A line can hit its numbers on paper and still bleed margin all day. One station waits on parts. Another depends on an operator to keep pace through a repetitive task that gets less consistent by the last hour of the shift. Quality keeps finding the same defect. Maintenance shows up after the stop, not before it.
That is the point where many plant managers start looking at automated manufacturing equipment and assume the choice is a fully manual process or a fully automated line. In practice, the better first question is simpler. Where does automation remove the most waste, with the least cost and disruption?
For many small and mid-sized manufacturers, the best answer is not full automation. It is right-sized automation. A semi-automated station, a smarter fixture, an in-line check, or a basic material handling upgrade can remove a real bottleneck without forcing a complete line redesign. That approach usually gives faster payback, lower implementation risk, and more flexibility when product mix or demand changes.
Plants do not get rewarded for owning the most advanced equipment. They get rewarded for shipping good parts, on time, at a margin that holds up.
Table of Contents
- Beyond the Bottleneck An Introduction to Automation
- Finding Your Automation Sweet Spot
- The Tangible Benefits of Smarter Production
- Choosing Equipment and Calculating Real ROI
- Navigating GMP and Regulatory Compliance
- Your Implementation Roadmap from Concept to Commissioning
- Beyond Installation Sustaining Peak Performance
Beyond the Bottleneck An Introduction to Automation
Monday morning starts with a familiar problem. Orders are there, operators are there, but one station keeps dragging the whole line down. Maybe it is a hand assembly step that varies by shift. Maybe it is an inspection check that depends too much on who is standing there. Maybe packaging is fine until one experienced operator calls out. The result is the same. Output slips, rework climbs, and supervisors spend the day expediting instead of running the plant.
That is where automation decisions should start. Not with a catalog. Not with a robot cell someone saw at a trade show. Start with the constraint that is costing money every day.
Good automated manufacturing equipment does one job first. It removes a specific source of instability. If a station cannot hold tolerance, adding speed upstream only builds more WIP. If the process is poorly controlled, a robot will repeat bad work with perfect consistency. The first question is always simple: what failure mode are we trying to stop?
Automation solves different plant-floor problems
Automation is not one thing. A poka-yoke fixture, servo press, vision-assisted inspection station, and lights-out transfer line all sit under the same label, but they belong to very different business cases.
At the low end, smart tooling can control part orientation, fastening depth, torque, or presence checks without changing the whole line. In the middle, a semi-automatic station lets the machine handle force, motion, timing, or sensing while the operator loads parts, confirms setup, and deals with exceptions. At the high end, a fully automatic system can feed, assemble, inspect, and reject product with limited operator involvement.
The trade-off is straightforward. As automation increases, labor content usually drops, but cost, complexity, changeover risk, and maintenance demands go up with it.
Practical rule: Automate the task creating the most scrap, delay, or labor exposure first.
Capital is still flowing into automation across the market, as noted earlier. That does not mean every plant should chase full automation. For many small and mid-sized manufacturers, the better decision is right-sized automation: semi-automatic equipment, smart fixtures, and controls that solve the bottleneck without locking the operation into a rigid, expensive line.
I have seen first projects succeed fastest when they improve one unstable step and leave the rest of the process flexible. That approach usually gets buy-in from production, maintenance, and finance at the same time.
What right-sized automation looks like
A right-sized project has clear boundaries. It addresses a known pain point such as repetitive strain, cycle-time variation, frequent jams, or assembly errors that show up in scrap and customer complaints. It keeps operator judgment where judgment still matters. It also leaves room for product changes, validation updates, or mixed-volume scheduling that would punish a fully automated system.
In many plants, that means improving the process around existing assets instead of replacing everything at once. A targeted retrofit automation strategy for legacy systems can add sensors, controls, interlocks, or smarter tooling at a fraction of the cost of a new line.
That is the right question for a first major project. What level of automation gives this process the best return, the fastest stabilization, and the least operational regret two years from now?
Finding Your Automation Sweet Spot
The plant floor usually gives you three choices. Stay manual. Add semi-automatic equipment around the operator. Or build toward full automation. All three can be correct, depending on the process.
The mistake is treating semi-automation like a halfway step you settle for when the budget isn't there. In practice, it's often the smartest choice because it removes the repetitive burden from the operator while preserving the flexibility that manual work still offers.
