If you're running a mid-sized plant, you're probably getting pressure from three directions at once. Customers want better quality and shorter lead times. Labor is harder to staff consistently. Finance wants any capital request tied to a clear return, not a vague promise about "smart manufacturing."
That puts many buyers in a bad spot. They know they need automation, but they don't know whether they need a robot cell, a vision system, a new PLC platform, custom fixtures, or just a better semi-automatic workstation with tighter controls. The wrong project burns budget and trust. The right one removes a real bottleneck and keeps paying back.
That distinction matters because automation is no longer a fringe category. Grand View Research estimated the manufacturing automation market at USD 12.28 billion in 2023 and projected it to reach USD 23.96 billion by 2030, a 9.7% CAGR from 2024 to 2030 according to its manufacturing automation market report. The pressure to modernize is real, but buying more technology than your process can support is still a common mistake.
A practical starting point is to think in terms of fit, not flash. That means matching the level of automation to your product mix, changeover frequency, validation needs, maintenance capability, and budget. If you're weighing that decision now, smart automation in today's manufacturing landscape is the frame to keep in mind.
Table of Contents
- The Automation Question Every Manufacturer Faces
- Understanding the Automation Spectrum
- Critical Questions to Evaluate Automation Companies
- Real World Use Cases and Measurable ROI
- Finding a Partner Not Just a Vendor
- Your Vendor Selection Checklist
- The Right Automation for Your Future
The Automation Question Every Manufacturer Faces
Most plant managers aren't asking whether automation matters. They're asking a harder question. What level of automation solves the problem without creating three new ones?
On the floor, that usually comes down to a few familiar pain points. One line misses output because changeovers take too long. Another has too much variation between operators. A manual inspection step catches defects late. A packaging station ties up labor that should be used on higher-value work. None of those problems automatically calls for a lights-out line.
Practical rule: If the process is unstable, automating it only makes bad output faster.
