You're probably dealing with some version of the same problem I see in a lot of plants. Output targets keep moving up. Experienced operators are hard to replace. Quality issues don't tolerate rework forever. Maintenance is already stretched, and every capital request gets tougher scrutiny than the last one.
That's usually when people start searching for industrial automation companies. Not because they want a flashy robot cell, but because they need a practical way to get more capacity, better consistency, and less operator dependence without creating a system the plant can't support.
The hard part is that many automation projects fail long before startup. They fail at the buying stage. A plant buys too much automation, too little support, or a system built around generic hardware instead of the specific process. The companies that help most aren't the ones with the best brochure. They're the ones that understand your line, your constraints, and the difference between a process that should be automated and one that should stay operator-assisted.
Table of Contents
- Why Your Automation Partner Is Your Most Critical Choice
- First Define Your Automation Needs and Goals
- Budgeting for Automation and Calculating Real ROI
- Your Vendor Capabilities Checklist
- Key Questions to Ask Potential Automation Partners
- Making Your Final Decision and Spotting Red Flags
Why Your Automation Partner Is Your Most Critical Choice
A plant manager usually doesn't wake up wanting automation. They want fewer stoppages, cleaner handoffs, better quality control, and a line that can hit schedule without depending on heroics every shift. Automation is just one path to that result.
That's why your partner matters more than the hardware catalog. The wrong vendor sells a machine. The right vendor studies the process, asks what must stay flexible, and helps you avoid buying complexity you'll regret six months later.
Industrial automation is no longer a narrow specialty purchase. The industrial automation and control systems market is estimated at USD 226.76 billion in 2025 and projected to reach USD 504.38 billion by 2033, according to Grand View Research's industrial automation market outlook. That matters because it tells you two things. First, automation has become mainstream manufacturing infrastructure. Second, you'll have no shortage of vendors competing for your budget.
A partner should narrow scope before expanding it
Good industrial automation companies don't start by pushing full-line automation. They start by identifying where downtime, variation, ergonomic strain, or repetitive handling are hurting output.
A useful partner should be able to help you answer questions like these:
- What is the true production constraint. Is it assembly time, part presentation, inspection, packaging, or changeover?
- Which steps demand repeatability. Pressing, dispensing, torque control, vision checks, and part tracking often justify automation earlier than other tasks.
- Where does operator judgment still matter. Product variation, delicate handling, and setup-heavy operations often benefit from semi-automation instead of lights-out equipment.
- What can your team maintain. A system that requires outside support for every small fault will become a production burden.
One practical option for manufacturers evaluating project scope is to work with a firm that provides automation system integrator solutions for manufacturers, especially when the project needs a mix of controls, tooling, fixtures, and line integration rather than a standalone machine.
Practical rule: If a vendor talks about hardware before talking about your process window, changeovers, operators, and maintenance resources, they're selling a package, not solving a manufacturing problem.
Real ROI usually comes from fit, not maximum automation
Small and mid-sized plants often get better results from right-sized systems than from the most advanced system on the market. A semi-automated station with poka-yoke tooling, PLC control, vision confirmation, and traceability can remove the highest-risk manual steps while preserving operator flexibility where it still adds value.
That's the difference between buying technology and building capacity. The partner you choose should function like an extension of your engineering team. If they can't speak clearly about validation, service access, spare parts, changeover, operator training, and long-term maintainability, keep looking.
First Define Your Automation Needs and Goals
Before you compare industrial automation companies, define the job you need done. Plants get into trouble when they ask for “more automation” instead of naming the exact production problem that needs to be fixed.
The most useful automation plans start with process definition, not equipment definition. If the target is vague, every proposal will look polished and none of them will be easy to compare.
Start with the bottleneck, not the machine
Write down the specific process step that is limiting output or quality. Don't say “assembly is slow.” Say which assembly step is slow, what the operator is doing, where variation occurs, and what downstream effect it creates.
A strong internal definition usually includes:
The process step
Name the operation. For example, part loading, dispensing, fastening, inspection, labeling, tray loading, or final packout.The pain point
State what goes wrong in practical terms. Maybe cycle time varies by operator. Maybe alignment is inconsistent. Maybe manual handling introduces damage risk.The success condition
Define what better looks like. More stable output, fewer handling errors, cleaner data capture, better ergonomics, easier training, or better traceability.The operating constraints
Include floor space, product mix, changeover frequency, utility limits, sanitation requirements, validation demands, and staffing realities.
