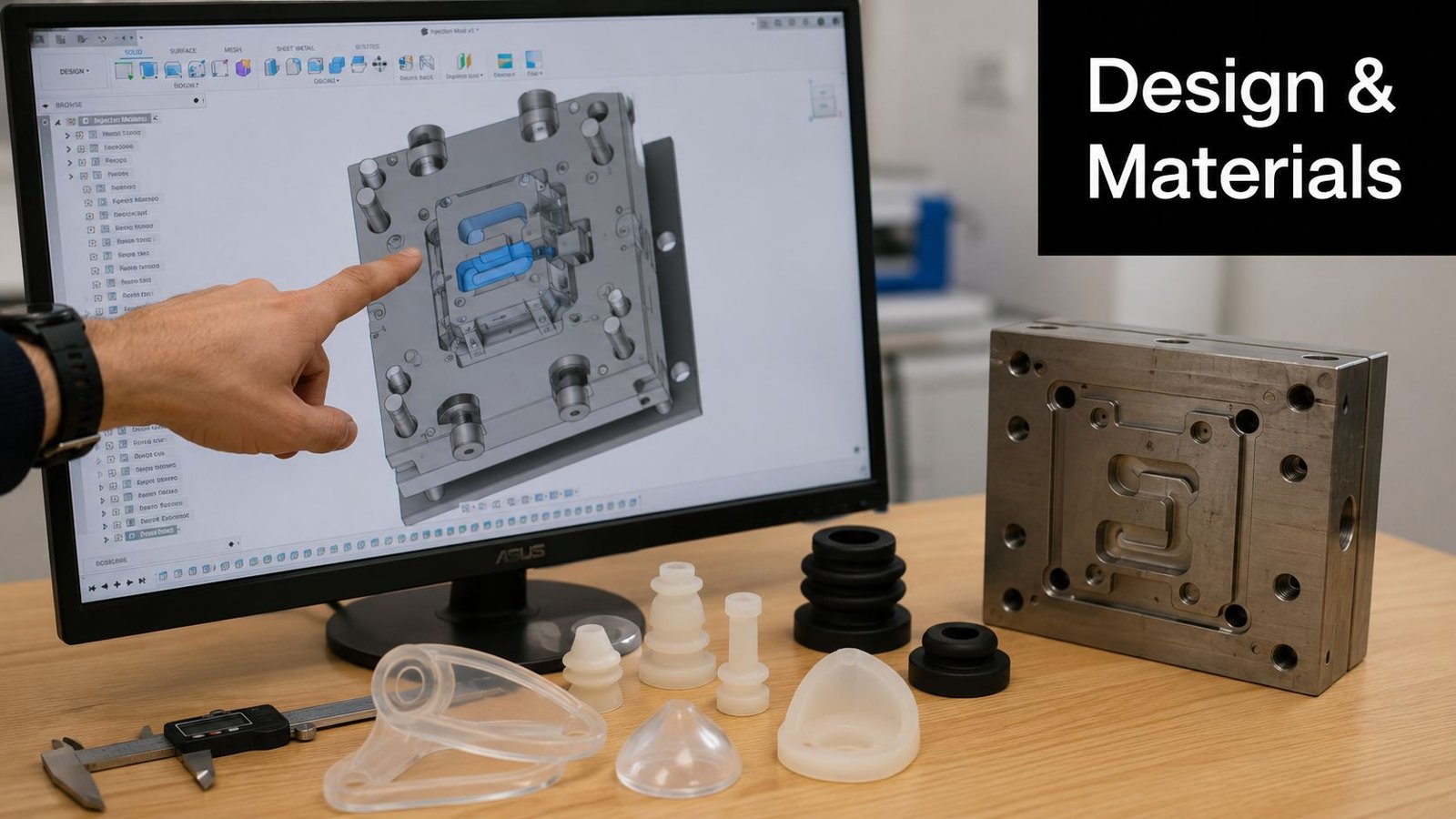
Key Design and Material Selection Criteria
The mold doesn't rescue a weak design. It amplifies it. If the part geometry, material choice, gating approach, and venting strategy are wrong, silicone injection molding will reproduce those mistakes with impressive consistency.
That's why the engineering work up front matters more than many teams expect. Tool selection is only one decision. Material behavior, shrink control, demolding logic, and inspection intent all need to be designed together.
Start with the part's real requirements
For silicone parts, material selection should begin with application demands, not with what's easiest to source. A seal, mask component, valve feature, tubing element, or skin-contact part each asks different questions about flexibility, surface finish, recovery, and compliance expectations.
