Demand goes up first. Capacity problems show up right after.
A plant manager usually sees the same pattern. Overtime starts climbing. Supervisors begin shifting people around to keep one station from starving another. The line still runs, but not cleanly. Scrap discussions get louder, maintenance gets pulled into production firefighting, and every “quick fix” creates a little more variation than the process can comfortably absorb.
That's the point where attention often turns to high speed machines.
The mistake is treating that search like a hunt for the biggest RPM number on a brochure. In practice, speed only helps when the whole system can support it. If the machine outruns the fixture, the operator, the inspection method, the feeder, or the recovery logic, you haven't optimized production. You've just moved the bottleneck and made it harder to diagnose.
For manufacturers trying to improve output, the right high-speed approach is usually broader than a single machine purchase. It can mean a new machining platform, a semi-automated cell, smarter controls, better fault recovery, upgraded tooling, or a line redesign that removes dead time between operations. The business case comes from sustainable throughput, repeatable quality, and maintainable equipment. Not from speed in isolation.
Table of Contents
- When Your Production Line Can't Keep Up
- Defining High Speed Machines Beyond RPM
- How Industries Win with High Speed Automation
- Key Performance Metrics That Drive ROI
- Selecting the Right High Speed Automation Strategy
- Common and Costly Pitfalls to Avoid
- How to Evaluate Your Automation Partner
When Your Production Line Can't Keep Up
The familiar scenario looks like this. Orders are healthy, but the line is flat out. One station consistently sets the pace for everyone else, and every attempt to push output harder starts creating side effects. Parts queue up between operations. Changeovers take longer than planned because the crew is rushing. A reject at the wrong point in the process creates rework, delay, and a scheduling problem that spills into the next shift.
That's when high speed machines start getting discussed in production meetings. Sometimes the idea comes from machining. Sometimes it comes from assembly or packaging. Either way, the underlying problem is the same. The factory needs more throughput, but it can't afford to buy it with instability.
The pressure isn't only about output
Most plants don't hit a wall because one machine is technically slow. They hit a wall because the whole process has accumulated too much friction.
A manager might have:
- Manual handling between stations that adds delay and variation
- Operators tied to repetitive loading tasks instead of process control
- Equipment that runs acceptably at steady state but struggles during starts, stops, and changeovers
- Quality checks placed too late to prevent wasted work
That's why a serious speed initiative usually starts with the actual process map, not the vendor quote.
Practical rule: If your line only performs on its best day with its best operator, you don't have capacity. You have a narrow operating window.
In many plants, the first real gain comes from removing dead time. Better part presentation, fixture redesign, smarter sequencing, or a targeted automation step can matter as much as raw machine speed. Teams looking to reduce cycle time in production usually find that waiting, handling, and recoveries consume more time than they expected.
What the plant manager actually needs
A plant manager doesn't need a machine that looks impressive on a spec sheet. They need a process that runs predictably on Monday morning, after lunch, and during second shift.
That means asking harder questions early:
- Where is the true bottleneck? Not the loudest one. The one that controls shipped output.
- What happens after a fault? Some systems recover in minutes. Others need a technician and a reset ritual.
- Can the process hold quality at speed? If not, faster motion just makes bad parts sooner.
High speed machines make sense when they solve the plant's real constraint. They don't make sense when they add motion to a process that's already unstable.