Choose where people stay in the loop
Here, many manufacturers make the right decision or an expensive one.
A fully automated line makes sense when the process is stable, volumes justify it, part presentation is controlled, and product variation is low. Semi-automation makes more sense when you need repeatability in critical tasks but still rely on people for loading, visual judgment, changeovers, or mixed-model flexibility.
That distinction matters a lot in GMP-aware work and regulated production. A machine can standardize motion, force, timing, and verification. An operator can still manage exceptions, lot changes, and nuanced product handling better than rigid equipment in some environments.
Semi-automation often wins when the process has one or two high-risk manual steps, but the rest of the operation still benefits from human adaptability.
A quick decision check helps:
| Situation | Better fit |
|---|---|
| Repetitive task with stable inputs | Fully automated or highly automated |
| Frequent product changes | Semi-automated |
| Critical quality step needing repeatability | Automated station or controlled tooling |
| Low-volume, high-mix work | Semi-automated or modular manual-assist |
| Operator judgment still affects outcomes | Keep a person in the loop |
Build around connected systems, not isolated equipment
Modern automation isn't just motors and actuators. The Industrial Internet of Things has shifted automation from standalone machines to connected systems using real-time machine connectivity and data analytics, as described in Rockwell Automation's discussion of industrial automation trends and IIoT.
That matters on the plant floor because even a modest automation upgrade should consider the software and data layer:
- Data capture: What signals need to be logged from sensors, vision, torque tools, or test devices?
- Operator interface: Does the HMI help the operator make fewer mistakes?
- Traceability: Can the station record who did what, on which part or lot, and under what conditions?
- Alarm clarity: Will maintenance know what failed without opening a cabinet and guessing?
One practical path for smaller manufacturers is a modular build. That might mean starting with custom tooling, fixtures, and controls at a manual station, then adding sensors, vision, recipe handling, or automated part transfer later. System Engineering & Automation is one example of a provider that offers semi-automatic systems, fully automated and manual equipment, custom tooling, fixtures, and integrated controls for manufacturers that need this type of staged approach.
If you define these needs before requesting quotes, vendor conversations improve immediately. You'll spend less time listening to generic capability pitches and more time comparing whether each company understands your actual process.
Budgeting for Automation and Calculating Real ROI
Cost stops many projects before engineering even starts. That hesitation is understandable. A 2022 McKinsey survey found that the top two obstacles to automation adoption were capital cost at 71% and lack of internal experience at 61%, according to McKinsey's analysis of robotics and automation adoption barriers.
Those two barriers usually show up together. When a plant lacks in-house automation depth, it often underestimates total project cost on the front end and overestimates how much complexity it can absorb after startup.
The price you see is rarely the total cost
Too many budgets focus on the machine build and ignore everything needed to make the machine productive. For practical ROI, include the full installed and supported cost.
A realistic automation budget should cover:
- Equipment and tooling for the station, cell, or line upgrade
- Controls integration including PLC, HMI, safety, sensors, vision, drives, and network integration
- Mechanical integration with existing conveyors, fixtures, guarding, utilities, and floor layout
- Commissioning at the builder and at your site
- Training for operators, maintenance, supervisors, and engineers
- Documentation such as drawings, manuals, spare parts lists, and operating procedures
- Validation effort where regulated or GMP-aware production requires it
- Support after launch including spare parts strategy and service coverage
The quote that looks cheaper on day one can become more expensive if commissioning drags, troubleshooting takes longer, or your team can't maintain the controls architecture without outside help.
What a usable ROI model looks like
A good ROI model doesn't need to be fancy. It needs to reflect plant reality. Start with the measurable losses your current process creates and the measurable gains the project should deliver.
Look at value in these categories:
| ROI area | What to estimate |
|---|---|
| Labor use | Time removed from repetitive or non-value-added tasks |
| Throughput | More units through the bottleneck step |
| Quality | Less scrap, rework, or variation |
| Availability | Fewer stops caused by manual inconsistency or difficult setups |
| Safety and ergonomics | Reduced strain, awkward handling, or exposure to risk |
| Training load | Faster ramp-up for new operators through standardized work |
If you can't explain the return in terms of throughput, quality, labor, downtime, or risk reduction, the project isn't ready for approval.
