If you're managing a line that keeps getting hit with tighter tolerances, thinner sections, harder materials, and more documentation requirements, EDM usually enters the conversation after something else has already failed. A milling cutter chatters. A drill walks. A grinder overheats a delicate feature. Or the part can be made, but only with too much operator dependence and too many hand-finishing hours.
That's where EDM machined parts stop being a specialty purchase and start becoming a production decision. For many plants, the issue isn't whether EDM can make the geometry. It can. The issue is whether you can fold EDM into a repeatable workflow that protects quality, supports throughput, and doesn't create a traceability gap in the middle of your process.
Table of Contents
- Why Your Production Line Needs to Understand EDM
- The Two Faces of EDM Wire vs Sinker Machining
- Unlocking Precision Tolerances Surface Finish and Materials
- Designing for EDM Success DfM Guidelines for Managers
- Strategic Applications and GMP-Aware Integration
- Choosing Your EDM Partner Vetting for Production Success
- Frequently Asked Questions About EDM Machining
Why Your Production Line Needs to Understand EDM
A lot of production problems look like machining problems when they're really process-selection problems. If your team keeps forcing conventional cutting into hardened metals, fine internal geometry, or thin unsupported sections, you're paying for it somewhere. The cost shows up in scrap, handwork, fixture complexity, or unstable cycle times.
Electrical discharge machining matters because it removes material without relying on cutting force. That changes what's possible when the part is conductive and the geometry punishes contact tools. It also changes the economics of difficult work. A feature that is risky on a mill can be routine on EDM if the process plan is built correctly.
This isn't a fringe capability. One market report estimates the global EDM market at $2,666.49 million in 2025 and projects growth to $3,915.38 million by 2032, a 5.7% CAGR, with adoption across North America, Europe, Asia-Pacific, South America, and the Middle East & Africa according to MetaStat Insight's EDM market report. For a plant manager, the important takeaway isn't the market number by itself. It's what that number implies. EDM is established, globally supported, and still expanding because manufacturers keep running into part requirements that conventional cutting doesn't handle well.
Why managers should care before the quote stage
If you wait until a part is already difficult, late, or nonconforming, EDM becomes a rescue operation. That's the expensive way to use it.
Used earlier, EDM can help with:
- Geometry risk: Thin ribs, narrow slots, internal features, and hardened details that don't tolerate cutting force.
- Quality stability: Less part distortion on delicate conductive components.
- Downstream labor: Better fit and less manual correction when the process is matched to the feature.
- Capacity planning: Fewer heroic interventions from your best machinists.
Practical rule: Treat EDM as a core process option during design and routing review, not as the backup plan after CNC proves unstable.
The plants that get the best return from EDM aren't the ones that buy the most machine hours. They're the ones that know exactly where EDM belongs in the route, what quality controls must surround it, and when another process is still the smarter choice.
The Two Faces of EDM Wire vs Sinker Machining
Most managers don't need a deep physics lesson. They need a clean decision. In practice, EDM comes in two main forms, and each solves a different kind of production problem.
Wire EDM behaves like a digital saw. A continuously moving wire cuts through conductive material and follows a programmed path. Sinker EDM behaves more like a digital mold. A shaped electrode burns its inverse form into the workpiece. One excels at through-cuts and profiles. The other excels at cavities and blind features.
