You're probably looking at a process that still depends too much on operator feel. A fixture gets loaded by hand, a slide is pushed into place, a dial is checked, and quality depends on whether the motion lands in the same spot every cycle. Full servo automation may solve it, but the budget, floor space, validation burden, or product mix says otherwise.
That's where stepper-driven motion usually earns its keep. In small to mid-sized manufacturing, and especially in GMP-aware production, the best return often comes from semi-automated systems that add repeatable motion where it matters most and leave the rest of the process flexible. If you're reaching out to the audience that we provide manufacturing solutions to optimize production and services, this is the practical middle ground worth understanding.
Stepper motors sit in that middle ground for a reason. The global stepper motor market was valued at USD 2.15 billion in 2023 and is projected to grow steadily, reflecting its role in precision automation where cost-effectiveness matters most, according to Business Research Insights coverage of the stepper motor market. That doesn't make steppers the answer to every motion problem. It does mean they remain one of the most useful tools for plants that need better repeatability without overbuilding the machine.
Table of Contents
- The Need for Precise Motion in Modern Manufacturing
- Understanding Stepper Motor Fundamentals
- Stepper vs Servo Motors A Practical Comparison for Manufacturers
- Key Stepper Motor Applications in Your Facility
- How to Select the Right Stepper System for Peak Performance
- Conclusion Building Smarter Automation with the Right Partner
The Need for Precise Motion in Modern Manufacturing
Most plants don't need exotic motion control. They need motion that lands in the same place, every cycle, under normal production conditions. That's a different problem, and it usually has a simpler answer.
A stepper motor becomes attractive when you need controlled indexing, short travel moves, repeatable positioning, or strong holding at low speed without bringing in the cost and tuning overhead of a full servo system. That's common in benchtop assembly equipment, compact pick-and-place units, test fixtures, feed mechanisms, and medical sub-assemblies where every added layer of complexity has to justify itself.
Practical rule: If the process is predictable, the load is manageable, and the motion profile is repeatable, a stepper often gives you the best cost-to-control ratio.
That matters even more in smaller facilities. Many operations managers aren't trying to build a lights-out factory. They're trying to remove one bottleneck, cut one source of variation, or stabilize one operator-dependent step. In those situations, the right upgrade is often a semi-automated station with guided motion, controlled sequencing, and fixtures that respect the product's tolerances.
Getting that right starts before the motor is selected. If the part stack-up, fixture datums, or compliance in the mechanism are wrong, even a well-sized motor won't rescue the process. That's why motion decisions should sit alongside a proper tolerance stack-up analysis for assembly and fixture design.
Three conditions usually justify a stepper-based upgrade:
- Repeatable point-to-point motion: Move, stop, hold, then repeat.
- Moderate speed and payload needs: Fast enough for production, not extreme dynamics.
- Budget pressure: Better control is needed, but the machine still has to make financial sense.
Plants that understand this tend to buy smarter. They don't chase maximum capability. They buy enough precision to improve yield, operator consistency, and cycle stability.