Defining High Speed Machines Beyond RPM
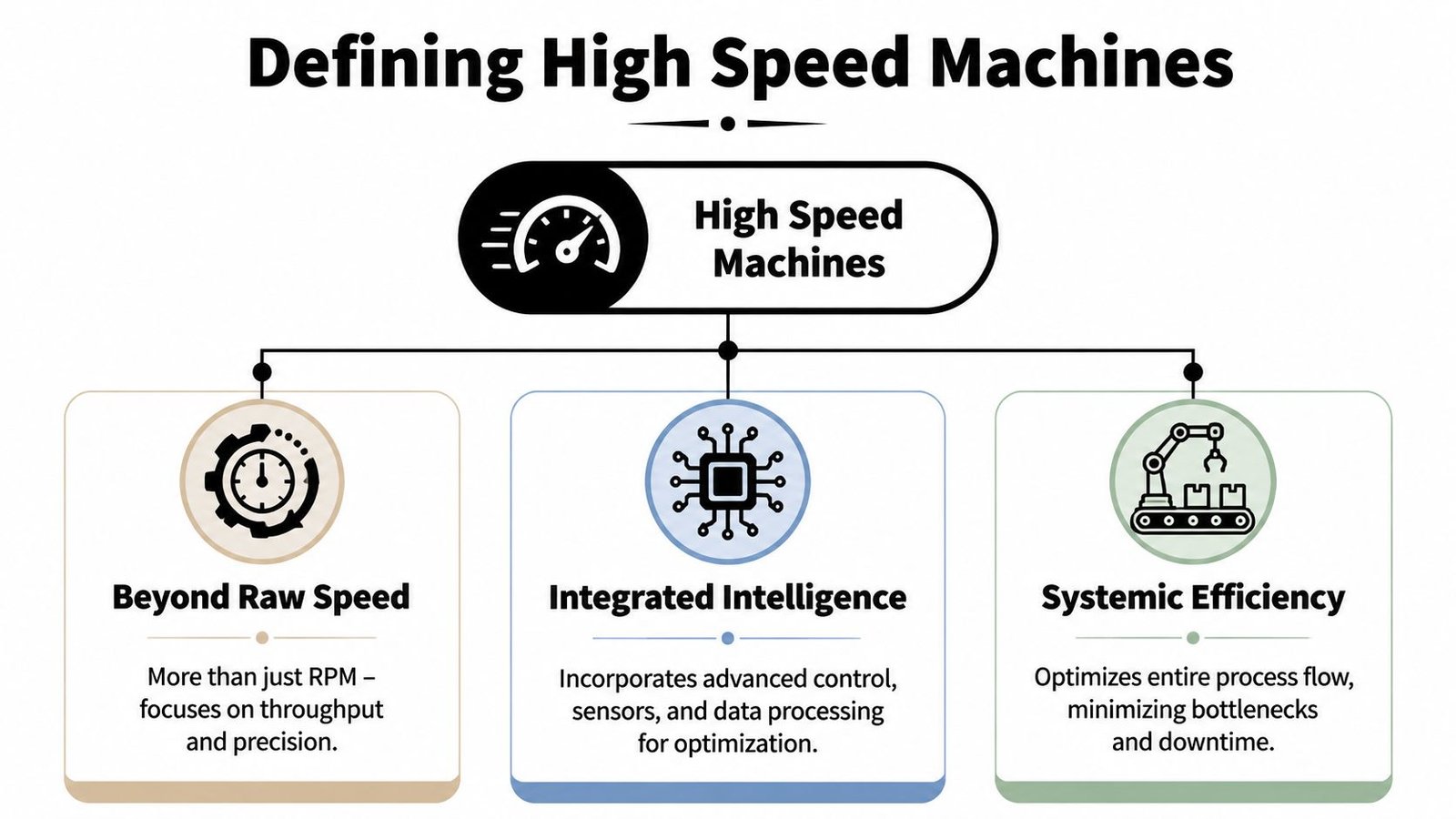
High speed machines aren't defined by one number. That's the first point worth clearing up.
In electrical machinery, high-speed classification often begins at 20,000 rpm and above, and high-speed applications often begin around 450 Hz in electrical frequency terms, according to Aalto University's overview of high-speed machines. In CNC work, the meaning shifts. One industry description places high-speed machining at spindle speeds of 3,000 to 6,000 rpm with cutting speeds 5 to 10 times faster than conventional methods, while another defines it more broadly with spindle speeds of 10,000 to 100,000 rpm and feed speeds of 40 to 180 m/min, as outlined in this high-speed machining reference.
Those numbers matter, but they don't tell the whole story.
Why the definition changes by application
A spindle, motor, servo axis, and transfer system all experience “speed” differently. A machine builder may talk about spindle rpm. A controls engineer may focus on response time, acceleration, and synchronization. A production manager usually cares about one thing. How many good parts leave the line without turning maintenance into a daily emergency.
That's why the practical definition is broader. A high speed machine is a system designed to increase throughput while preserving process control.
Three capabilities usually separate real high-speed systems from conventional equipment:
- Motion that stays usable under load. Fast travel in open air means little if the machine loses stability in the cut or during part handling.
- Controls that coordinate events cleanly. At higher speeds, poor timing shows up fast in misfeeds, jams, and variation.