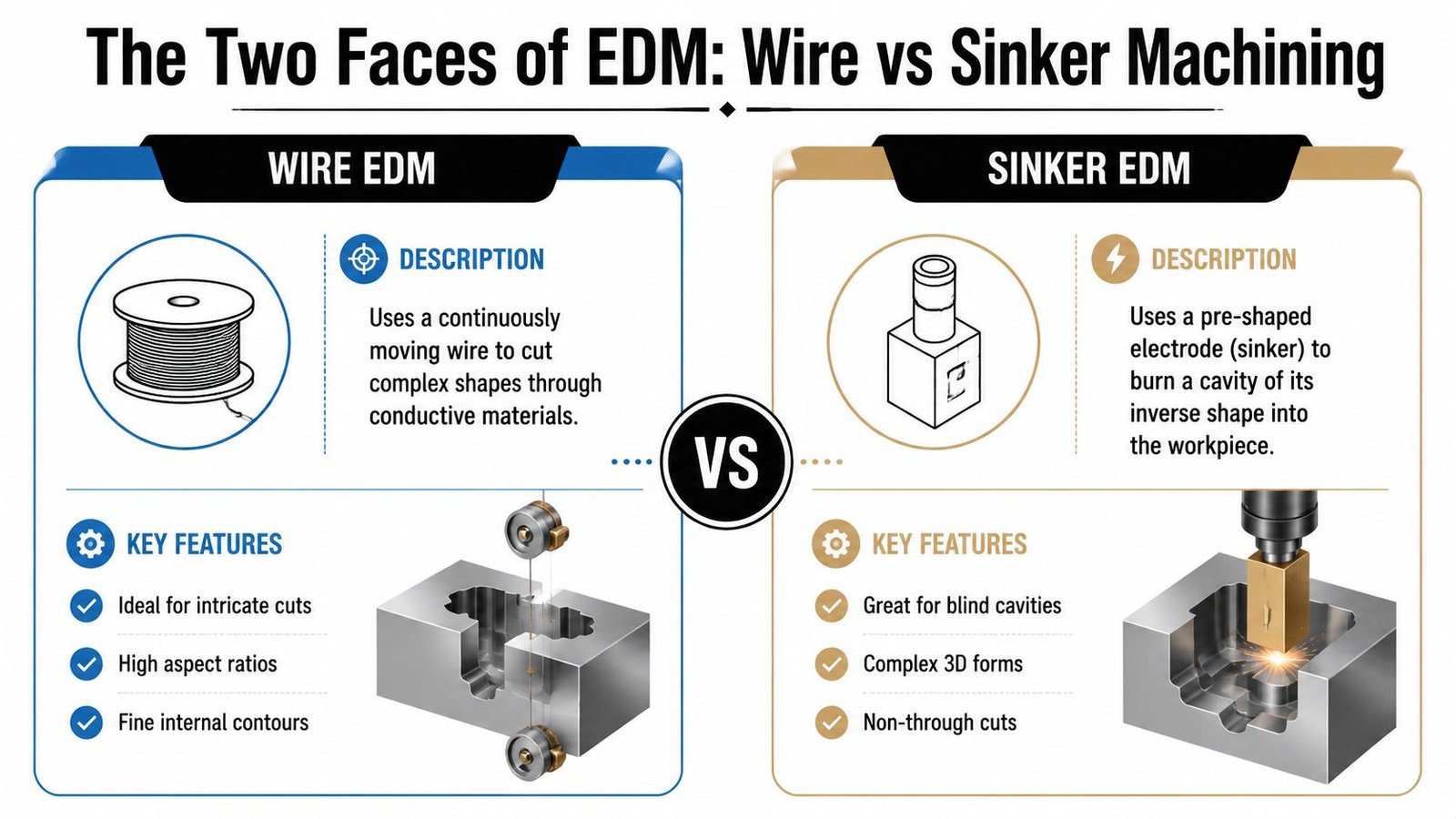
Where wire EDM wins
Wire EDM is the better starting point when the feature goes through the part and the profile matters more than cavity form. Industry guidance notes that wire EDM typically holds tolerances in the range of ±0.002 to 0.01 mm and is used for demanding parts such as aerospace turbine blades, medical implants, injection mold inserts, and high-performance automotive components in Methods Machine's wire EDM overview.
That matters on the floor because wire EDM is often the lower-risk option for:
- Profiles with sharp internal detail
- Tall aspect-ratio sections
- Hardened plates and inserts
- Parts that can't tolerate mechanical cutting forces
Where sinker EDM earns its keep
Sinker EDM becomes the right choice when the geometry isn't a profile but a form. If the part needs a blind cavity, a textured pocket, or an internal shape that can't be reached as a through-cut, sinker EDM is usually the answer.
The trade-off is practical. You need an electrode strategy. Electrode design, wear management, and cavity flushing affect cost and lead time. Sinker EDM can solve geometry that wire EDM cannot, but it asks for more planning up front.