Understanding Stepper Motor Fundamentals
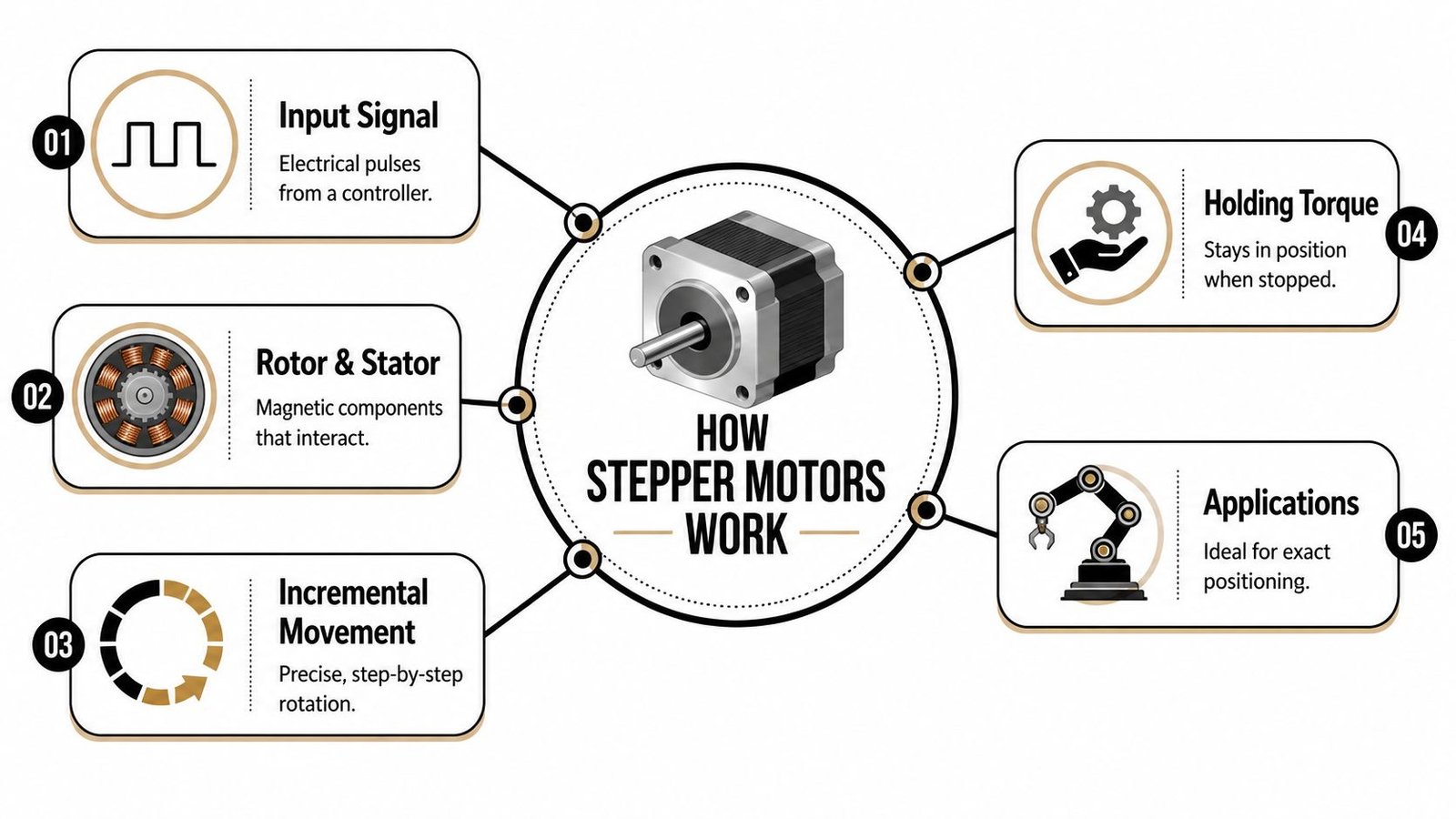
A stepper motor works like a shaft that moves in counted increments instead of spinning freely. Think of a clock hand that advances one clean tick at a time. The controller sends a pulse, and the motor moves one defined increment.
Why step-by-step motion matters
That incremental behavior is why so many stepper motor applications show up in practical manufacturing equipment. According to Festo's explanation of stepper motor technology and applications, stepper motors are digitally controlled in open-loop systems, with each electrical pulse corresponding to one discrete mechanical step, making them well suited for 3D printers, CNC machines, and pick-and-place robotics where precise position control is needed without complex sensors.
For a plant manager, the value is straightforward. The controls don't need to ask, “Where am I now?” on every move in many applications. The system issues pulses, counts them, and expects the mechanism to follow. That reduces hardware, wiring, and commissioning effort.
What open-loop control does well
Open-loop control is the reason steppers are so often the first serious motion upgrade in a semi-automated machine. When the load is known and the move profile is reasonable, the system stays simple.
That simplicity pays off in several ways:
- Lower hardware burden: No encoder is required in many standard builds.
- Clean integration: PLC outputs, motion controllers, and compact drivers are usually enough.