Many conversations with manufacturing automation companies tend to go off track. The seller starts with equipment categories. The buyer should start with constraints. Product variation, maintenance skill, floor space, cleaning requirements, traceability, and operator interaction all affect whether the right answer is a fixture, a semi-automatic station, or a more integrated cell.
The strongest automation plans usually share a few traits:
- They target a known bottleneck: not a task that looks impressive in a plant tour.
- They preserve flexibility: especially where product mix changes often.
- They fit the team's skill level: controls and tooling should be maintainable by the plant that owns them.
- They build toward the next step: today's semi-automatic process should not block tomorrow's expansion.
Plant managers who approach automation this way tend to make better decisions. They buy capability they can use, support, validate, and expand, instead of chasing a system that looks advanced on paper but fights the actual operation every day.
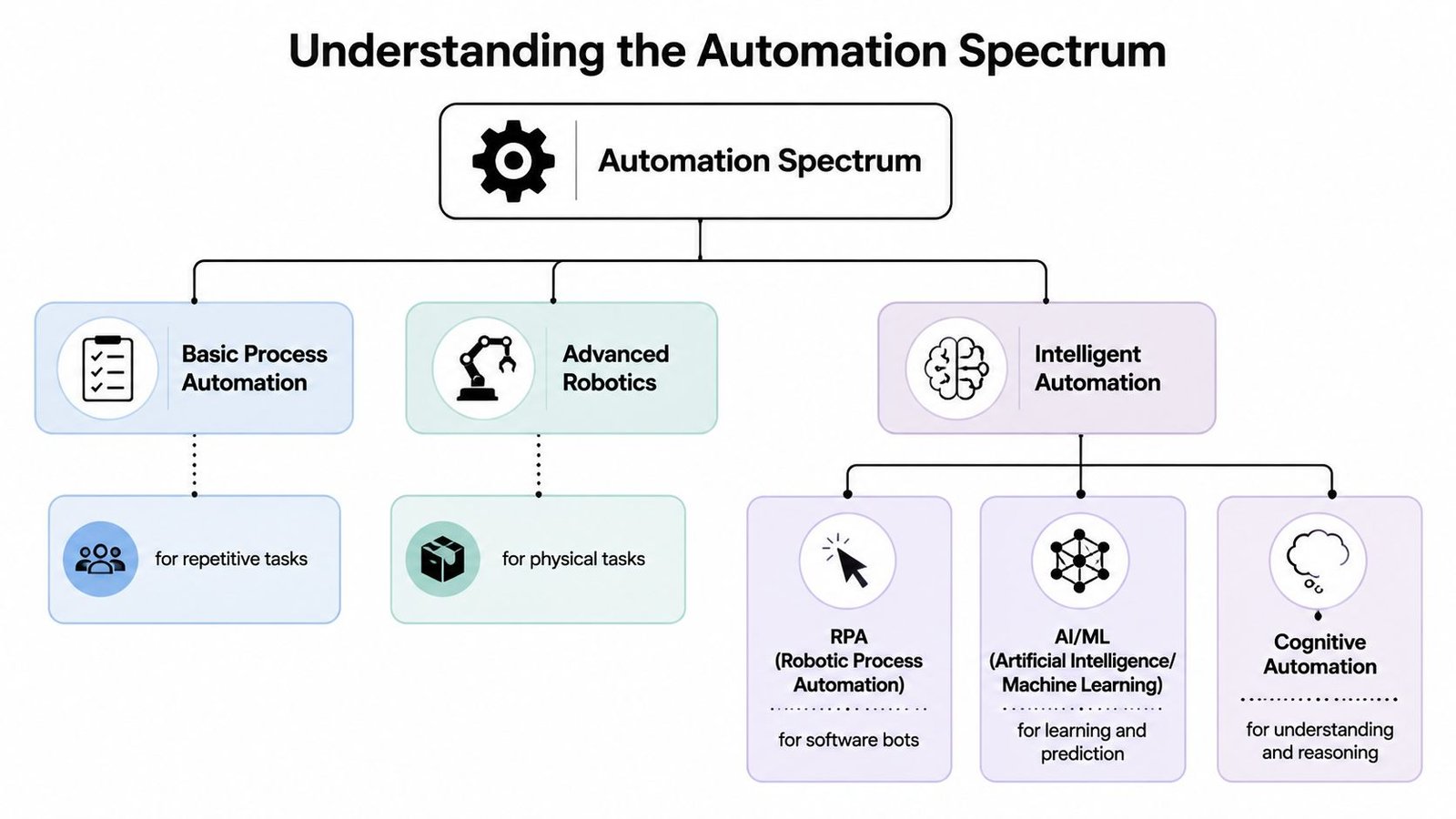
Understanding the Automation Spectrum
A plant can spend $40,000 on fixtures and controls and fix a chronic packaging bottleneck. Another can spend $400,000 on a robotic cell and still fight jams, changeover delays, and operator workarounds. The difference is rarely the logo on the machine. It is whether the automation level matches the process.
Automation runs on a spectrum. At one end are poka-yoke fixtures, part-present sensors, torque monitoring, guided workstations, and simple interlocks. In the middle are semi-automatic stations that still rely on an operator for loading, changeover, inspection judgment, or product handling. At the far end are integrated cells and lines with robots, conveyors, vision, PLC logic, recipe control, data collection, and higher validation effort. For many small and mid-sized manufacturers, the best return sits in that middle range.
Manufacturing Dive reported that 80% of U.S. manufacturing facilities have zero automation, based on its reporting on the current U.S. automation gap. That number matters because it cuts through a common assumption. Plenty of plants are not choosing between manual work and a fully automated line. They are choosing whether to add the next sensible layer of control, repeatability, and labor relief.