For small-to-mid-sized manufacturers, the strongest return often comes from phased automation. A fixture with interlocks, a guided assembly station, a vision-assisted inspection cell, or a controlled dispensing setup can produce faster payback than a full-line rebuild because the scope is tighter and the disruption is lower.
If the budget conversation is getting stuck on sticker price alone, it helps to compare total lifecycle value and staged deployment options using a framework like smart pricing without compromise and the SEA approach. The point isn't to spend less at all costs. It's to avoid spending heavily on capability your plant won't use or support.
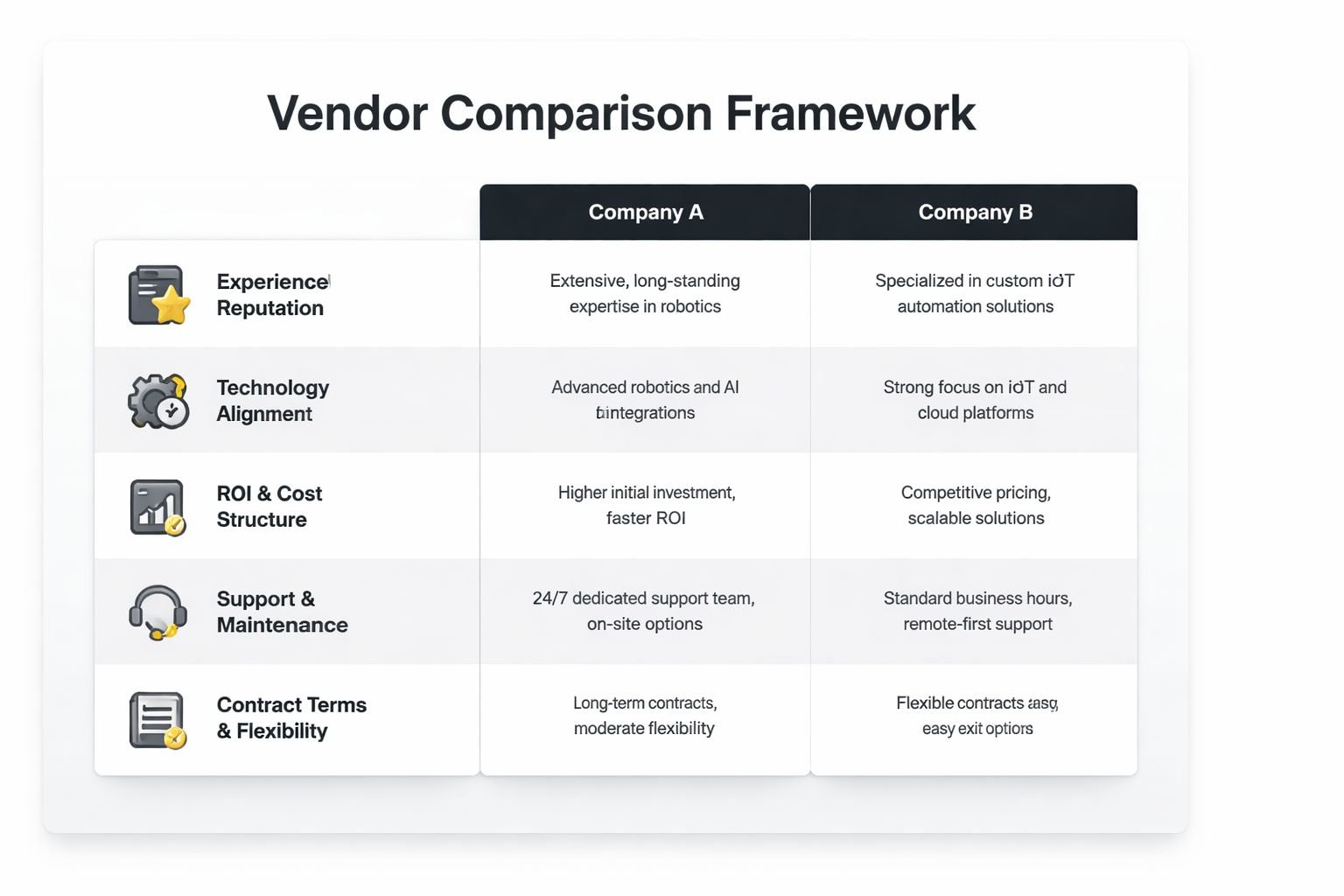
Your Vendor Capabilities Checklist
Once your process scope and budget logic are clear, vendor evaluation gets much easier. At that point, you're not shopping for a machine. You're checking whether a company can design, build, integrate, and support something your plant can run.