A practical review should include:
- Functional stress: will the part stretch, compress, seal, or sit static?
- Contact conditions: is it exposed to skin, fluids, chemicals, or sterilization steps?
- Assembly behavior: does it need to mate cleanly with inserts, housings, or soft-touch interfaces?
- Inspection method: can the dimensions and cosmetic features be checked consistently at production speed?
If the part is headed into medical use, biocompatibility and process control stop being nice-to-have items. They become part of the manufacturing decision.
Design for filling, venting, and release
LSR rewards clean flow paths and punishes lazy venting. The material's low viscosity helps it fill complex geometry, but it also means trapped air, poor gate placement, or bad shutoff design can show up quickly as flash, short shots, or cosmetic defects.
The most reliable mold designs usually address these points early:
- Gate location: place gates where flow supports complete fill without forcing difficult knit-line conditions in critical features.
- Runner layout: keep material delivery balanced so one cavity isn't overpacked while another starves.
- Venting strategy: venting has to let air escape without inviting flash.
- Demolding features: add geometry that supports robotic or guided removal if the program is expected to scale.
- Parting line discipline: every avoidable mismatch at the parting line becomes downstream labor.
Shop-floor advice: If operators need “special touch” to unload parts without damage, the tool probably isn't ready for scaled production.
The tolerance target is where process and design meet. According to MD+DI guidance on LSR process design, achieving tolerances of 0.025 mm/mm requires managing the trade-off between injection pressure, typically 300 to 700 psi, and vulcanization temperature, typically 250°F to 375°F. Higher pressure reduces shrinkage, while higher temperature increases it.
Translate technical choices into production outcomes
That trade-off matters on the floor. Teams often try to solve a shrinkage or dimension problem with a single setting change, but LSR rarely behaves so straightforwardly. Raise cure temperature too aggressively and shrinkage can move against you. Push pressure without understanding the mold and venting strategy, and other defects can show up.
A strong design review asks a different set of questions:
| Design choice | Operational effect |
|---|---|
| Balanced flow path | More consistent cavity-to-cavity output |
| Controlled venting | Fewer air traps and less flash risk |
| Demolding-friendly geometry | Lower handling damage and better automation potential |
| Clear tolerance strategy | Faster validation and less guessing during startup |
The best silicone injection molds don't just produce acceptable parts. They produce parts that can be run predictably by normal production staff on a normal shift.
Strategic Use Cases in Modern Manufacturing
Silicone molding earns its value when it solves a business problem, not when it replaces one fabrication method with another. In most plants, the strongest use cases fall into three categories: proving production intent, bridging to scaled output, and supporting products that can't compromise on material performance.
Each use case has a different financial logic. That's why operations teams should match the mold strategy to the stage of the product, not force every program through the same approval model.
Rapid prototyping with production intent
Some prototypes answer only one question: does the shape fit? Others need to answer a harder one: can this part become a stable manufactured product?
Silicone injection molding helps when the team needs prototype learning with production-relevant material behavior. That's especially useful when customers care about flexibility, sealing, touch, or geometry that won't behave the same way in substitute materials.
What works well here is using the process to test manufacturability early:
- Gate and vent assumptions get challenged before the program hardens.
- Assembly interactions become visible sooner.
- Inspection methods can be developed around actual silicone behavior, not CAD intent alone.
Bridge tooling for low-to-mid volume production
This is the use case many plants underestimate. Bridge tooling gives you a controlled production path while demand is still developing, design revisions are still possible, or capital approval for a larger system is still moving through the business.
Instead of waiting too long with labor-heavy manual methods, the plant can establish a repeatable process and gather real production data. That changes forecasting, staffing, quality planning, and customer confidence.
Bridge production works best when the plant uses it to learn. If the team treats it like a temporary shortcut, the same problems simply follow the product into the next phase.
This is also where semi-automation starts to pay off. Even a modest level of automation around loading, demolding, and inspection can reduce dependence on operator technique and make low-to-mid volume runs far more predictable.
Medical and other high-demand applications
Some products don't have much tolerance for inconsistency. Medical manufacturing is the clearest example. Flexible components often need clean geometry, repeatable dimensions, and materials that align with strict healthcare expectations.
According to Fictiv's overview of injection molding in medical devices, liquid silicone molding is the preferred technique for medical products requiring biocompatibility and flexibility, including respiratory masks, tubing, and implants, because it can consistently produce complex, high-volume parts that meet strict healthcare tolerances.