- Strong stopped behavior: The motor can hold position well in fixturing, clamping, or dosing tasks.
- Predictable motion: Repeated moves tend to be stable when the machine is sized correctly.
A lot of engineers stop the conversation there, and that's a mistake. Open-loop isn't magic. It works because the application stays inside the motor's real operating envelope.
The motor only looks easy when the mechanics are honest.
Where the terminology matters on the plant floor
A few terms matter because they affect machine behavior directly.
Steps per revolution tells you how many commanded increments make one full turn. More available resolution helps when the mechanism needs fine positioning, especially when paired with lead screws, belts, or gear reduction.
Holding torque is the motor's ability to resist movement when stopped and energized. That matters in vertical axes, indexed nests, syringe drives, and any setup where the shaft can't drift between operations.
Driver is the electronic layer that converts control commands into current patterns for the motor. In practice, the driver does far more than switch coils. It influences smoothness, noise, heating, and how well the motor maintains usable torque through the move.
For high-accuracy positioning, Monolithic Power's stepper motor basics resource notes that microstepping can achieve position accuracy up to approximately 0.007°, equivalent to about 25,000 steps per revolution, without positional feedback sensors. The same source also makes the trade-off clear. That capability is constrained by low torque-to-inertia ratio and significant noise at high speeds, so it fits best where low-speed torque and cost matter more than high-speed performance.
That's the key practical point. Don't buy a stepper because the spec sheet looks precise. Buy it because the machine needs the kind of precision a stepper can deliver reliably in actual operation.
Stepper vs Servo Motors A Practical Comparison for Manufacturers
The wrong debate is “Which motor is better?” The right question is “Which motor fits this machine, this load, and this budget?”
Stepper systems and servo systems solve different production problems well. A servo is usually the better choice when loads vary sharply, speeds are high, or the machine has to recover from disturbances in real time. A stepper is usually the better choice when the motion is repetitive, the process window is stable, and cost control matters.

What manufacturers actually buy
In small and mid-sized facilities, the decision usually comes down to complexity versus need. If a station only has to index a tray, position a tooling slide, rotate a fixture, or drive a dosing mechanism through a known profile, a servo can be more motor than the station needs.
That doesn't mean steppers are “cheap servos.” It means they're often the correct economic choice. They excel when you need decent torque at low speed, strong positional repeatability, and straightforward controls.
The trouble starts when a team selects a stepper for an application that behaves like a servo job. Variable loads, aggressive acceleration, or high-speed continuous motion can push an open-loop stepper past its comfortable range.
Stepper vs. Servo Motor Decision Matrix
| Criterion | Stepper Motor | Servo Motor | Best Fit Application |
|---|---|---|---|
| Cost | Lower system cost in many common positioning tasks | Higher initial cost due to motor, drive, and feedback hardware | Stepper for budget-sensitive semi-automated equipment |
| Complexity | Simpler architecture and commissioning | More complex tuning and feedback integration | Stepper for straightforward machines with predictable motion |
| Speed range | Better suited to moderate speeds | Better suited to higher speeds and dynamic motion | Servo for fast indexing and demanding continuous motion |
| Torque behavior | Strong at low speed and holding | Broader useful torque across speed range | Stepper for low-speed positioning and hold applications |
| Positional control | Excellent for counted moves when the load stays within limits | Strong dynamic accuracy under changing conditions | Servo for variable-load systems |
| Feedback requirement | Typically open loop | Requires closed-loop feedback | Stepper when sensorless simplicity is valuable |
A simple rule for choosing
Use a stepper when the process asks for controlled, repeated motion and the mechanics don't surprise the motor. Use a servo when the machine has to correct itself constantly.
A few real-world signals point toward a servo instead of a stepper:
- The payload changes often: The machine doesn't see the same inertia from cycle to cycle.
- The speed target keeps rising: Production output depends on higher RPM more than simple repeatability.
- Disturbances are common: External force, compliance, or shock can knock the axis off position.
- Recovery matters: The system must confirm and correct position continuously.