- A mechanical platform that holds alignment and thermal stability. Without that, the machine may be fast only for short runs.
What buyers should look at besides top speed
A machine can advertise a very high spindle speed and still disappoint in production. The same is true for automation cells with impressive indexing or pick-and-place motion. If acceleration, rigidity, balancing, and software recovery are weak, speed becomes fragile.
High speed capability is really a package. Motion, control, thermal behavior, and recoverability have to support each other.
From a business standpoint, that's why manufacturers pursue high speed systems at all. The engineering payoff is a better tradeoff between efficiency and power density in advanced applications, as noted by Aalto. On the shop floor, that translates into a smaller operating window between “running well” and “creating problems” unless the machine is engineered as a complete system.
A buyer should ask for the operating envelope, not just the peak value. Ask what material, part geometry, duty cycle, and recovery conditions the quoted speed assumes. That answer tells you whether you're reviewing a production asset or a brochure number.
How Industries Win with High Speed Automation
A line starts missing shipment dates. Overtime goes up, operators keep clearing small jams, and quality starts drifting near the end of the shift. In that situation, faster equipment helps only if it improves the whole production system. The plants that get real value from high speed automation use it to produce more good parts with less intervention, fewer disruptions, and cleaner recovery when something goes wrong.

Medical and regulated production
Medical device manufacturing makes the point clearly. A station can run fast and still create trouble if reject handling is unclear, line clearance takes too long, or part history is hard to verify. In GMP-aware environments, managers need a process that stays controlled during faults, restarts, and product changes.
High speed automation works well here because it reduces manual variation in repetitive handling and inspection-related moves. It also gives engineering teams a better way to standardize motion, interlocks, and part tracking across shifts. That matters more than headline speed in plants where documentation, traceability, and validation effort affect margin.
Many teams investing in real-time automation systems want immediate response to a misfeed, position error, or missing component. They do not want to discover the problem after bad product has moved downstream.
Packaging, electronics, and precision machining
Packaging lines usually win with high speed automation by keeping product flow steady from infeed to discharge. Feeding, orientation, transfer, verification, and reject handling have to stay coordinated at production rate, not only during a short demo run. A line that needs constant operator attention to stay in cycle will erase much of the labor and throughput gain it promised.
Electronics assembly puts pressure in different places. Small components, tight placement windows, and frequent product changeovers reward compact motion, accurate presentation, and fault recovery that operators can execute without calling engineering every time. In these environments, the best high speed system is often the one that returns to a stable state quickly after a stop.
Precision machining is its own case. Some jobs reward high spindle speed, especially with lighter materials and features that benefit from faster cutting conditions. Other jobs depend more on torque, rigidity, thermal control, and predictable tool engagement. Shops that choose well match the machine to the material, part geometry, and duty cycle instead of buying around the biggest rpm number.
A video example helps show how that broader automation picture looks in practice.
The pattern is consistent across industries. High speed automation pays off when it improves output, keeps quality stable, and stays maintainable for the people who have to run it every day.
Key Performance Metrics That Drive ROI
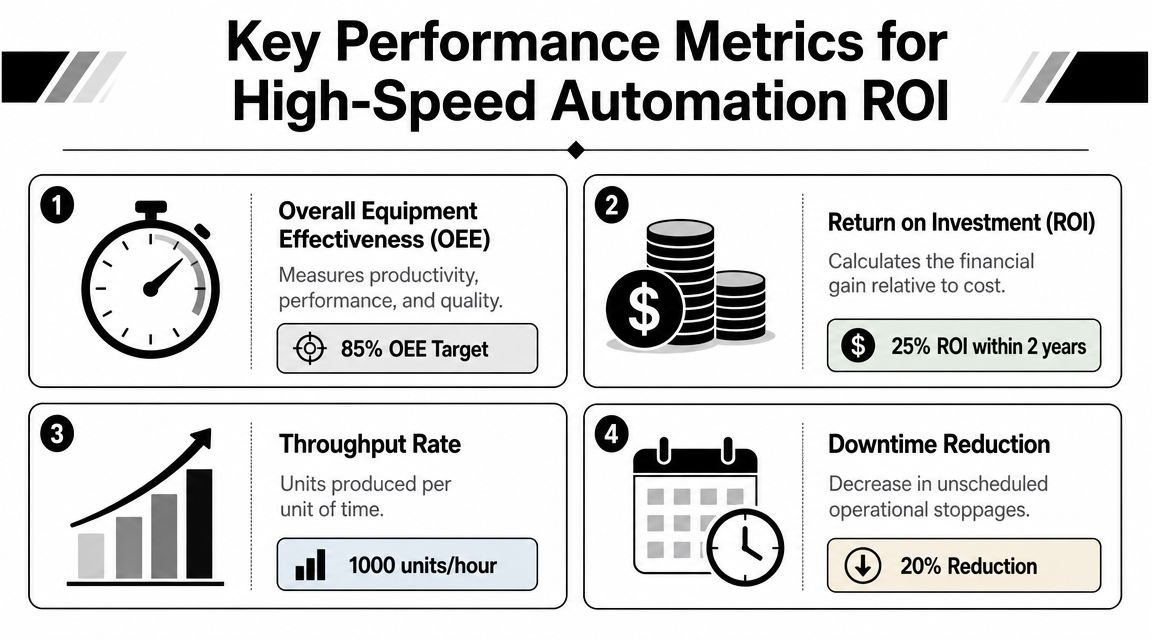
If you want a realistic business case for high speed machines, measure the production result, not the headline spec.