That preference is easy to understand on the shop floor. Medical production punishes process drift. If the molding method creates variable flash, unstable dimensions, or too much manual finishing, downstream validation and quality control become harder than they need to be.
Where this approach creates the most value
The strongest strategic fit usually appears when a manufacturer needs one or more of the following:
- Faster move from development to controlled output
- A bridge between prototype work and fully scaled production
- Flexible parts with demanding geometry
- A more disciplined path for regulated or audited manufacturing
Silicone injection molds aren't the answer to every part. They are often the right answer when the core issue is scaling flexible-component production without losing control of cost, quality, or schedule.
Integrating Molds into Semi-Automated Systems
A good mold can improve production. A good mold inside a well-designed semi-automated cell can change the economics of the entire line.
That distinction matters. Many teams buy capable tooling, then run it in a loose process with manual loading, inconsistent demolding, and visual checks that depend too heavily on operator judgment. The result is a process that looks modern on paper and behaves unpredictably in reality.
What a practical semi-automated cell looks like
The most effective setups aren't always fully automated. In many factories, a semi-automated approach delivers better ROI because it targets the unstable parts of the process first.
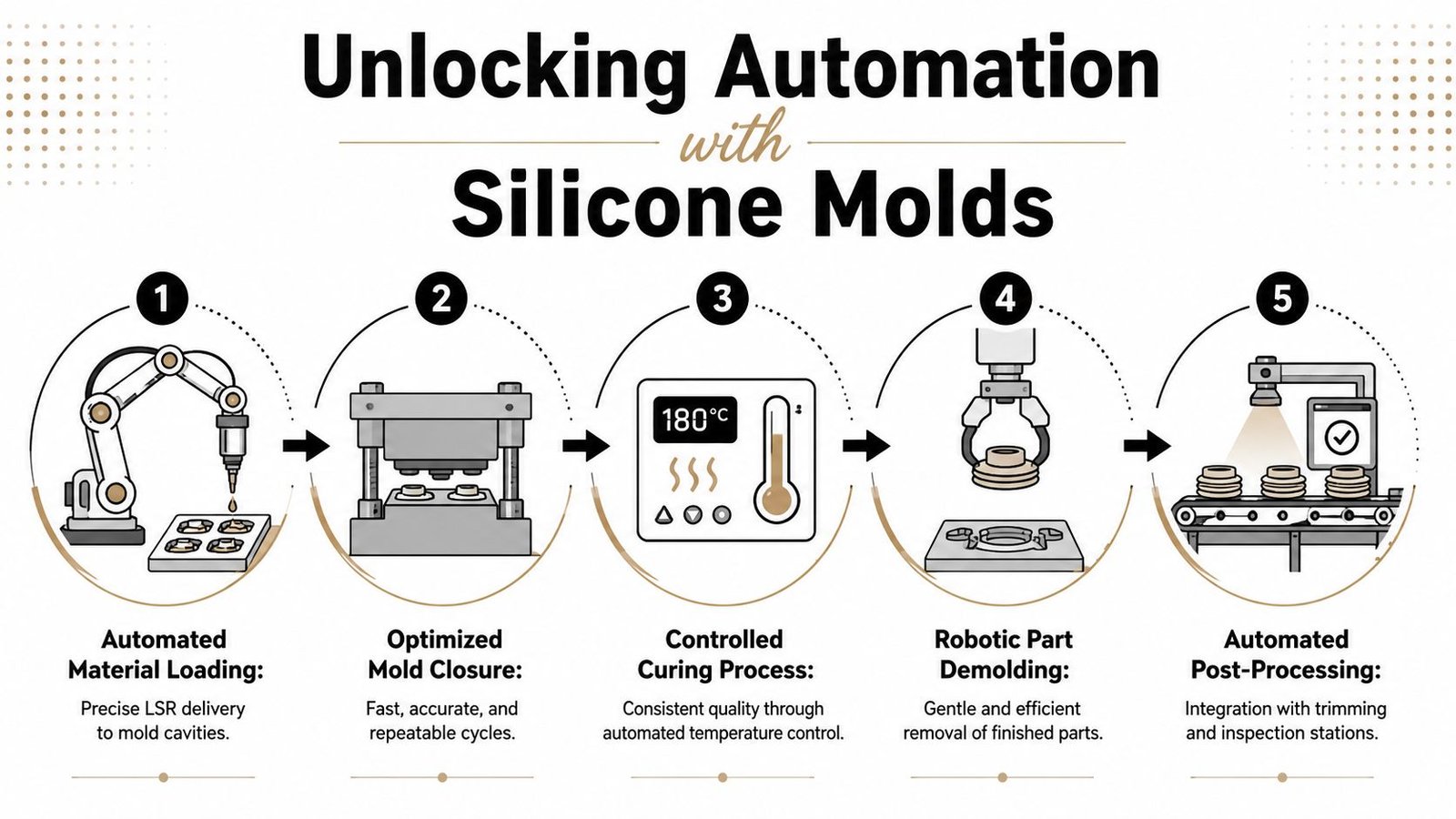
A practical cell usually combines:
- An injection press set up for stable LSR processing
- Controlled material delivery so shot consistency doesn't drift
- A mold designed for repeatable closure and release
- Robotic or guided part handling where manual removal risks damage or variation
- Inspection stations for critical dimensions or visible defects
- Secondary operations such as trimming, presentation, or packing support
The point isn't automation for its own sake. The point is removing the exact manual steps that create scrap, delays, and operator dependency.