Use a stepper when the opposite is true. If the move is short, the stop matters more than speed, and the mechanism is mechanically disciplined, the simpler system often wins on ROI.
Buy the motor that matches the failure mode you can tolerate. If lost position is unacceptable under changing load, don't force an open-loop stepper into that job.
Key Stepper Motor Applications in Your Facility
Many of the best stepper motor applications aren't flashy. They sit inside the stations that keep a line moving: indexers, feed axes, rotary nests, lead screw drives, small gantries, reagent pumps, and compact pick modules.
CNC and workstation positioning
In CNC-adjacent equipment and precision workstations, a stepper often handles axes that need reliable point-to-point motion without full closed-loop complexity. Tool positioning, slide travel, and accessory adjustments fit this pattern well.
That same logic carries into 3D printing and robotics. Haisheng Motors' discussion of stepper motors in robotics manufacturing and automation describes how steppers enable robotic arms to execute delicate assembly, welding, and medical tasks with high accuracy by moving in discrete steps. The value in production is simple: exact movement can be built into the mechanism without making the whole station harder to maintain.
Assembly indexing and pick-and-place
A common semi-automated use case is the indexed assembly station. A tray rotates into position. A nest advances under a press head. A slide presents a component to an operator, then retracts for the next cycle. These are classic stepper jobs when the motion profile is known.
For manufacturers who need a practical middle ground between manual handling and full robotics, compact pick-and-place units as smart alternatives to robotics without breaking the budget often make more sense than jumping straight to a six-axis robot.
A typical example looks like this:
- Part presentation: A stepper indexes the next component into a repeatable load position.
- Assembly alignment: Another axis advances a fixture or pusher to a fixed stop.
- Operator assist: The machine handles the precision move while the operator handles inspection or manual insertion.
That division of labor is where semi-automation pays for itself.
Packaging and label control
Packaging machinery is full of short, repetitive moves. Label placement, tray elevation, paper or film advance, and rotary positioning all reward repeatable indexing more than extreme speed. Stepper motors are also widely used in scanners, printers, index tables, camera systems, linear stages, and optical positioning equipment because they offer strong startup torque at low speeds and straightforward open-loop control, as summarized in the earlier Festo reference.
In plants with mixed SKUs or frequent changeovers, that matters. You want motion that can be re-parameterized without making the machine fragile.
Here's a good technical walkthrough of how this type of motion is applied in practice:
Medical and lab automation
Medical and lab equipment is where a lot of generic advice breaks down. On paper, a stepper looks ideal for syringe pumps, reagent dispensing, and small positioning tasks because the commanded motion is precise. In real production, fluid viscosity, tubing behavior, friction changes, and startup conditions can change the load.
That's where open-loop assumptions start to fail. In medical automation with variable loads such as liquid dispensing, open-loop stepper systems can lose position. The cited stepper motor reference on Wikipedia notes that leading 2025 GMP manufacturers are integrating load-angle estimation sensors to detect micro-overloads, reducing dispensing errors by 22% in high-viscosity fluids.
That's an important lesson for GMP-aware environments. Don't assume “stepper” means “no feedback ever.” In some regulated or quality-critical processes, the right move is still a stepper-based mechanism, but with added sensing or monitoring to catch overload before the process drifts.
In medical manufacturing, the cheapest motion system is the one that protects the batch, not the one with the lowest purchase price.
How to Select the Right Stepper System for Peak Performance
Most stepper problems start with motor-first thinking. Someone picks a frame size from a catalog, checks holding torque, and hopes the mechanics cooperate. That approach creates hot motors, missed steps, rough motion, and production complaints that show up long after FAT.