Match the level of automation to the production reality
The right starting point depends on what is hurting output, quality, or labor efficiency.
| Process situation | Often the right first move | Why it works |
|---|---|---|
| High operator variation | Custom fixture or guided workstation | Improves repeatability without adding unnecessary complexity |
| Repetitive load/unload task | Semi-automatic cell | Reduces fatigue and labor drag while keeping flexibility for product changes |
| Stable, high-volume process | Fully integrated automation | Supports a stronger payback when variation is low and demand is predictable |
| Manual inspection misses | Vision-assisted inspection | Finds defects earlier and improves consistency across shifts |
Semi-automation is often the most practical step because it solves a narrow problem without forcing a full process redesign. A well-built station with fixturing, sensors, interlocks, barcode checks, and clear HMI instructions can raise throughput and reduce scrap while keeping an experienced operator in the loop. That matters in mixed-model plants, GMP-sensitive environments, and operations where changeovers happen every day.
This is also where many buying teams misjudge risk. Full automation can reduce labor content, but it also raises the cost of downtime, troubleshooting, validation, spare parts, and engineering changes. If your parts vary, your upstream process drifts, or your maintenance bench is thin, a simpler semi-automatic approach often produces better real-world ROI.
Many plants do not need lights-out automation. They need fewer mistakes, shorter cycle times, cleaner traceability, and a system their team can maintain on second shift.
Different automation companies solve different problems
Manufacturing automation companies are not interchangeable.
A custom machine builder usually fits best when a defined process needs dedicated equipment and the product stays stable over time. A system integrator is often the better fit when the hard part is tying together robots, controls, vision, motion, safety, and plant interfaces. A tooling and fixture specialist can be the smartest first call when the issue is setup repeatability, ergonomic strain, part presentation, or manual handling.
Some firms cover more than one of those roles. System Engineering & Automation, for example, works across semi-automatic systems, fully automated and manual equipment, custom tooling, fixtures, and integrated controls. That range is useful for mid-sized manufacturers because the answer may be a guided manual station with traceability, not a robot cell.
Buyers get better results when they evaluate companies by fit. Can they design for operator interaction? Can they build around sanitation or GMP requirements if your process demands it? Can they phase a project so the first spend solves today's bottleneck without boxing you out of future expansion?
Those are the questions that separate practical automation from expensive overreach.
Critical Questions to Evaluate Automation Companies
The wrong vendor interview sounds like a demo. The right one feels like an engineering review. You want to know how the company thinks about your process, your operators, your quality risks, and your long-term support burden.
Should this process be semi-automated or fully automated
Ask them what they would not automate.
A serious partner won't try to automate every manual action. They'll separate value-added labor from repetitive handling, and they'll tell you where human judgment still belongs. In mixed-model production, fully automated handling can become a headache if parts vary, upstream quality drifts, or changeovers happen constantly.
Useful questions include:
- Where is the current constraint: Is it loading, inspection, assembly, testing, or changeover?
- What assumptions are you making about part consistency: Automation falls apart when incoming variation is ignored.
- How will operators interact with the cell: Operator-assisted systems often outperform rigid full automation in variable environments.
If a vendor can't explain the semi-automatic versus full-automatic tradeoff in plain terms, keep looking.
Do they understand regulated manufacturing and GMP-aware design
If you build medical devices or other regulated products, this point isn't optional. The machine has to support the process, but it also has to support documentation, cleanability, controlled change, traceability expectations, and validation work.
That doesn't mean every project needs a massive validation package. It means the partner should design with regulated reality in mind. Material choices, guarding access, alarm handling, recipe control, and documentation discipline all matter more in these environments.
Ask direct questions:
- Have they worked in GMP-aware environments: If yes, what changed in their design approach?
- How do they handle documentation: Drawings, revisions, manuals, and test records should be organized from day one.
- Can they support acceptance criteria clearly: You need defined performance expectations before equipment lands on your floor.
Vendor coordination usually breaks down when responsibilities are fuzzy. A disciplined review process helps. That's why vendor management best practices for technical projects are worth applying early, before purchase orders lock in assumptions.
Can they support the full lifecycle
A lot of automation problems start before startup. Weak concept work, poor simulation, vague requirements, or rushed build decisions show up later as missed schedules and expensive change orders.