The first trap is judging the project by advertised cycle time alone. A line can post an impressive cycle under ideal conditions and still underperform over a shift because of stoppages, restarts, waiting for material, or awkward changeovers. That's why the right scorecard has to include both pace and stability.
Measure the full production result
A practical review usually starts with a short list:
- Throughput of good parts. Count shipped-quality output, not total machine cycles.
- Cycle time by operation. Break it down so you can see where handling, waiting, or verification is consuming time.
- Changeover performance. If the line only shines on long runs, the ROI may fall apart in a high-mix environment.
- Downtime behavior. Look at fault frequency, recovery steps, and who has to intervene.
- Operator load. A system that needs constant babysitting is more expensive than it appears.
Those metrics tell you whether the machine improves the plant's operating rhythm.
The machine that wins on ROI is usually the one your team can run consistently, maintain without drama, and recover quickly after a disruption.
Match the machine to the material and process
High-speed performance depends on balance. Makino's guidance is useful here because it shows why one speed target doesn't fit every job. A 33,000 rpm spindle can be ideal for aluminum, while titanium or hard-metal work may call for 4,000 rpm with 737 ft-lb torque, because the machine has to match the material, maintain stability, and avoid process instability at the cut, according to Makino's machining guidance.
That same principle applies outside machining. Faster indexing, transfer, or assembly motion only pays off if the mechanics, controls, and thermal behavior support it.
A useful ROI review asks:
- Did we increase good output per shift?
- Did we reduce secondary work or post-processing?
- Did maintenance calls go up or down?
- Did operators gain time for value-added work?
If the answer to the first question is yes but the rest are no, the project still has work to do.
Selecting the Right High Speed Automation Strategy
The fastest option is not automatically the smartest option.
Plenty of plants would benefit more from a resilient semi-automated cell than a fully automated line built right at the edge. That's especially true when product mix changes often, operators still perform critical judgment tasks, or maintenance resources are limited. The core question isn't whether you can automate aggressively. It's whether the resulting process will stay productive in normal factory conditions.
Speed strategy starts with failure mode
An important way to evaluate strategy is to ask what happens after the first problem. One industry discussion on high-speed machinery makes the point directly: the better question isn't “How fast can it run?” but “What happens when it stops, rejects a part, or needs changeover?” It also notes that in GMP-aware operations, speed only matters if it preserves traceability and repeatability, and that a semi-automated system with better fault recovery can outperform a faster but brittle fully automated line on ROI, as explained in this article on high-speed machinery considerations.
That should shape the strategy decision from day one.
Use this comparison as a starting point:
Automation Strategy Comparison
| Factor | Conventional Automation | Strategic High-Speed Automation |
|---|---|---|
| Primary goal | Replace labor in a defined task | Increase sustainable output without losing control |
| Line behavior during faults | Often requires manual workaround | Designed for quick fault isolation and recovery |
| Changeover mindset | Accept longer setup if runtime is steady | Treat setup and recovery as core performance issues |
| Fit for high-mix production | Can become rigid | Usually better when modular tooling and logic are planned early |
| Maintenance burden | May be acceptable at lower pace | Must be engineered for access, diagnosis, and repeatable service |
| Best use case | Stable process with modest pressure for speed | Bottlenecked process where uptime, quality, and speed all matter |
What to prioritize in the selection process
For many small and midsize manufacturers, the strongest strategy is phased improvement. Fix the constraint first. Add the automation level that solves the present problem without locking the plant into unnecessary complexity.
