You're probably dealing with a production line that still gets the job done, but only with constant supervision. An operator catches small defects by feel. A lead hand steps in when changeovers drag. Maintenance resets the same station twice a week. Quality wants tighter control, operations wants more output, and finance wants a payback story that doesn't depend on fantasy.
That's where most automation decisions start.
The practical question isn't whether automation belongs in your factory. It's what level of automation fits your product mix, labor reality, validation burden, and budget. For many small and mid-sized manufacturers, especially medical device makers, the best answer isn't a fully automated line. It's a right-sized combination of custom tooling, fixtures, semi-automatic stations, integrated controls, and better production data.
Table of Contents
- Why Every Manufacturer Is Rethinking the Production Line
- Finding Your Automation Starting Point
- Key Benefits Beyond Reducing Labor Costs
- The Smart Factory Implementation Roadmap
- Navigating Costs and Calculating Real ROI
- Automation in GMP and Regulated Environments
- Choosing the Right Automation Partner for Your Factory
Why Every Manufacturer Is Rethinking the Production Line
Manufacturers aren't rethinking production because automation is fashionable. They're rethinking it because the old balance no longer holds. Labor is harder to plan around, quality expectations keep tightening, and customers still expect shorter lead times with more product variation.
That pressure shows up everywhere on the floor. A manual assembly process may still be technically capable, but it becomes fragile when output depends on one experienced operator. A legacy station may still cycle, but it slows the whole line when adjustments live in tribal knowledge instead of controls, sensors, and clear operator prompts.
Industrial automation has moved well past niche adoption. The global industrial automation and control systems market is estimated at USD 226.76 billion in 2025 and projected to reach USD 504.38 billion by 2033, according to Grand View Research's industrial automation market analysis. That matters because it reflects how manufacturers now treat automation as a standard competitive tool for throughput, precision, and resilience.
Practical rule: The best automation solution is the one that removes your biggest production constraint without creating three new ones.
For a mid-sized manufacturer, an automation solutions factory approach usually starts smaller than expected. It may be a fixture that controls part positioning. It may be a semi-automatic press station with poka-yoke sensors and a simple PLC. It may be barcode-driven work instructions tied to lot traceability. Those projects don't sound glamorous, but they often solve the underlying problem.
The shift is from replacement to reinforcement
Many teams still frame automation as a people-versus-machines decision. On real production floors, it's usually a process design decision. You automate repetitive, error-sensitive, or ergonomically poor tasks. You keep human judgment where inspection, dexterity, or frequent product changes still matter.
That's why the right conversation isn't “How do we automate everything?” It's “Which tasks should stay manual, which should be assisted, and which should be controlled automatically?” Plants that ask that question early usually spend more wisely and ramp faster.
Finding Your Automation Starting Point
The easiest way to make a bad automation decision is to jump straight to equipment. Start with task type, product variability, and failure mode. If a process changes every week, a rigid machine can become an expensive obstacle. If a process repeats the same motion all day and defects come from inconsistent handling, manual work is often the wrong place to stay.
Studies show that about 60% of all occupations could automate at least 30% of their tasks, as noted by Convergix on manufacturing automation statistics. On the factory floor, that usually supports a mixed model. You don't replace the whole operation. You remove repetitive steps and reduce labor dependency where it hurts most.