Top-tier providers increasingly use digital twins to design and validate systems virtually before commissioning. As noted in IoT Analytics coverage of industrial automation trends, that lets engineers simulate mechanical, electrical, and control logic ahead of launch, which reduces rework and speeds deployment.
What to ask:
- Do they simulate sequence and control logic before build completion
- Who owns installation and commissioning
- What training do maintenance and operators get
- What happens in the first weeks after startup
Later in the process, it helps to see how a supplier explains equipment behavior and commissioning discipline in practice.
What drives the real long-term cost
The initial quote is only part of the decision. Long-term cost usually comes from downtime, spare parts, support responsiveness, controls complexity, and the difficulty of making future changes.
The cheapest machine to buy can become the most expensive machine to own if nobody in your plant can troubleshoot it.
Ask the vendor to walk through the ownership picture in detail:
- Maintenance burden: What fails, what wears, and what needs calibration or routine replacement?
- Controls standardization: Does the design fit the PLC, HMI, and component standards your team already knows?
- Change flexibility: Can recipes, fixtures, or sequence logic be updated without a major rebuild?
- Support model: Who answers the phone when production is down?
A good supplier gives straight answers here. If every answer comes back to "our team will handle it," that's not enough. Your plant has to live with the system after the install crew leaves.
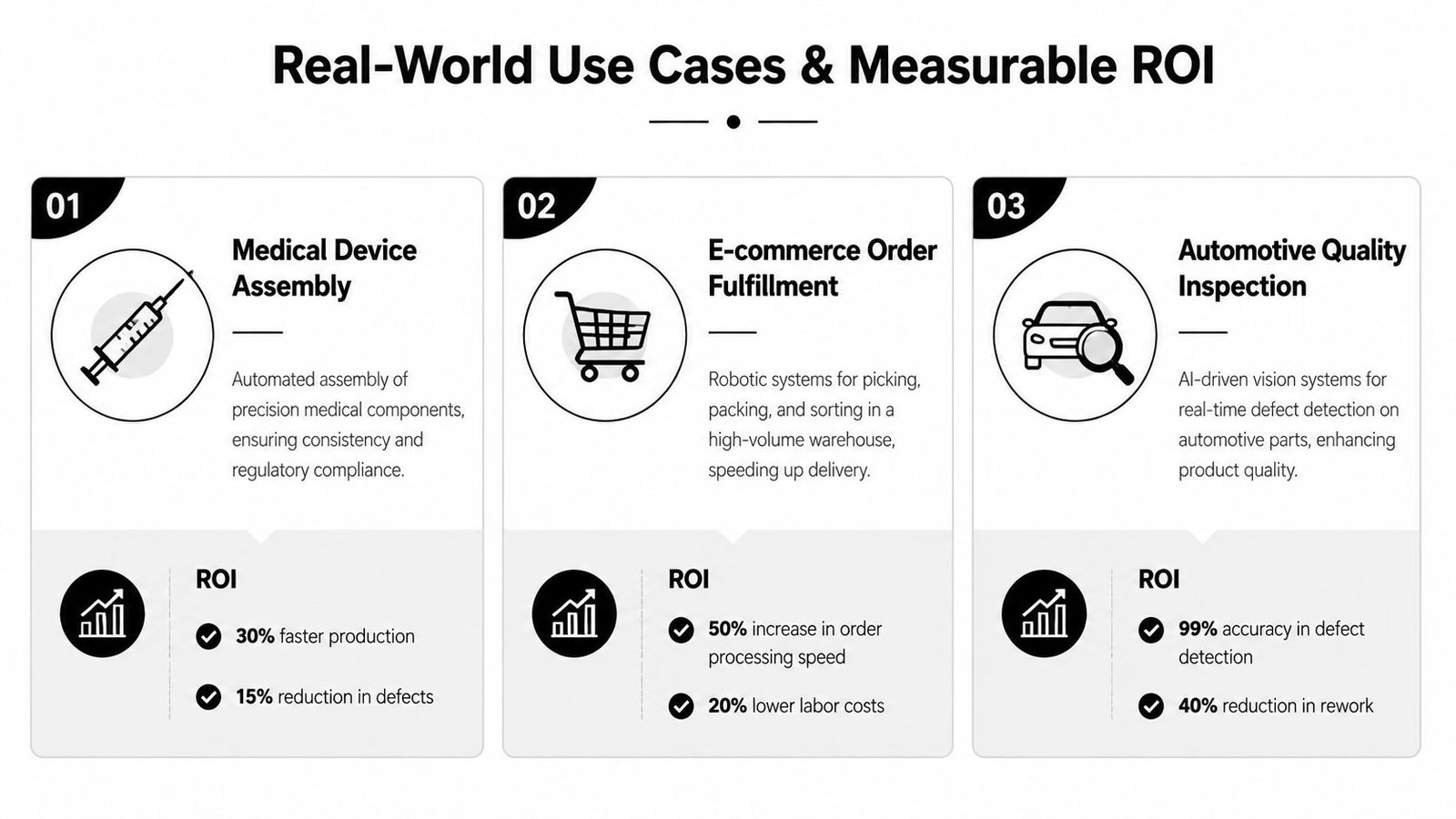
Real World Use Cases and Measurable ROI
Buyers usually understand automation faster through plant-floor examples than through market categories. The useful pattern isn't "robot equals progress." It's "specific production problem, right-sized response."
Brookings found "virtually no relationship" between robot adoption and manufacturing employment changes in the period it studied, according to its analysis of robots and manufacturing jobs. That's consistent with what many plants experience. They automate to cover labor gaps, reduce repetitive work, and stabilize quality, not merely to erase jobs.
Medical assembly where control matters more than speed
A medical device manufacturer may not need a fully automated assembly line to get value. A better move is often a semi-automated station that guides assembly steps, confirms part presence, records test results, and enforces sequence.