Leading industrial automation companies are increasingly judged on software and process integration, not just hardware. Emerson's benchmark emphasizes due diligence around PLC/SCADA standardization, cybersecurity, and commissioning support, which is why those items belong on every vendor review list. That guidance appears in Emerson's overview of top automation companies and capability considerations.
Technical depth that matters on the plant floor
Ask vendors what they standardize on and why. The goal isn't to force one brand. The goal is to avoid a custom architecture that only the original integrator understands.
Check these points carefully:
PLC and HMI approach
Are programs structured in a way your maintenance or engineering team can follow? Is the HMI clear, role-appropriate, and alarm-driven rather than cluttered?Safety design
Do they handle guarding, interlocks, safety relays or safety PLC logic, and reset philosophy cleanly? Good safety design protects people without making basic recovery painful.Vision, motion, and device integration
If your process needs servo motion, torque tools, barcode reading, leak testing, or vision inspection, ask for direct examples of how they integrate those devices into the control sequence.Cybersecurity and network discipline
This matters more now than many plants admit. Vendors should be able to explain user access, network segmentation expectations, backups, and recovery procedures in plain language.
Process fit matters as much as controls fit
Some automation companies are strong at standard equipment but weak in process adaptation. That gap shows up when your parts vary, your operators need flexibility, or your production requires traceability and documented control.
Use this short checklist during review meetings:
| Capability area | What to verify |
|---|---|
| Industry experience | Have they worked in your type of manufacturing environment? |
| Changeover design | Can operators switch products without excessive adjustment? |
| GMP-aware thinking | Do they understand documentation, access, cleaning, and traceability expectations where relevant? |
| Existing line integration | Can they tie new equipment into what you already run? |
| Documentation quality | Are drawings, I/O lists, manuals, and spare parts records complete and usable? |
A vendor that understands your process will usually ask better questions than a vendor that only understands its own equipment.
Support after startup separates good vendors from costly ones
A strong installation can still turn into a weak project if support falls apart after handoff. Many low-price proposals expose their real cost in such instances.
Ask about post-installation support in concrete terms:
- Commissioning ownership: Who is on site, and who signs off that the machine runs as intended?
- Spare parts strategy: Which components should you stock immediately?
- Service model: Do they troubleshoot remotely first, come on site when needed, and provide revision control for software updates?
- Training depth: Do they train only operators, or also maintenance and engineering personnel?
- Warranty boundaries: What is covered, what isn't, and how are response issues handled?
A dependable vendor leaves you with a system your team can operate, recover, and maintain. If they act like support is an afterthought, assume your plant will carry the burden later.
Key Questions to Ask Potential Automation Partners
Most sales meetings are easy to survive and hard to learn from. Vendors come prepared to talk about capabilities, platforms, and completed projects. You need questions that reveal how they think when the process is messy, the budget is tight, and the plant has constraints that don't fit a standard template.
Questions that expose real engineering thinking
Start with questions that force the vendor to explain judgment, not just features.
Ask things like:
Where would you automate first in this process, and where would you intentionally keep operator involvement?
A serious partner should talk about risk, bottlenecks, repeatability, and flexibility. A weak one will jump straight to maximum automation.What information do you need from us before you can recommend the right level of automation?
Good answers include cycle details, part variation, quality requirements, changeovers, floor space, maintenance capability, and operator interaction.How do you handle controls validation, interlocks, and startup troubleshooting?
You want a disciplined response, not “we'll sort that out during commissioning.”How will this system be supported by our maintenance team after handoff?
Listen for discussion about documentation, software backups, alarm rationalization, training, and spare parts.Tell us about a case where you advised a customer against full automation. Why?