That may mean:
- Retrofitting a manual station with smart tooling, part presentation, or integrated controls
- Building a semi-automatic cell where the operator loads parts and the machine handles the precision sequence
- Adding full automation selectively only where the process is stable enough to justify it
System Engineering & Automation is one example of a provider that builds semi-automatic, fully automatic, and manual equipment along with tooling, fixtures, and integrated controls for manufacturers that need a fit-for-purpose solution rather than a one-size-fits-all package.
If a vendor's recommendation starts and ends with maximum speed, keep asking questions.
Common and Costly Pitfalls to Avoid
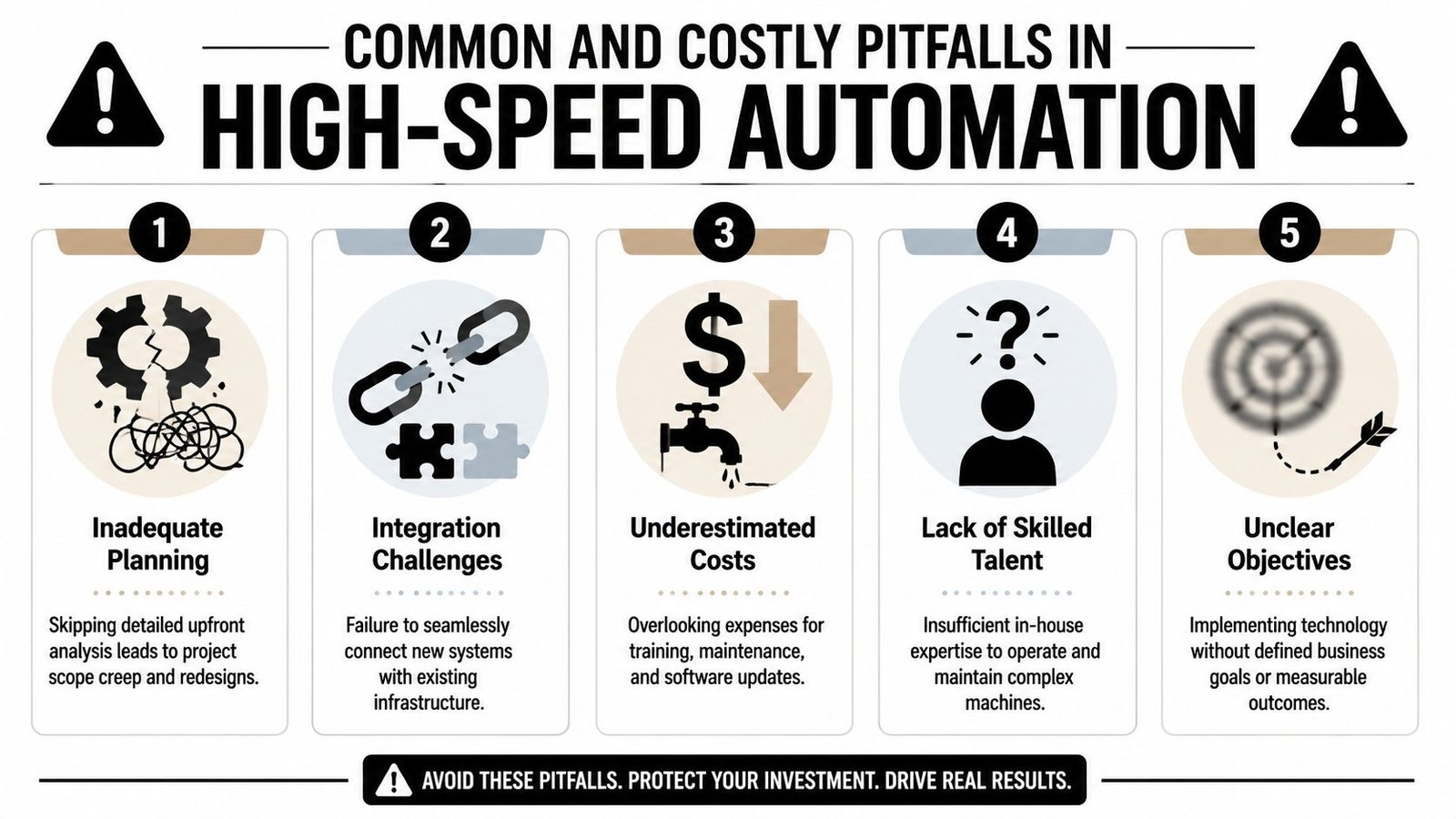
Most failed high-speed projects don't fail because motion wasn't fast enough. They fail because the process around that motion wasn't ready.