That kind of setup helps in three ways. It reduces variation between operators, improves documentation discipline, and gives quality teams cleaner records when issues arise. In regulated work, consistency often matters more than raw cycle-time reduction.
Retrofits that extend asset life
A mid-sized plant with an older press, tester, or packaging machine doesn't always need a replacement. Often the machine frame is still sound, but the controls, sensing, and operator interface are outdated.
A retrofit can add modern PLC logic, updated safety, sensor feedback, and clearer HMI workflow. The result is usually better visibility into stoppages, more reliable operation, and less dependence on tribal knowledge from one maintenance technician who "just knows" how the old system behaves.
Fixtures and smart tooling for fast payback
Some of the best returns come from projects that don't look glamorous at all. A custom nest, poka-yoke fixture, torque verification setup, or guided load/unload station can eliminate repeat defects and shorten training time for new operators.
These projects matter because they solve daily friction:
- Operator onboarding gets easier: The process is built into the station.
- Mistakes become harder to make: Part orientation, sequence, and confirmation are controlled.
- Quality issues surface earlier: The station can reject or flag bad conditions before downstream work adds cost.
If the task still needs a person, give that person a station that makes the right action easy and the wrong action obvious.
Across these examples, the common thread is augmentation. The machine handles repetition, confirmation, or precision. People handle judgment, replenishment, changeovers, and exception response. That's often the most durable version of ROI for a mid-sized manufacturer.
Finding a Partner Not Just a Vendor
A vendor sells equipment. A partner helps you decide whether equipment is even the right answer.
That difference shows up early. The better firms spend time understanding where production loses time, quality, or capacity. They don't jump straight to hardware. They ask for process data, watch the operation, and separate chronic losses from occasional noise.
Good partners measure before they prescribe
Modern shop-floor improvement depends on instrumentation. A manufacturing technology vendor profile described smart-factory systems that capture core signals such as start times, stop times, downtimes, parts-per-second timing, and defect reporting in its overview of manufacturing technology capabilities. Those inputs are what managers need for OEE-style analysis and root-cause work.