This is one of the best filters. It shows whether the company can right-size a solution instead of chasing project value.How do you design for expansion if we start with a semi-automated station now?
The answer should include modular controls, reserved I/O, scalable software structure, and physical room for future additions when appropriate.
What strong answers sound like
Strong partners usually talk in terms of process behavior. They ask about failure modes, operator tasks, part presentation, and how quality is verified. They don't pretend every line should become autonomous.
Weak answers have a pattern too. They center on a preferred robot brand, a standard machine platform, or a generic “turnkey” promise without much discussion of your staffing, support model, or validation needs.
“Show me where the process breaks down today” is usually a better opening line than “What robot do you want?”
That's the mindset you want. Practical industrial automation companies know that the machine is only one layer of the solution. The full job includes workflow, operators, controls, recoverability, training, and support.
If a vendor can't explain the trade-offs between manual, semi-automated, and fully automated approaches in plain language, they probably won't design a system your plant can live with comfortably.
Making Your Final Decision and Spotting Red Flags
By the time you narrow your list, the decision usually isn't between a good vendor and a bad one. It's between one company that fits your plant and another that fits someone else's.
The most effective benchmark is to define the process and KPIs first, then validate controls and data capture before adding analytics. McKinsey also warns against over-automating before the process is stable, which is one reason semi-automated systems often reduce risk in GMP-aware and flexible manufacturing environments. That guidance appears in McKinsey's analysis of industrial automation adoption and sequencing.
Use a simple comparison matrix
A scoring sheet keeps the final choice grounded in plant needs instead of presentation skills. Keep it practical and weighted toward execution.
Try a matrix like this:
| Decision factor | What to compare |
|---|---|
| Process understanding | Did they identify the real bottleneck and practical constraints? |
| Right-sized solution | Are they recommending an appropriate level of automation or overselling scope? |
| Controls and integration | Can they standardize PLC/HMI/safety and connect to existing equipment cleanly? |
| Support model | Will your team get usable training, documentation, and service support? |
| Project realism | Is the timeline, commissioning plan, and startup approach credible? |
| Maintainability | Can your people troubleshoot and recover the system without constant outside help? |
A factory acceptance process is part of this decision too. Before award, ask how the vendor handles test criteria, signoff, punch lists, and simulation or dry-run verification. A review of factory acceptance tests and what they should prove before shipment helps separate vendors that validate thoroughly from those that defer problems to site startup.
Red flags that usually show up before the trouble does
Watch for these patterns:
One-size-fits-all proposals
If every solution looks like a robot cell whether your issue is traceability, ergonomic loading, or inspection repeatability, the vendor is fitting you to their offering.Vague support promises
“We'll support you” isn't enough. You need clear language around training, remote support, spare parts, software backups, and escalation.Little interest in your operators or maintenance team
If they only talk to management and ignore the people who will run and recover the equipment, expect trouble after launch.No discussion of abnormal states
Good automation design includes jam recovery, reject handling, sensor faults, empty part conditions, and safe restart logic.Pressure to automate unstable processes
If your part presentation, incoming variation, or manual work sequence still shifts daily, full automation may lock in instability instead of removing it.
Two real-world patterns plant teams should recognize
One pattern works well. A manufacturer with quality-sensitive assembly demands keeps the operator involved in loading and final confirmation, but automates alignment, force-controlled insertion, sensor verification, and traceable pass/fail recording. That kind of semi-automated approach usually improves consistency without making the process brittle.
The other pattern causes pain. A smaller company buys a more complex automated system than its team can maintain. Changeovers are harder than expected. Fault recovery depends on the integrator. Minor issues stop production because no one on site is comfortable with the controls structure. The machine may be technically advanced, but it isn't operationally successful.
Buy the level of automation your process can support consistently, not the level that looks most impressive during a demo.
That's the final test. The best industrial automation companies help you make a disciplined choice. They don't just promise output. They build systems your plant can run well, maintain confidently, and expand when the timing is right.
If you're evaluating automation for a manual station, a semi-automated line, or a more integrated production upgrade, System Engineering & Automation provides engineering, tooling, controls, installation, and commissioning support for manufacturers that need practical solutions matched to real production goals, budgets, and GMP-aware requirements.