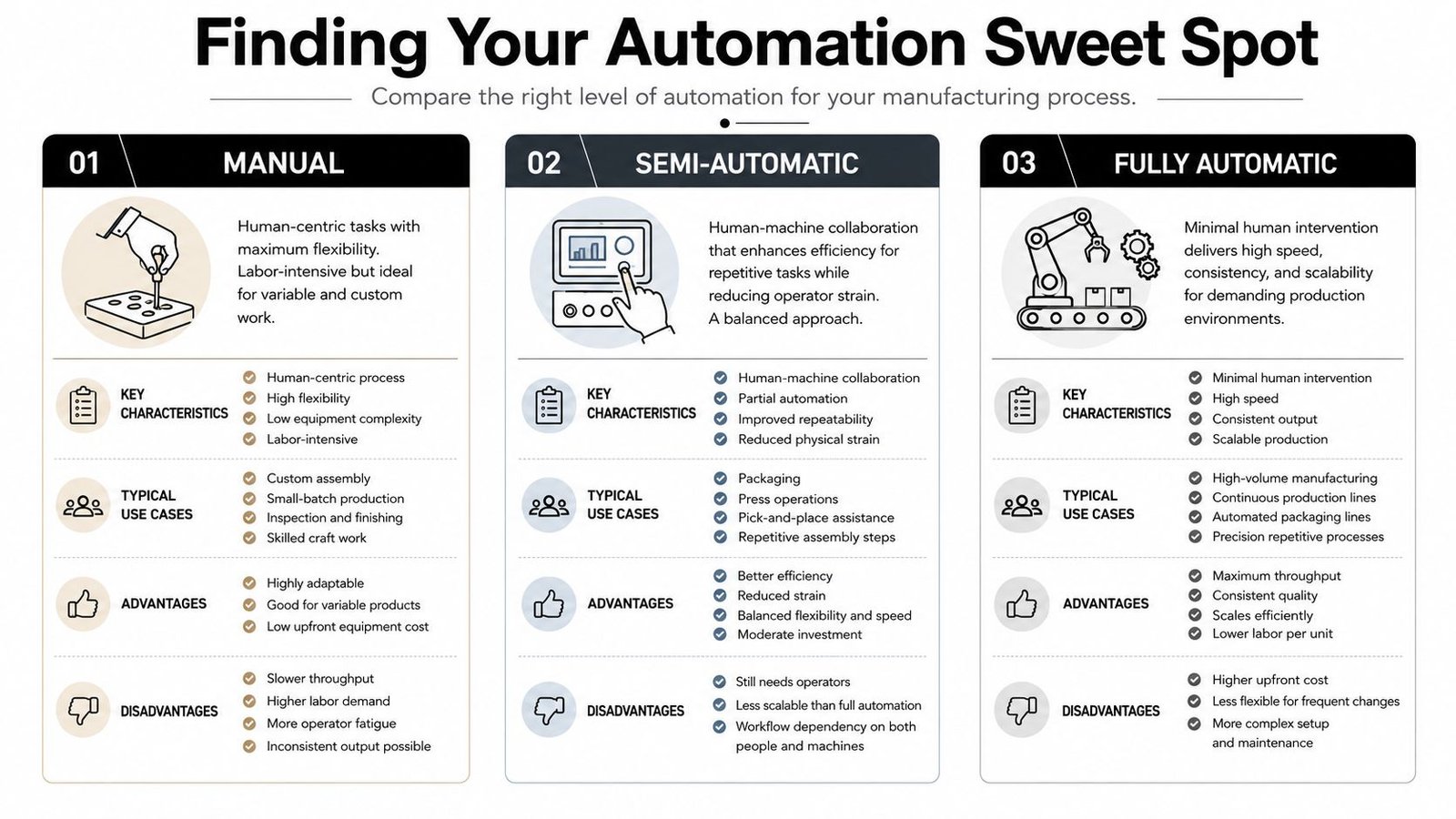
Three levels that matter on the plant floor
Manual processes rely on operator skill for positioning, timing, judgment, and repeatability. That can work well for low volume, high mix, prototype builds, and jobs that change often. It breaks down when the work is repetitive, fatigue-sensitive, or difficult to hold consistent across shifts.
Semi-automatic processes split the job properly. The machine handles the motion, force, timing, sensing, or interlock. The operator loads the part, initiates the cycle, confirms the setup, or manages exceptions. In this context, smart tooling, fixtures, and integrated controls become powerful.
Fully automatic processes make the most sense when volume is stable, the part family is tightly defined, changeovers are limited, and the economics support dedicated equipment. If those conditions aren't true, full automation can lock you into an expensive answer to the wrong problem.