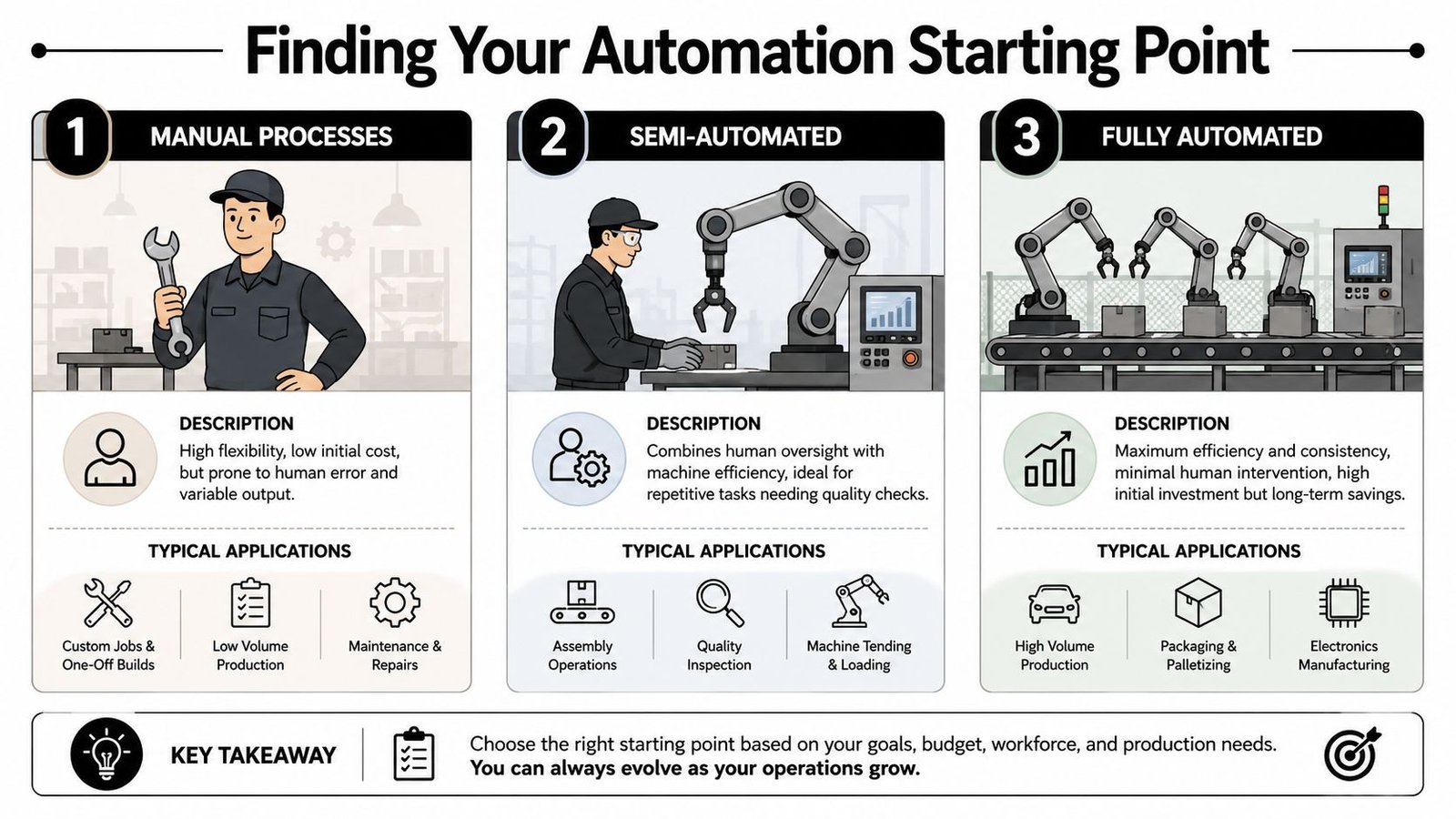
Three practical levels of factory automation
Think of automation like tooling in a machine shop. A hand tool, a powered fixture, and a CNC all have a place. The wrong choice isn't the cheapest or most advanced option. It's the one that doesn't fit the work.
| Level | Best fit | Main strength | Main trade-off |
|---|---|---|---|
| Manual with enhanced tooling | High-mix work, short runs, frequent changeovers | Low complexity and high flexibility | More operator dependence |
| Semi-automatic systems | Repetitive steps with quality risk or ergonomic strain | Good balance of control and flexibility | Needs thoughtful integration |
| Fully automated lines | Stable products, predictable volumes, limited variation | High consistency and low direct intervention | Highest capital and change cost |
Manual with enhanced tooling is often underrated. A precision fixture, torque control, sensor confirmation, or custom nest can stabilize output without forcing the line into a rigid sequence. If your problem is repeatability at one station, this can be the right answer.
Semi-automatic systems usually offer the strongest fit for SMEs. They let operators load, inspect, and respond while the machine handles pressing, dosing, indexing, welding, counting, or verification. That keeps human oversight where it adds value and removes variation where it causes scrap.
Fully automated lines make sense when the process is mature and demand is stable. They don't make sense just because automation sounds strategic.
How to decide where to begin
Use these filters before you commit to a concept:
- Look for repetitive failure points: If the same station drives rework, delays, or ergonomic complaints, that's usually the first candidate.
- Check product mix: A high-mix line often benefits more from modular fixtures and programmable recipes than from fixed transfer automation.