Wire EDM vs Sinker EDM at a glance
| Attribute | Wire EDM | Sinker (Die-Sinker) EDM |
|---|---|---|
| Best fit | Through-cuts, profiles, contours | Blind cavities, pockets, 3D forms |
| Tooling approach | Continuous wire | Shaped electrode |
| Geometry strength | Narrow slots, fine internal contours | Inverse cavity generation |
| Setup burden | Usually lower for profile work | Higher because electrode strategy matters |
| Typical business use | Precision plates, inserts, punches, delicate profiles | Mold cavities, formed details, inaccessible internal shapes |
| Main limitation | Needs a start point and through-path | Electrode build adds time and cost |
A manager doesn't have to choose one for the whole plant. You choose by feature. If your team is evaluating equipment or process capability, reviewing available CNC EDM machine options can help frame what belongs in-house versus what should stay external.
If the feature is a contour through conductive material, start by asking whether wire EDM can do it. If the feature is a cavity, assume sinker EDM until proven otherwise.
Unlocking Precision Tolerances Surface Finish and Materials
A tolerance callout only has value if the part arrives on the line, passes inspection without debate, and drops into the assembly without bench work. That is where EDM earns its keep in production. It gives teams a way to hold demanding geometry in hard conductive materials without adding cutting forces that bend thin sections or drive tool wear into the quote.
Tolerance only matters when it repeats
Managers should judge EDM capability by repeatability across a lot, not by the best number a shop can hit on one sample part. In practice, EDM is often chosen because it can hold close tolerances in hardened tool steel, titanium, carbide, and other conductive materials that create more variation in conventional machining, especially when features are thin, narrow, or heat-sensitive.
The business effect is easy to measure:
- Assembly fit improves because mating parts stop needing hand adjustment.
- Inspection time drops when dimensions stay centered instead of drifting lot to lot.
- Scrap risk falls on fragile features because the process does not push on the workpiece.
- Cost predictability improves in hard alloys because tool wear is not the main variable.
For semi-automated cells, that repeatability matters even more. A robot, pallet system, or vision-guided inspection step cannot compensate for a process that wanders. If EDM is going into a regulated workflow, the capability target should be stable output that supports documented inspection limits, not a one-time demonstration part.
Surface finish is only part of the surface question
A fine Ra value does not automatically mean the surface is production-ready.
EDM changes the surface by thermal erosion, so managers need to ask about recast layer, heat-affected zone, and what post-processing is planned for the feature's actual job. That matters on wear surfaces, sealing features, and thin sections that will see cyclic loading. A part can look good under basic visual inspection and still create downstream trouble if the surface condition was never reviewed against function.
For GMP-aware operations, this is a control issue as much as a machining issue. If the part goes into validated equipment, product-contact tooling, or a mechanism with documented maintenance intervals, the process route should define more than finish. It should define skim passes, cleaning method, inspection method, and any follow-on polishing or treatment required before release.
A good EDM surface is not just smooth. It is stable, inspectable, and appropriate for the part's service condition.
That is why capable suppliers talk about surface integrity and process control together. They should be able to explain what they leave on the part, what they remove afterward, and how they verify consistency from first article through routine production.
Material choice affects sourcing and workflow design
EDM only works on conductive materials, but within that limit it gives engineering more freedom than many teams realize. Hardened steels, titanium alloys, carbides, and nickel-based materials often turn a conventional process plan into a fight over tool life, distortion, burrs, or secondary operations. EDM changes that trade-off. The process is usually slower on pure removal rate, but it can reduce rework, preserve difficult geometry, and keep tolerance risk under control.
That has practical value for plant managers. Engineering can keep a performance-driven material selection. Purchasing can compare suppliers on process control rather than just hourly rate. Quality can build a cleaner inspection plan because the process is more predictable on difficult features.
In regulated environments, the better question is not whether EDM can cut the material. The real question is whether EDM gives you a more controllable route for the feature, the inspection plan, and the release process. When the answer is yes, the slower cut speed is often the cheaper decision.