The underused option is the targeted retrofit. Many manufacturers improve existing workstations through smart tooling, fixtures, and integrated controls without replacing the whole line. That's why a phased retrofit automation approach for legacy systems often makes more sense than tearing everything out.
Automation Levels Compared
| Criteria | Manual | Semi-Automatic | Fully Automatic |
|---|---|---|---|
| Initial cost | Lowest upfront cost | Moderate investment targeted to a process step | Highest upfront cost |
| Best production fit | Low volume, high mix, changing work | Mid-volume, repetitive operations, mixed needs | Stable, high-volume production |
| Flexibility | Highest operator-driven flexibility | Strong balance of repeatability and adaptability | Lowest once dedicated tooling and sequence are fixed |
| Scalability | Limited by labor and training | Good phased expansion path | Strong when volume stays predictable |
| Labor requirement | Highest direct labor dependence | Lower direct labor with operator oversight | Lowest direct intervention |
| Common failure mode | Variation between operators and shifts | Under-scoping controls or fixturing | Overbuilding for actual demand |
Why semi-automation often wins
Semi-automation earns its keep when the process needs repeatability but the business still needs agility. That's common in medical devices, precision assembly, packaging, secondary operations, and test steps where operators still add value.
A smart fixture with sensors can confirm part presence and orientation before the cycle starts. A pneumatic or servo-assisted press can deliver repeatable force and timing while the operator loads and unloads. A compact HMI can guide recipe selection and lock out the wrong setup. Those are not glamorous upgrades. They are effective ones.
The best first automation project usually leaves the operator in the loop, but takes inconsistency out of the motion.
That's the sweet spot for many plants. You reduce strain, improve repeatability, and create a path to more automation later, without committing to a rigid system too early.
The Tangible Benefits of Smarter Production
Monday starts with the same problem again. One shift hits target, the next shift struggles, scrap climbs on one product family, and overtime fills the gap. In plants like that, smarter production pays off fastest when it removes the variation that keeps showing up in the daily report, not when it chases a lights-out line the business does not need.

Quality gets better when the process gets repeatable
Recurring defects usually come from a few predictable causes. Parts arrive in the wrong orientation. Press force changes from operator to operator. A step gets skipped when the line is under pressure. Good semi-automated equipment addresses those failure points directly with fixturing, sensors, interlocks, and simple control logic.
In precision applications, integrated automated systems can reduce scrap from 5% to less than 1% through closed-loop controls. The same discipline also tightens cycle consistency, which makes output easier to plan and quality issues easier to trace back to a real cause.
That matters because scrap is never just material loss. It also adds rework, inspection time, schedule disruption, and avoidable pressure on the team.
A well-designed semi-automatic station often solves more than a fully manual process without creating the cost and rigidity of a fully automatic line. A fixture can confirm part presence and orientation before the cycle starts. A servo press can hold force and dwell within the target window every time. A basic HMI can force the correct recipe selection and record the result for traceability. The operator still loads and unloads the cell, but the station stops common mistakes before they become downstream defects.
Throughput and safety improve when the workstation is stable
Throughput gains come from consistency first. If operators hesitate because the station is awkward, if parts shift in the nest, or if reset steps are unclear, the line never runs at its designed rate. Stable motion, clear part presentation, and predictable cycle timing remove that drag.
Integrated systems can boost throughput by 30% to 40%. They can also cut cycle time variability to less than 2%, as noted earlier. For a plant manager, the practical benefit is a schedule you can trust. Output gets more predictable, labor planning gets easier, and expediting becomes less common.
Safety belongs in the same conversation. The same source notes that dual-channel redundant relays, using Category 3 PLd per ISO 13849-1, can prevent 90% of motion-related incidents. That result comes from engineering controls, proper guarding, and a control architecture your team can maintain, not from operator reminders alone. Plants that plan automation control systems integration early usually avoid a lot of expensive rework around safety devices, fault handling, and machine interfaces.
The first gains usually show up in four places:
- Fewer defects at the source because sensors, interlocks, and fixture design stop bad builds before they move downstream.
- Higher sustained output because the machine handles force, timing, and repetitive motion more consistently than a manual process over a full shift.
- Lower operator risk because guarding, two-hand control, light curtains, and controlled motion reduce exposure to pinch points and repetitive strain.
- Better use of skilled labor because operators spend more time loading, verifying, troubleshooting, and improving the process instead of repeating the same manual action all day.