For manufacturers weighing that step, semi-automated systems built around budget and production goals are often the right fit because they let the plant automate bottlenecks without overcommitting to a rigid line architecture.
Why process calibration matters more in LSR
LSR punishes carryover thinking from thermoplastics. A common failure is using thermoplastic-style pressure assumptions in a silicone process. According to this analysis of silicone component molding pressure, applying high thermoplastic pressures above 2000 kPa can cause flash, mold opening, and air entrapment, while the optimal injection pressure for LSR is 400 to 800 kPa. The same reference notes that 35% of defects are traced to improper pressure settings.
That's a strong argument for integrated controls. If pressure, mold temperature, and handling steps depend on manual interpretation, defect rates will usually show it.
High-performing LSR cells don't rely on operators to “feel” the right process. They lock in the right process so operators can run it consistently.
A short process demonstration helps clarify what integration looks like in practice.
Where semi-automation creates immediate gains
The payoff usually comes from three areas first.
| Semi-automated function | Why it matters |
|---|---|
| Consistent loading and shot control | Reduces variation before defects start |
| Repeatable demolding | Protects soft parts and lowers handling damage |
| Inline inspection support | Catches process drift before scrap accumulates |
Plants often assume they need full lights-out automation to see meaningful improvement. They don't. A well-planned semi-automated cell can stabilize quality, reduce labor dependency, and prepare the line for later expansion without forcing a disruptive capital leap.
Calculating ROI and Operational Best Practices
The ROI case for silicone injection molds should be built the way operations leaders make decisions. Start with labor, scrap, cycle stability, maintenance exposure, and lead time risk. Then compare that to the capital required for tooling, controls, and any handling automation.
If the team only compares upfront tool cost, the analysis will be incomplete. The true question is whether the process lowers total production cost while improving schedule confidence and quality discipline.
Build the business case with the right inputs
A sound review usually includes these categories:
- Current labor content: how much operator time goes into loading, trimming, inspection, and rework
- Quality cost: scrap, sorting, reruns, and delayed shipments
- Tool life expectation: how often the current method needs replacement or intervention
- Production readiness: whether the process can support customer audits, validation, or GMP-aware documentation
- Expansion path: whether the cell can scale if demand increases
For teams that want to structure that conversation financially, an automation ROI calculator for manufacturing projects can help quantify where labor reduction, cycle consistency, and waste control create the strongest return.