- Review changeover burden: If every change requires mechanical adjustment and operator interpretation, simplify that before adding complexity.
- Protect operator value: Keep people on inspection, exception handling, and change-dependent tasks. Automate the motion that doesn't need judgment.
A listening-first discovery process usually saves money here. Teams that spend time on the actual bottleneck before specifying hardware make better decisions, which is why many manufacturers start with automation consultations built around the production problem, not a preselected machine.
If you can't explain why a station should be automated in one sentence, it's probably too early to build it.
Key Benefits Beyond Reducing Labor Costs
Labor gets most of the attention because it's easy to understand. It's also too narrow. The deeper value of automation usually comes from tighter process control, fewer avoidable defects, safer workstations, and better visibility into what the line is doing hour by hour.

Quality and safety improve first
A well-designed semi-automatic station doesn't just move faster. It standardizes how the part is presented, clamped, processed, and confirmed. That cuts down on the small variations operators naturally introduce when they're rushing, fatigued, or training someone new.
The best examples are usually simple:
- Part presence sensing: Confirms the component is loaded before a cycle starts.
- Controlled force or torque: Prevents under-processing and over-processing.
- Recipe control: Keeps settings tied to the SKU instead of operator memory.
- Error-proof fixtures: Make it hard to load the wrong orientation.
Safety improves at the same time. Pressing, repetitive loading, awkward reaches, and hand-intensive inspection are common sources of strain and near misses. A practical automation upgrade removes the motion or puts guarding and interlocks around it.
Data changes how you run the line
Early automation projects often produce their best return when they improve data capture first. According to SCW.AI's overview of factory automation data paths, the highest ROI in early automation work often comes from instrumenting data collection through IoT devices, PLC connections, or OPC connections so teams can identify downtime patterns and quality issues in near real time.
That's a major shift for many mid-sized plants. Instead of relying on handwritten downtime notes or end-of-shift summaries, the line starts telling you when it stopped, where it stopped, and what was happening around the event.
A useful early-stage data layer often includes:
- Cycle and duration tracking: See whether slowdowns come from the machine, the operator, or upstream starvation.
- Reject and rework tagging: Tie defects to station, recipe, material lot, or time window.
- Operator interaction logging: Identify where HMI prompts, resets, or manual overrides happen too often.
- Utility and equipment status signals: Spot unstable support conditions before they become quality problems.
Better automation doesn't just move product. It makes production behavior visible.
For teams trying to improve throughput without a full rebuild, that visibility is often more valuable than another robot.
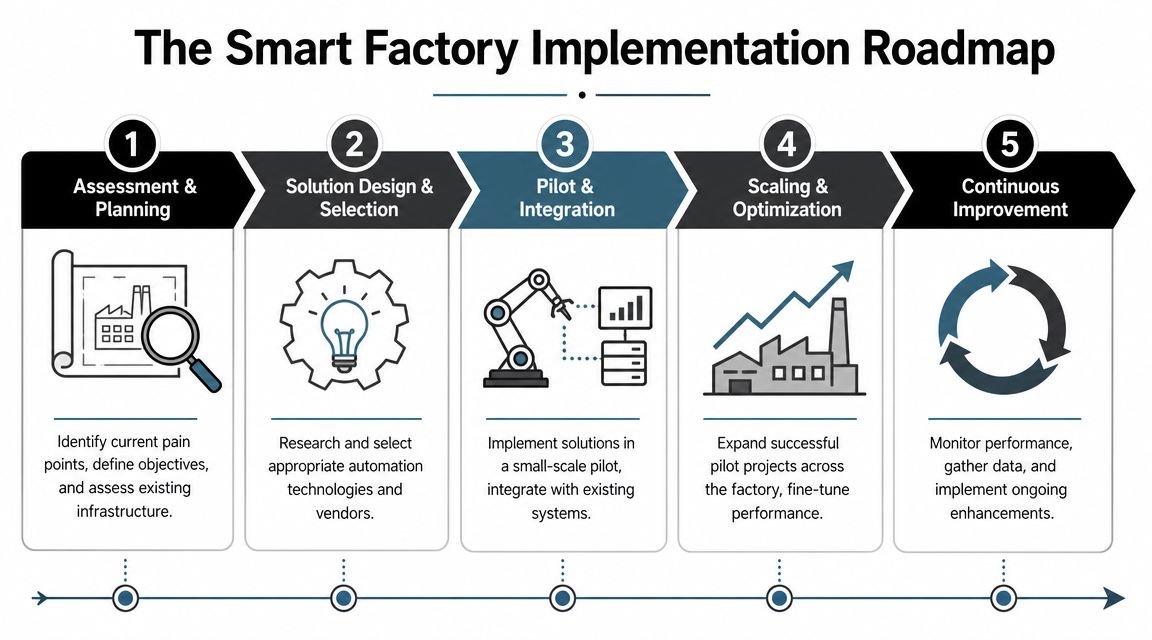
The Smart Factory Implementation Roadmap
Automation projects go sideways when teams treat them like equipment purchases instead of engineering projects. A smart implementation starts with process understanding, then moves through design, build, testing, installation, and support with clear decision points.