Smarter production improves the job by removing wasted motion, avoidable variation, and preventable risk, while keeping operators where they add the most value.
That is why right-sized automation often outperforms full automation on ROI. Many small and mid-sized manufacturers do not need to automate every motion. They need to control the motions that drive scrap, downtime, safety risk, and schedule instability.
Choosing Equipment and Calculating Real ROI
Equipment selection gets expensive when the team starts with the catalog instead of the process. A robot, conveyor, press, or vision system might be the right answer, but only after you define the constraint, the required output, the quality risk, and the operator role.

Start with the process not the machine
The most useful screening questions are simple:
- What is the actual bottleneck? If cycle time isn't the limiting factor, speed alone won't fix the line.
- How stable is the product mix? High variation usually favors semi-automatic cells, flexible tooling, and operator-guided loading.
- What must stay flexible? If engineering changes are common, avoid over-dedicated designs.
- What support can your team own? Controls, sensors, HMIs, and drives are only valuable if maintenance can support them.
- How will the system connect? Early planning for automation control systems integration avoids a lot of expensive rework later.
Many manufacturers receive poor guidance. Most available automation content focuses on manual versus fully automated approaches, leaving a gap around TCO and ROI frameworks for semi-automated hybrid systems. That gap matters because many first projects should be hybrid by design.
A practical ROI screen for first projects
You don't need a perfect financial model to reject a bad project or advance a strong one. You need an honest one.
Start with the gains you can observe on the floor:
Labor impact
Will the equipment remove direct repetitive effort, reduce overtime pressure, or free a skilled operator for a higher-value task?Output stability
Will it hold a repeatable cycle where the current process varies too much shift to shift?Quality impact
Will it prevent known defects at the source, rather than relying on inspection and rework?Risk reduction
Will it lower ergonomic strain, unsafe manual interaction, or dependence on a hard-to-staff task?
Bring conservative assumptions to each one. If the project only works on an aggressive best-case estimate, it probably isn't ready.
A useful rule for first automation projects is to prefer systems that can scale in place. A semi-automatic station with expandable controls, modular fixturing, and room for added sensing usually protects your options better than a rigid all-in-one line.
A short demo can help the team think more clearly about fit and scope:
Use TCO to avoid expensive surprises
Sticker price is only part of the decision. Total cost of ownership includes changeover time, maintenance burden, operator training, spare parts, downtime during installation, validation effort in regulated environments, and the cost of inflexibility if product requirements change.
Watch for these common traps:
- Overbuilt capacity that assumes future volume without today's business to support it.
- Underbuilt controls that save money initially but make troubleshooting and data capture harder later.
- Ignored support costs such as spare components, technician training, and software changes.
- Poor fit for the actual process where full automation was chosen for prestige, not need.
The best ROI usually comes from solving a narrow expensive problem well, then expanding from that base.
Navigating GMP and Regulatory Compliance
In medical device and other regulated environments, automation has to do more than run. It has to support controlled, repeatable, defensible production. That changes how you specify the equipment from the start.
Validation has to be designed in early
If the line will operate in a GMP-aware environment, validation can't be treated as paperwork added after assembly. The equipment design needs to support IQ, OQ, and PQ from the beginning. That means clear functional requirements, defined alarms, documented software behavior, calibrated devices where required, and repeatable operating windows.
A machine that works technically can still create headaches if it's difficult to qualify, difficult to clean, or difficult to document. Those issues usually trace back to early design decisions.
For teams that need a practical grounding, this guide on GMP in manufacturing and what it means in practice is a useful reference point.
Data integrity and traceability can't be afterthoughts
Regulated production also changes what you need from controls and data handling. If operators log in, recipes are selected electronically, or process results are stored, the system should be built with data integrity in mind. That includes access control, auditability, clear status indication, and a disciplined approach to electronic records.
Traceability matters just as much. Materials, lot flow, inspection points, and process confirmations should be easy to connect, review, and defend. If a station records results, those records need to be understandable and trustworthy.
A GMP-aware automation approach usually emphasizes:
- Cleanable design choices that fit the environment and reduce contamination risk.
- Controlled process steps with clear interlocks so operators can't bypass critical requirements casually.
- Traceable outputs that help quality teams review what happened, when it happened, and under which conditions.
- Validation-friendly documentation that supports review without forcing the plant to reconstruct the machine logic after the fact.
In regulated manufacturing, “it works” isn't the finish line. “It works consistently, and we can prove it” is the standard.