Best practices that protect the investment
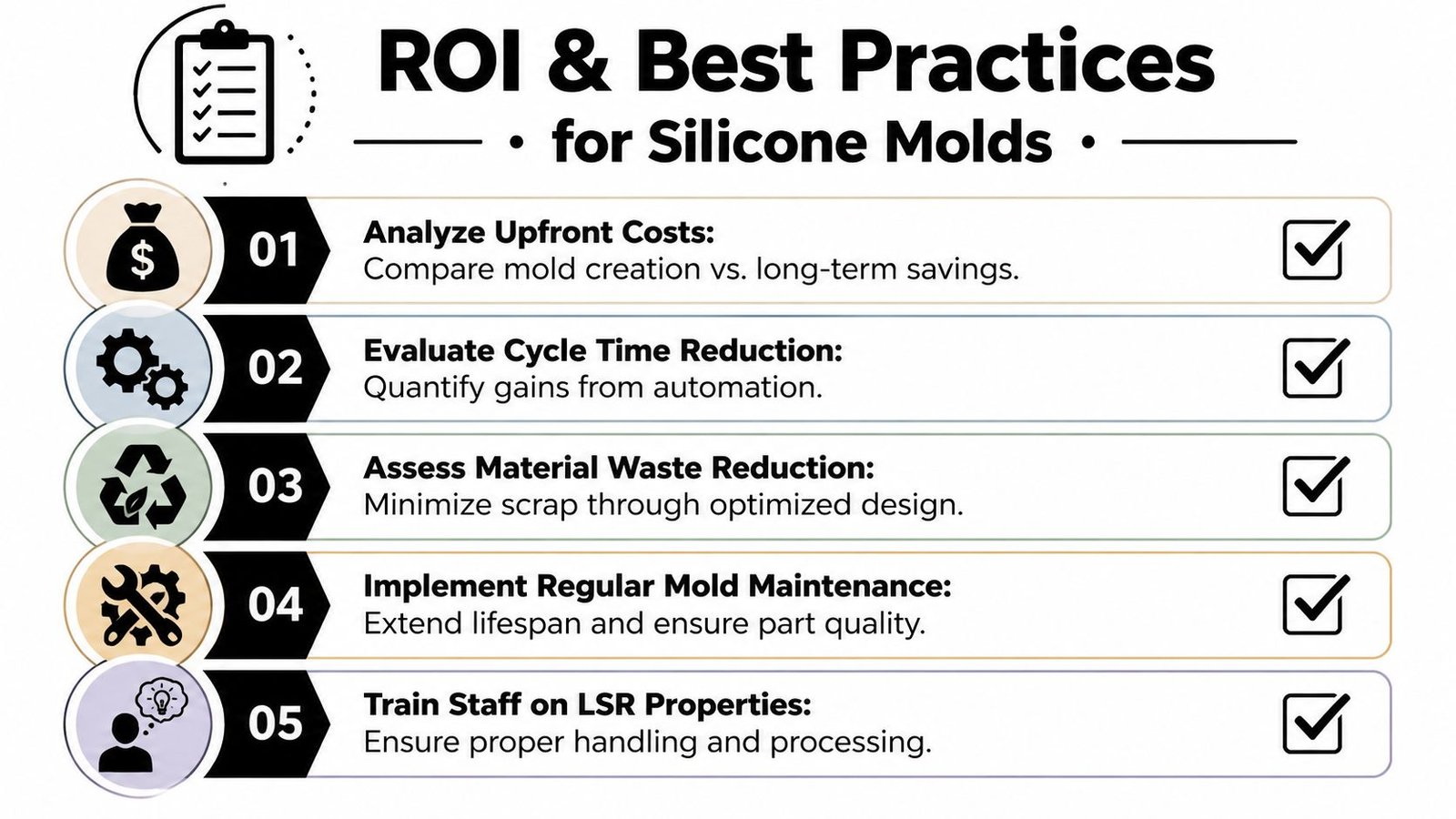
The companies that get value from silicone tooling usually follow a disciplined operating model.
Validate the process window early
Don't wait for production launch to discover that the mold runs only under narrow conditions. Establish the acceptable pressure, temperature, cure behavior, and release method before customer demand builds.Treat maintenance as production insurance
Mold cleaning, seal checks, vent inspection, and wear review should be scheduled, not improvised after quality complaints appear.Train operators on silicone behavior
LSR isn't just another plastic process. Teams need to understand why overpressure, poor venting awareness, or rough handling creates defects quickly.Align quality checks with failure modes
Inspect the dimensions, flash-sensitive features, and cosmetic areas most likely to shift. Don't build a checklist around easy measurements while missing the features customers reject.Choose engineering partners carefully
Ask how they approach tool design, startup support, validation thinking, maintenance planning, and integration with semi-automated handling.
The best ROI usually comes from avoiding the second purchase. If the first mold and cell are engineered correctly, you don't have to replace them just to fix preventable process flaws.
A short readiness checklist
Before approving a program, a plant manager should be able to answer yes to most of these questions:
- Is the expected production volume clear enough to justify the selected tooling path?
- Has the team defined critical-to-quality features and how they'll be checked?
- Does the mold support stable demolding and realistic operator interaction?
- Can the process fit GMP-aware or customer audit requirements if needed?
- Is there a clear maintenance and spare-parts plan?
A silicone molding project is usually successful when the plant treats it as an operational system, not as a standalone mold purchase.
If you're evaluating how to scale silicone part production without overspending on the wrong level of automation, System Engineering & Automation can help you assess the practical path. SEA delivers cost-effective manufacturing solutions that optimize production and services through semi-automatic systems, custom tooling, fixtures, integrated controls, and end-to-end engineering support. For plants that need better quality, lower labor dependency, and a realistic ROI case, SEA focuses on building the right solution for the process you run.