In practical terms, that means the right automation company should be able to answer questions like these:
| What the plant needs to know | What a good partner helps measure |
|---|---|
| Why output varies by shift | Stops, micro-stoppages, and cycle consistency |
| Where defects enter the process | Inspection results, reject points, and defect flow |
| Whether automation will help | Constraint location, not just labor content |
| Which improvement should come first | Loss categories with the highest impact |
Without that visibility, plants often automate the loudest complaint instead of the actual bottleneck.
The relationship changes after startup
A machine handoff isn't the finish line. Once production starts, the important work becomes tuning, operator adoption, maintenance response, and incremental improvement.
Good manufacturing automation companies stay engaged in ways that matter on the floor:
- They train operators and maintenance differently: those groups don't need the same level of detail.
- They help interpret early performance: startup losses often reveal process issues that were hidden in manual work.
- They support controlled changes: especially when product mix, fixtures, or recipes evolve.
One practical sign of a real partner is how they handle uncomfortable findings. If the data shows the bottleneck isn't where everyone assumed, a good partner says so. They'd rather solve the correct problem than protect the original concept.
That approach is what improves production and service over time. The system becomes part of a measured operating method, not a standalone machine that slowly drifts away from its original intent.
Your Vendor Selection Checklist
When you're comparing manufacturing automation companies, a checklist beats a glossy brochure. You need something your operations lead, quality manager, maintenance supervisor, and purchasing team can all use in the same review meeting.
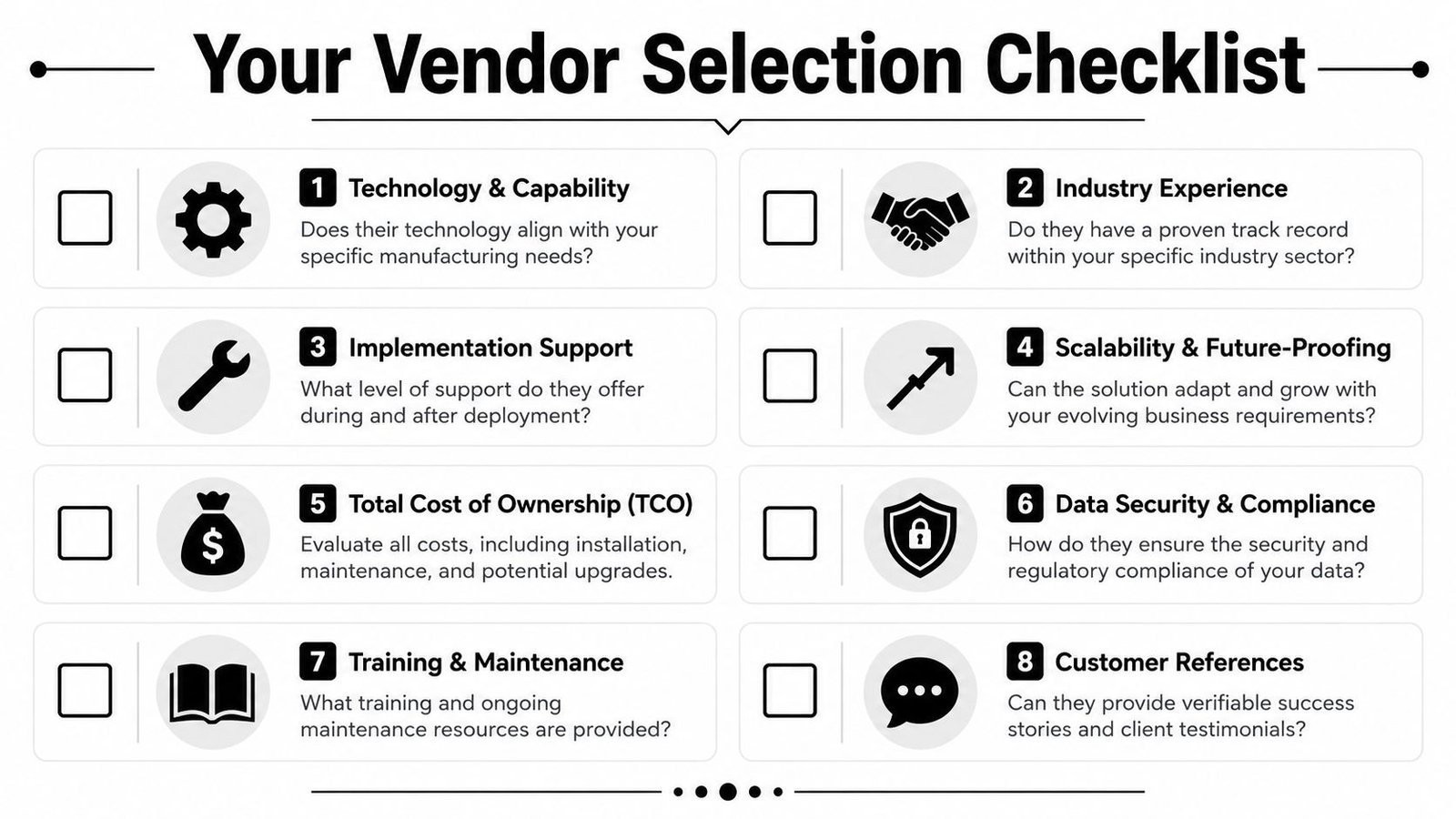
Technical and process fit
Start with the process itself.
- Can they explain the bottleneck clearly: If they can't describe the actual production constraint, the proposal will drift toward generic equipment.
- Does the concept match your product mix: High-mix production often needs flexible fixtures and operator interaction, not rigid full automation.
- Will the controls fit your plant standards: Ask about PLCs, HMIs, sensors, and spare parts strategy.
- Can the solution scale sensibly: You want a path to expansion without rebuilding the entire approach.