Your Implementation Roadmap from Concept to Commissioning
A first automation project feels risky when the path is vague. It becomes manageable when the work is broken into defined phases with clear decisions, reviews, and deliverables.
What a disciplined project looks like
The front end matters most. Before anyone builds a panel or cuts steel, the team should agree on the problem being solved, the required output, the operator interaction, and the acceptance criteria. If those points stay fuzzy, the project tends to drift into redesign, added cost, and startup frustration.
After concept approval, engineering should lock down the machine sequence, safety approach, controls architecture, fixturing, and service access. Good projects also plan for operator training and maintenance access before fabrication starts, not after the machine ships.
A clean implementation usually follows this pattern:
- Define the process need with real production input from operations, quality, and maintenance.
- Develop the concept around the required function, not around a preferred piece of hardware.
- Review the design before build, including controls, guarding, ergonomics, and part flow.
- Build and test as much as possible before installation.
- Commission with discipline so operators, technicians, and supervisors all know what normal looks like.
Automation Implementation Phases
| Phase | Key Activities | Primary Deliverable |
|---|---|---|
| Discovery | Review current process, bottlenecks, quality issues, operator tasks, and production goals | Defined problem statement and scope |
| Concept development | Create initial layout, sequence concept, tooling approach, safety concept, and budget direction | Approved concept |
| Detailed engineering | Finalize mechanical design, controls, HMI logic, documentation, and procurement details | Released design package |
| Fabrication and assembly | Build tooling, panels, stations, and integrate purchased components | Assembled system ready for testing |
| Factory testing | Verify sequence, safety functions, alarms, and major operating conditions before shipment | Pre-install acceptance result |
| Installation and commissioning | Set equipment, connect utilities, debug in place, train users, and confirm performance | Operational system in production |
| Handover and support | Provide documentation, spare parts guidance, maintenance direction, and follow-up support | Supported production launch |
The plants that get the best results stay involved at each review point. They don't disappear after issuing a PO and reappear at startup expecting the machine to solve unresolved process ambiguity.
Beyond Installation Sustaining Peak Performance
Six months after startup is when the true test begins. The machine is no longer a project. It is part of the daily production load, running across shift changes, staffing gaps, schedule swings, and the wear that exposes weak maintenance habits fast.

Reactive maintenance is the expensive option
Break-fix maintenance turns manageable problems into line stoppages. A photoeye drifts out of position, a bearing starts heating up, or a VFD throws intermittent faults. If nobody catches it early, production pays for the lesson.
Condition monitoring helps, but only where the risk justifies the cost. Plants do not need to cover every motor, cylinder, and sensor on day one. Start with the failure points that shut down the whole cell, create quality escapes, or require long lead-time parts. On many semi-automated systems, that means watching a few high-value assets closely instead of trying to build a fully connected architecture around the entire machine.
That approach fits the right-sizing mindset. Spend where visibility prevents expensive downtime. Skip features that look advanced but do not change the operating result.
Support should match the reality of production
A warranty is paperwork. Sustained performance comes from support that fits the way the plant runs.
For a production-critical system, the team needs clear troubleshooting steps, current electrical and mechanical documentation, practical spare parts coverage, and access to people who can diagnose controls issues without burning a shift on back-and-forth emails. Plants with lean maintenance staffs usually get better results from simple alarm structure, standard components, and remote support capability than from highly customized automation that only the original builder can untangle.
The support plan should usually cover four areas:
- Preventive maintenance routines for wear items, calibration checks, lubrication points, and safety devices
- Critical spare parts planning based on lead time, failure history, and production impact
- Fast troubleshooting access for PLC, HMI, drives, vision, and network issues
- Practical upgrade options such as improved fixturing, added sensing, recipe control, or downstream integration
One point gets missed on first automation projects. The best long-term performers are often semi-automated cells with smart tooling, not fully automated lines loaded with fragile complexity. They are easier to maintain, easier to train on, and cheaper to adapt when product mix changes. That matters because production rarely stands still after launch.
Good support keeps the system aligned with the process, the people, and the business case that justified the purchase in the first place.
If you're evaluating your first major automation project, System Engineering & Automation helps manufacturers right-size the solution to the actual process. SEA specializes in semi-automatic systems, custom tooling, fixtures, integrated controls, and scalable production equipment that improve quality, safety, and efficiency without forcing a full automation jump before the economics make sense. If you need a practical partner for concept development, design, build, installation, commissioning, or long-term support, SEA is worth a conversation.