Start with scope before hardware
The first step is identifying the exact production problem. Not the broad complaint. The specific failure. Is the issue a bottleneck, an ergonomic risk, inconsistent assembly, excessive handling, poor traceability, or too much changeover time?
That definition drives everything that follows. Good scoping usually covers:
Current state review
Watch the process run. Don't rely only on SOPs or assumptions. Real cycle losses usually show up in handoffs, resets, micro-stops, and adjustments.Success criteria
Define what better looks like in operational terms. Fewer defects, more stable cycle time, simpler changeovers, improved traceability, or lower operator burden.Constraint check
Include floor space, existing utilities, legacy controls, operator access, cleaning requirements, and quality documentation needs.
A strong concept phase prevents expensive rework later. It's also the point where teams benefit from experienced automation systems design support that turns process needs into buildable equipment concepts.
Build in layers, not as one giant system
A strong architecture separates the system into layers: field devices such as sensors and actuators, PLCs for machine control, HMI or SCADA for supervision, and MES or ERP for business integration, as described in this overview of layered factory automation architecture. That layered approach improves troubleshooting and scalability because each layer handles a different job.
In practice, this means:
- Field layer: Sensors, actuators, valves, drives, scanners, and safety devices handle real-world machine interaction.
- Control layer: The PLC executes deterministic logic, interlocks, alarms, and machine sequencing.
- Supervisory layer: HMI or SCADA presents status, prompts, recipes, and alarm handling to operators and supervisors.
- Business layer: MES and ERP use production data for scheduling, traceability, and reporting.
Trying to collapse those roles into one oversized control scheme usually creates headaches later. A screen change shouldn't require reworking machine logic. A reporting update shouldn't disrupt interlocks.
A short visual overview helps if you're aligning technical and non-technical stakeholders:
Commission with fewer surprises
The build phase matters, but testing matters more. Mechanical fabrication, controls programming, and HMI development should lead into structured acceptance testing before the system reaches the production floor.
A disciplined commissioning path usually includes:
- Factory acceptance testing: Confirm core functions, alarms, sequence logic, and safety behavior before shipment.
- Site installation planning: Coordinate utilities, floor layout, guarding, and operator access before the machine arrives.
- Operator and maintenance training: Teach normal operation, fault response, and basic upkeep in plain language.
- Ramp support: Expect tuning after startup. The first production days reveal edge cases that no meeting will uncover.
Plants that skip these steps usually pay for it in startup delays, workaround culture, and unstable output.
Navigating Costs and Calculating Real ROI
Most automation proposals fail internally for one of two reasons. Either the project is too vague, or the ROI is built on labor savings alone. Both are weak foundations.
The better approach is to price the full solution and measure the full return. That means equipment cost, controls engineering, integration time, validation effort if applicable, training, maintenance access, spare parts strategy, and future change flexibility all belong in the discussion.
What actually drives project cost
Two stations can look similar on the floor and have very different project costs. The difference usually comes from complexity, not size.
Common cost drivers include:
- Custom mechanical design: Fixtures, nests, guarding, precision handling, and change parts.
- Controls scope: PLC programming, HMI development, recipe management, safety logic, and communications.
- Integration work: Tying new equipment into conveyors, upstream processes, traceability systems, or plant data collection.
- Validation and documentation: Heavier in regulated environments because software, alarms, and process controls need more disciplined records.
- Serviceability: Access for cleaning, maintenance, and changeovers affects design time and long-term ownership cost.