- Do they define acceptance early: A structured review tied to factory acceptance testing practices helps surface mismatched assumptions before shipment.
Quality, support, and commercial fit
Then look at how the supplier behaves around risk, support, and accountability.
- Do they understand your quality environment: In regulated manufacturing, GMP-aware design and documentation discipline matter.
- What happens after install: Ask who handles commissioning, training, troubleshooting, and follow-up support.
- How maintainable is the system: Your team should be able to own routine operation without depending on the builder for every minor issue.
- How do they manage changes: Scope changes happen. What matters is whether they're controlled and documented.
- Can they provide relevant references: Not just big names. Ask for work similar in scale, complexity, and production reality to yours.
- What does the commercial model encourage: Be cautious if the proposal rewards maximum equipment scope instead of outcome-focused problem solving.
A usable checklist does one thing well. It forces buyers to compare suppliers on process judgment, support discipline, and fit with plant reality, not just on upfront price.
The Right Automation for Your Future
The best automation decision usually isn't the biggest one. It's the one that removes a real constraint, fits your team's capabilities, and leaves room for the next improvement.
That's why the strongest manufacturing automation companies don't lead with hype. They lead with process understanding. They can tell when a custom fixture will outperform a robot, when a semi-automatic cell is the smart middle ground, and when a more integrated system is justified. They also understand that quality, maintainability, training, and service are part of ROI, not side topics.
For a mid-sized manufacturer, that's the practical path forward. Define the production problem clearly. Ask hard questions about flexibility, support, and ownership. Choose a partner that can match the solution to your operation instead of forcing your operation to match the solution.
Done right, automation improves output, quality, safety, and resilience without locking you into unnecessary complexity. That's the standard worth holding.
If you're evaluating automation options for a manual workstation, a semi-automated cell, or a more integrated production upgrade, System Engineering & Automation is one company that provides GMP-aware engineering, custom tooling, integrated controls, and end-to-end support for manufacturers that need practical, budget-conscious solutions.