A team buys a machine to solve a capacity problem, but the feeder can't keep up. Or the tooling wears unpredictably, and no one notices until parts drift out of spec. Or the cell runs well during acceptance and becomes difficult to support once production starts changing products, operators, and priorities.
Where projects usually go sideways
One major mistake is assuming spindle speed or machine motion is the main technical challenge. Recent machining guidance points in a different direction. Keller Technology notes that high-speed machining increasingly depends on sensing and controls, including real-time monitoring and non-contact broken tool detection to avoid hidden scrap, tool breakage, and thermal drift, as described in Keller Technology's high-speed machining overview.
That lesson applies broadly to automation. If the machine can move faster than your process can verify, detect, and recover, you've created a sharper failure mode.
Common traps include:
- Weak monitoring. Problems show up late, after bad parts or damaged tooling have already accumulated.
- Poor service access. A compact layout may look efficient but become miserable to maintain.
- Automation islands. The new cell performs well alone and disrupts upstream or downstream flow.
- Undertrained operators and technicians. The machine becomes dependent on one expert.
- Ignoring changeover. The line looks efficient during one product run and underperforms across the full schedule.
A high-speed line that hides faults is more dangerous to margins than a slower line that exposes them early.
What to ask before approving the build
Before capital is committed, ask for specifics:
- How does the system detect tool, part, or feed problems in real time?
- What can an operator recover without maintenance support?
- How is thermal drift, wear, or gradual misalignment monitored?
- What upstream and downstream conditions were assumed in the design?
The best answers are concrete and operational. If the answers stay theoretical, the risk usually shows up later in scrap, downtime, and finger-pointing between departments.
How to Evaluate Your Automation Partner
The machine matters. The partner matters just as much.
A capable automation partner doesn't start by selling maximum complexity. They start by understanding the production goal, the current constraint, the quality requirement, and the maintenance reality inside your plant. If they can't talk comfortably about operator interaction, changeover, service access, and fault recovery, they probably won't build a line that performs well after installation.
Questions that expose real capability
You can learn a lot from a short vendor conversation if you ask the right questions.
Ask things like:
- What problem are you solving first? A strong partner can identify the actual bottleneck, not just propose equipment.
- What level of automation fits this process today? Good engineers will sometimes recommend semi-automation when full automation doesn't yet make sense.
- How do you handle validation, traceability, or GMP-aware needs? This is essential in regulated production.
- What happens during factory acceptance and after commissioning? The answer shows whether they think beyond delivery.
For plants making regulated or high-consequence products, the acceptance process is where many weak assumptions get exposed. A team that understands factory acceptance tests for automation systems is usually easier to work with because they know the machine has to prove functionality before it reaches your floor.
What good support looks like after installation
The best automation relationships don't end at startup. They include documentation your team can use, controls that are serviceable, reasonable spare-part planning, and support when the process changes.
Good automation support means your production team can keep the machine productive without treating the builder like a permanent crutch.
Look for a partner that can discuss:
- End-to-end scope from concept through commissioning
- Control integration and tooling design in the same conversation
- Maintenance expectations in plain language
- Scalable improvements so the first project doesn't trap the next one
That's the practical test. High speed machines should help your plant run better, not just run faster. The right partner understands that production, quality, maintenance, and engineering all have to live with the result.
If you're assessing where high speed machines fit in your operation, System Engineering & Automation provides manufacturing solutions that help optimize production through practical automation, integrated controls, tooling, fixtures, and GMP-aware system design. The useful next step is usually a review of your bottleneck, recovery needs, and changeover demands so the automation level matches your process, budget, and service reality.