Large capital projects are hard to justify when product mix changes often. That's why Eclipse Automation's discussion of reshoring and automation trade-offs emphasizes avoiding over-automation and focusing on targeted bottlenecks with modular cells and flexible tooling rather than full-line conversion.
What belongs in the ROI calculation
If you only count direct labor, you'll miss the strongest reasons many projects get approved. Real ROI often comes from stacked improvements across production, quality, and risk.
Use a business case that includes:
| ROI area | What to examine |
|---|---|
| Throughput | Whether the bottleneck station can produce more consistent output with fewer interruptions |
| Quality | Scrap, rework, manual variation, and the cost of defects escaping downstream |
| Changeovers | Setup burden, recipe selection, adjustment time, and first-piece confidence |
| Safety and ergonomics | Repetitive strain exposure, guarding needs, and manual handling risk |
| Operational resilience | Reduced dependence on a small number of highly experienced operators |
The fastest payback usually comes from removing one expensive source of instability, not from trying to automate the whole plant at once.
For many manufacturers, the strongest automation solutions factory strategy is to fund one right-sized project, prove the operational gain, and expand from there.
Automation in GMP and Regulated Environments
In regulated production, automation has to do more than run reliably. It has to support control, traceability, and documentation in a way that stands up to review. A fast machine that creates weak records or uncontrolled changes is a compliance problem, not an improvement.
That's especially true in medical device manufacturing. In quality-critical industries, automation must support process control, validation, and audit readiness, as discussed in Convergix's article on automation in labor-constrained manufacturing. The practical question is how to automate while staying compliant.
What GMP-aware automation looks like on the floor
A GMP-aware system is designed around repeatability and evidence. It should help the operator do the process correctly and help the quality team prove that the process stayed under control.
That usually means:
- Controlled recipes: Approved settings tied to product or lot, not entered from memory.
- Traceable events: Key actions, alarms, and parameter changes recorded in a consistent way.
- Material and unit identification: Barcode or scan-based confirmation where traceability matters.
- Cleanable design choices: Surfaces, guarding, and component placement that support housekeeping and contamination control.
- Structured user access: Different permissions for operators, maintenance, engineering, and quality.
Validation has to shape the design
Validation is where many otherwise solid automation concepts struggle. If IQ, OQ, and PQ expectations arrive after the machine is built, teams often end up patching documentation and rewriting software behavior under time pressure.
A better approach is to design with validation in mind from the start:
Define critical process parameters early
Know which values matter for product quality and how the system will control or record them.Make alarms meaningful
Don't flood operators with nuisance messages. Alarm structure should support action and review.Control changes formally
Software revisions, recipe edits, and hardware substitutions should be easy to document and approve.Prepare usable records
Batch-related information, event history, and test documentation need to be accessible, accurate, and reviewable.
In regulated manufacturing, a machine isn't finished when it runs. It's finished when the process, records, and controls all hold together.
That's why custom semi-automation can be a strong fit in GMP settings. It often gives you tighter control at the critical station without forcing unnecessary complexity across the whole line.
Choosing the Right Automation Partner for Your Factory
The wrong automation partner will sell you complexity. The right one will challenge assumptions, narrow scope, and build only what the process needs.
When you evaluate vendors, look past the rendering and ask harder questions. Do they understand semi-automatic systems, not just full-line automation? Can they design custom tooling and fixtures when a simpler solution is the better answer? Do they think about maintenance access, operator use, and changeovers early? If you're in a regulated industry, do they understand validation pressure, traceability, and documentation discipline?
A capable partner should also manage the full project path. Concepting, mechanical design, controls, fabrication, testing, installation, and support all need to connect. If those handoffs are weak, the production floor pays for it later.
Use this short checklist when comparing options:
- Process fit: They start with your bottleneck, not their favorite platform.
- Design range: They can deliver manual, semi-automatic, and fully automated solutions.
- Controls depth: They build systems that operators can run and technicians can maintain.
- Regulated experience: They understand what quality-critical production requires.
- Post-installation support: They stay involved after startup.
If you're comparing providers, reviewing experienced industrial automation companies with practical manufacturing focus can help clarify what good support should look like.
Successful automation isn't about building the most advanced line. It's about building the right one.
If you're looking for a practical partner to improve throughput, quality, and flexibility without overbuilding the solution, System Engineering & Automation provides cost-effective manufacturing automation, semi-automatic systems, custom tooling, integrated controls, and GMP-aware engineering support suited for real production needs.