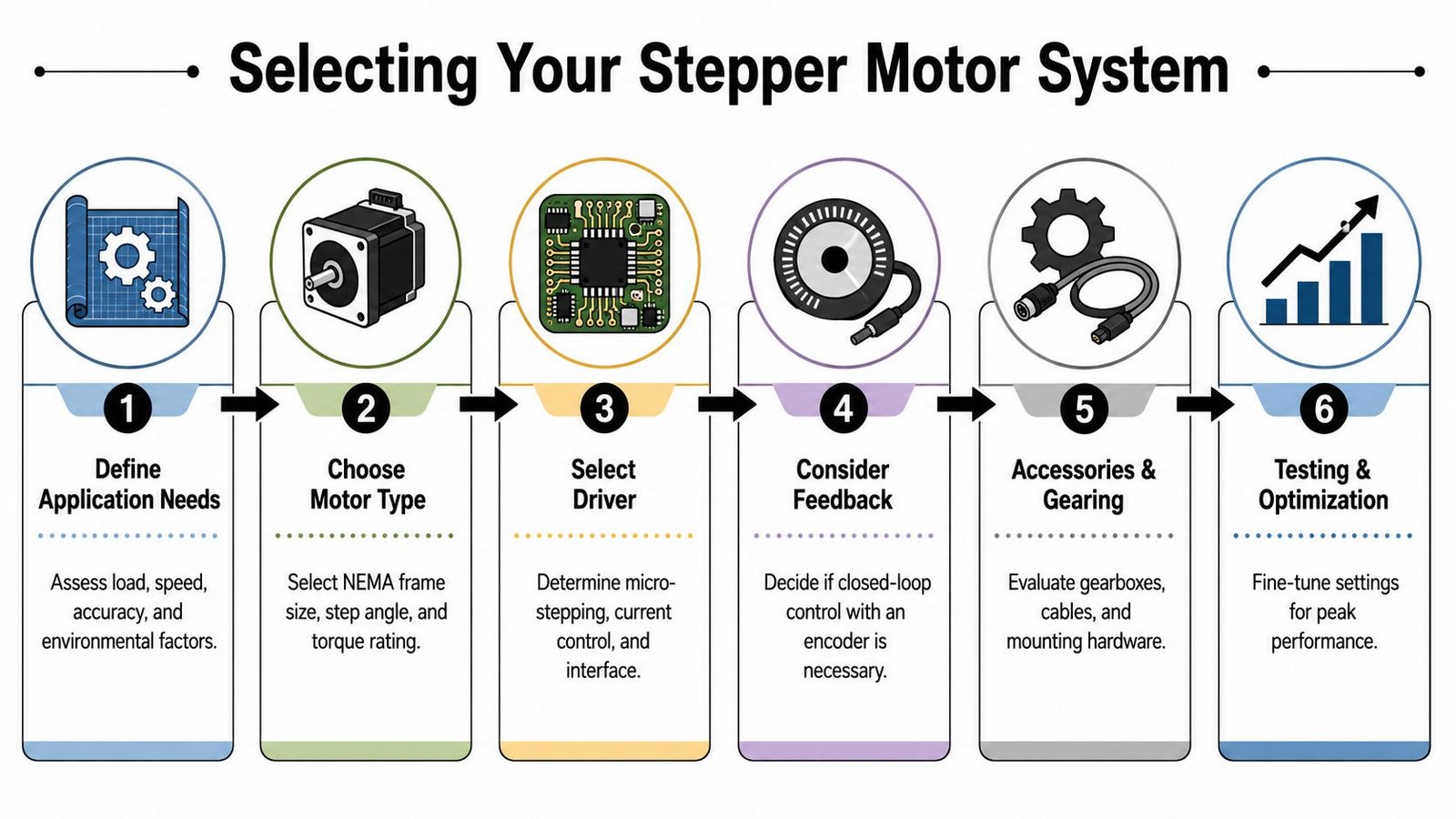
Start with the move not the motor
Define the move profile first. Load, travel, orientation, acceleration, dwell, required stop position, cycle pattern, and what happens during jams all matter more than catalog torque alone.
For precision automation such as CNC milling, JLCMC's stepper motor sizing guidance says sizing must account for the worst-case acceleration, not average duty. The same source specifies a minimum inertia ratio of less than 10:1 for open-loop systems and recommends a 1.5x safety factor on peak load torque to prevent step loss.