Designing for EDM Success DfM Guidelines for Managers
A part gets approved in design review on Tuesday. By Friday, the supplier quote is 30 percent higher than expected, lead time has slipped, and nobody can explain the jump without pulling up the drawing. That usually points to DfM decisions, not supplier pricing. With EDM, cost is set early by feature geometry, access, handling, and inspection strategy.

For EDM machined parts, good DfM means reducing process friction before the job reaches the machine. Managers should care because EDM hours are expensive, setup errors are slow to recover, and regulated production adds documentation, cleaning, and release steps that multiply the cost of a bad drawing.
Design choices that lower cost early
EDM handles features that are difficult to mill or grind, but it still punishes poor geometry. The fastest way to lose margin is to send a part into quoting with details that force slow cutting, unstable flushing, extra electrodes, or delicate manual handling between operations.
Push your team on these decisions during review:
- Relax internal corners where function allows it: Very small inside radii increase cycle time and raise process sensitivity. If the corner is not doing locating, sealing, or clearance work, give it room.
- Create a path for flushing: Deep pockets and trapped cavities hold debris. That hurts cut stability and surface consistency, especially on fine features.
- Apply tight tolerances only where they pay back: Datums, fits, and sealing surfaces deserve attention. Cosmetic or nonfunctional faces usually do not.
- Match the feature to the EDM method: Through profiles often suit wire EDM. Blind forms, textured details, and closed cavities often suit sinker EDM.
- Check electrode practicality early: Complex cavity shapes may be possible, but electrode design, wear management, and inspection can turn a clever feature into a recurring cost.
One question works well in design meetings: which feature is driving the quote? In many cases, one cavity, one corner condition, or one access problem explains most of the premium.
What managers should push in design review
The drawing should show more than geometry. It should support a stable manufacturing route. That matters even more when EDM is one step inside a semi-automated line, because a feature that is machinable can still create bottlenecks in loading, washing, inspection, or traceability.
Ask for these before release:
- A feature-by-feature process plan. Mark which surfaces need EDM, which can be produced another way, and where handoff points occur.
- A handling plan. Thin parts, sharp details, and small contact areas often survive machining and get damaged in transfer trays, washing baskets, or manual inspection.
- An inspection plan tied to function. Measure what affects fit, wear, sealing, or assembly timing. Avoid loading the control plan with dimensions that add cost and do not reduce risk.
- A post-EDM disposition. Define whether the part goes straight to the next cell or requires finishing, cleaning, passivation, or additional review.
- A documentation path for regulated work. If the part supports medical, pharma, or other controlled production, align the route with GMP requirements in manufacturing before the drawing is released.
I also advise managers to ask how the part will move through the cell when the operator is busy and the line is full. That is where weak DfM shows up. If the answer depends on extra touch time, tribal knowledge, or one highly experienced setup person, the process is not ready for repeatable production.
A short visual refresher can help align design and manufacturing teams before release:
Manager's checkpoint: The drawing is complete when machining, inspection, handling, cleaning, and release all work at production scale.
Strategic Applications and GMP-Aware Integration
EDM has the most value when it's treated as part of a production system, not as a disconnected specialty step. That matters in every industry, but it's especially important in medical manufacturing, where the part isn't the only thing being judged. The process, documentation, acceptance criteria, and traceability all matter.

Where EDM fits in an optimized line
EDM often earns its place in production environments that need one or more of the following:
- Tooling for semi-automated stations: Nests, wear inserts, punches, and hardened details that must hold shape over time.
- Medical components and instruments: Conductive parts with tight dimensional control and delicate features.
- Mold and insert work: Precision cavities, shutoffs, and details that support downstream molding quality.
- Automation components: Thin-section or precision parts that shouldn't be loaded with cutting force during manufacture.
The process becomes more valuable when it is planned around upstream and downstream constraints. Raw stock prep, part identification, washing, inspection, and packaging all need to support the EDM step. Otherwise, a precise process gets buried inside a messy route.
What GMP-aware integration looks like in practice
For medical production, wire-cut EDM specifications often call for wire diameters of 0.05 to 0.3 mm and machine acceptance criteria that explicitly include machining accuracy, repeatability, positional accuracy, and surface finish in the IIT Bombay wire-cut EDM technical specifications. That tells you something important. In regulated work, theoretical machine capability isn't enough. You need validated performance.