That's the kind of detail that keeps a machine honest. A stepper that looks adequate on paper can still fail during the hardest part of the move, which is usually acceleration, direction change, or a loaded start.
Use this checklist before you approve a motor:
- Define the hardest segment: Don't size around average travel if the axis only fails at takeoff.
- Include friction and payload effects: Slides, seals, bearings, belts, and process force all count.
- Look at reflected inertia: Screws, gearboxes, couplings, and moving tooling change motor behavior.
- Protect the design margin: A motion system that only works in ideal conditions won't last on the floor.
Use microstepping carefully
Microstepping gets sold as a cure-all for smoother motion and better precision. It can absolutely help, especially in fine positioning and vibration-sensitive moves, but it has limits.
One limit is practical torque behavior. Another is what happens at higher frequencies. According to Anaheim Automation's stepper motor guide, engineers often oversimplify microstepping as just a way to smooth rotation. The guide notes that microstepping reduces cogging but can introduce torque ripple at high frequencies above 10kHz, causing vibration in 0.1mm tolerance parts. It also points to 2026 hybrid stepper-CNC systems using advanced drive algorithms such as sinusoidal current control to suppress ripple, enabling 0.05mm tolerances in aerospace prototyping with 18% faster cycle times than traditional full-step drives.
For a plant manager, the takeaway is practical. Microstepping is useful, but it isn't automatically better. If the machine runs at modest speed and needs smoother settling, it may be the right call. If the axis is already near the edge of available torque, pushing finer command resolution won't fix a sizing or mechanics problem.
Better commanded resolution doesn't guarantee better real-world accuracy.
Match the driver controls and mechanics
Driver selection matters almost as much as motor selection. Current control, voltage capability, microstepping quality, interface type, and how the driver handles heat all affect performance.
A good integration review should include:
Electrical match
The driver has to suit the motor winding characteristics and the plant control architecture. PLC pulse outputs, fieldbus motion, and standalone indexing all change what makes sense.Mechanical transmission
Lead screws, belt drives, and gear reduction each shape the torque-speed trade-off differently. A gearbox can help when you need speed reduction and higher output torque, but it also changes reflected inertia and backlash behavior.Control strategy
Some applications work well with pure open loop. Others benefit from added sensing, homing routines, torque monitoring, or closed-loop stepper control.Commissioning and support
A technically correct design still needs practical setup, troubleshooting access, and documentation the maintenance team can use. That's where dependable automation control systems for integrated machinery and production equipment become part of the motion decision, not a separate afterthought.
The best-performing stepper system is rarely the most advanced. It's the one where motor, driver, mechanics, and controls were selected as a single package around the production requirement.
Conclusion Building Smarter Automation with the Right Partner
Stepper motors still earn a place in modern manufacturing because they solve a very common problem well. Plants need repeatable motion, stable positioning, and practical control without turning every machine into a high-end servo platform.
That's why so many successful stepper motor applications show up in semi-automated equipment. Indexing, positioning, fixturing, dosing, presentation, and compact assembly moves often benefit more from the right level of automation than from the most advanced motion package available. When the application is well understood, a stepper can improve consistency, reduce operator variability, and support stronger production discipline at a sensible cost.
The caution is just as important as the upside. Steppers don't like being misapplied. If the load changes unpredictably, acceleration is aggressive, or the process can't tolerate positional loss, the design needs either more protection, more sensing, or a different motor strategy. Good ROI comes from matching the motion system to the actual process, not from chasing specification extremes.
That's especially true in GMP-aware manufacturing. Better motion decisions support validation, repeatability, and quality when they're built around actual production behavior instead of assumptions from a catalog.
If you're reviewing bottlenecks on your floor, start with the stations where people still create variation through manual positioning, inconsistent indexing, or difficult-to-repeat hand motion. Those are often the places where a well-engineered stepper system creates the fastest operational payoff.
If you're evaluating a semi-automated upgrade, refining a GMP-aware workstation, or trying to choose the right level of motion control for a production problem, System Engineering & Automation helps manufacturers build practical solutions that improve quality, efficiency, and service without overengineering the machine.