A GMP-aware EDM workflow usually includes:
- Defined machine acceptance standards: Not just "it cuts well," but documented accuracy, repeatability, and finish performance.
- Traceable routing: Operators must know which machine, program, wire, setup, and inspection path were used.
- Controlled handoffs: Cleaning, handling, and staging must protect the feature quality EDM created.
- Validation mindset: Process settings can't live only in a skilled operator's memory.
If your operation is building regulated products, understanding GMP in manufacturing environments helps frame why integration discipline matters as much as machining capability.
Plants usually struggle here for one reason. They treat EDM as a job-shop event rather than a controlled production node. That creates paperwork gaps, requalification headaches, and preventable delays when quality asks how a critical feature was produced and verified.
Choosing Your EDM Partner Vetting for Production Success
The wrong supplier can make EDM look expensive, slow, and unpredictable. The right one makes it look disciplined. Price still matters, but on EDM work, the cheapest quote can become the costliest route if the supplier lacks process control, design support, or documentation discipline.
Questions that reveal real capability
Ask direct questions. The answers will tell you whether you're talking to a production partner or a shop that just happens to own EDM equipment.
- How do you control repeatability? You want a concrete answer about setup consistency, offsets, inspection, and documented process control.
- What do you challenge on the drawing? A capable partner should point out geometry that drives unnecessary time, risk, or secondary work.
- How do you handle regulated or validated work? If the answer is vague, assume the handoff into your quality system will be painful.
- What happens when a part needs post-EDM treatment? Shops that only talk about cutting may miss the actual performance requirement.
What good partners do differently
Strong EDM suppliers don't just quote what you send. They help classify features by risk, identify where EDM adds value, and flag where another process should take over.
Look for evidence of these behaviors:
- They separate prototype thinking from production thinking. A part that's possible once isn't necessarily stable in a release program.
- They talk about inspection and routing, not only machine capability.
- They understand fixtures, automation, and handling. That matters if the part is moving into a semi-automated line.
- They can discuss wire work and broader process options with context, not just machine names from a catalog.
If you're screening suppliers for wire capability specifically, reviewing their approach to wire cut EDM machines and applications can quickly show whether they think like equipment sellers, job shops, or manufacturing partners.
The best EDM partner reduces uncertainty before production starts. That's worth more than a low piece price with high launch risk.
Frequently Asked Questions About EDM Machining
Is EDM always the expensive option
No. EDM is expensive when it's used for the wrong features, the wrong tolerances, or late-stage rescue work. It becomes cost-effective when it replaces unstable conventional machining, reduces scrap, or eliminates repeated manual correction on hard materials and delicate geometry.
A common mistake is comparing EDM only on hourly rate. The better comparison is total production cost, including tooling wear, scrap exposure, labor, inspection friction, and quality escapes.
When should you choose something other than EDM
Choose conventional CNC, grinding, stamping, or laser-based methods when they match the part better. If the material is easy to cut, the geometry is open, and the tolerances don't justify EDM, another process may be faster and simpler.
EDM earns its keep when contact forces, tool wear, or geometry complexity become the constraint. If those constraints aren't present, don't force EDM into the route.
What slows implementation more than machining itself
In many plants, the slow part isn't the spark erosion. It's the integration work around it. Industry reports cited in the verified brief note that 68% of medical manufacturers face delays from non-integrated EDM processes in automated, traceable, GMP-compliant lines. That fits what many teams experience in practice. The cutting step may be capable, but the routing, documentation, part handling, and validation plan aren't ready.
The fix is operational, not theoretical:
- Define the EDM step in the full route
- Tie inspection to function, not habit
- Control part identification and traceability
- Decide early whether EDM is in-house, outsourced, or hybrid
- Plan for post-EDM cleaning and release criteria
Managers usually don't need more EDM theory. They need fewer surprises between engineering release and production launch.
If you're evaluating how EDM fits into a semi-automated line, a regulated production cell, or a broader manufacturing improvement plan, System Engineering & Automation can help you assess the right level of process integration, tooling, fixtures, controls, and automation support to improve throughput, reduce labor dependency, and keep quality requirements under control.