If you're running a CPG line today, you're probably dealing with the same mix of problems I see in plants every week. Output targets keep rising. Operators are stretched. One bad seal, one drifting filler, or one sloppy changeover can turn a good production day into rework, scrap, and late shipments.
That pressure isn't going away. The global consumer packaged goods market was valued at USD 5,467.51 billion in 2024 and is projected to reach USD 7,799.43 billion by 2033, which means manufacturers have to keep pushing efficiency and throughput while holding the line on quality, according to Grand View Research's consumer packaged goods market outlook. In practice, that doesn't mean every plant needs a massive robotics project. Most gains come from fixing the right constraint, in the right order, with equipment and controls that fit the operation you have.
A lot of teams don't need to replace the whole line. They need a better way to handle the parts that operators are fighting every shift. That's the gap many practical engineering teams focus on, and it's the same kind of line-improvement thinking you'll see in resources like the manufacturing automation insights on SEA's blog.
Table of Contents
- The Modern Challenge in CPG Manufacturing
- The CPG Manufacturing Process End to End
- Common Bottlenecks and Quality Pitfalls
- Finding the Right Level of Automation
- Assessing Your Line for Smart Upgrades
- An Implementation Roadmap for CPG Manufacturers
- Building a More Resilient CPG Operation
The Modern Challenge in CPG Manufacturing
Walk a typical plant on a Wednesday afternoon and the pattern is familiar. Purchasing is chasing a packaging component. Production is behind because a filler needed adjustment. Quality is holding product because coding is inconsistent. Maintenance is being asked to keep legacy equipment alive one more quarter.

That is consumer packaged goods manufacturing in practice. It isn't just about making food, beverages, personal care items, or household products. It's about making them repeatedly, cleanly, and fast enough to protect margin while still meeting retailer, customer, and compliance requirements.
Pressure shows up on the floor first
The market may be growing, but the plant feels the strain before anyone else does. Growth means more SKUs, more packaging variation, tighter ship windows, and less tolerance for downtime. Urbanization and changing buying habits also push manufacturers toward convenience formats and packaging styles that make production more complicated.
Good operators can keep a weak process alive for a while. They can't make it stable.
I've seen plants try to solve every issue with overtime, extra inspections, and operator workarounds. That approach keeps product moving for a short stretch, then costs pile up. Labor gets fatigued. Setups become tribal knowledge. Small quality defects start showing up in waves instead of one at a time.
The strongest plants upgrade selectively
The most effective operations don't chase technology for its own sake. They look for the station that creates the most delay, variation, or ergonomic risk, then they fix that point first. Sometimes that's a capper that can't hold torque. Sometimes it's a hand-loading step that causes jams downstream. Sometimes it's a manual inspection task that should have a fixture, a sensor, or a poke-yoke.
A practical upgrade path usually beats a grand rewrite of the whole factory. That's especially true for small to mid-sized manufacturers that need better output and control, but can't afford disruption from a full automation overhaul.
The CPG Manufacturing Process End to End
Most consumer packaged goods manufacturing follows a flow that looks simple on paper and gets complicated in execution. I usually compare it to a professional kitchen scaling one recipe into thousands of identical servings. The recipe has to stay consistent, the handoff between steps has to stay clean, and the packaging has to leave the line ready for sale.
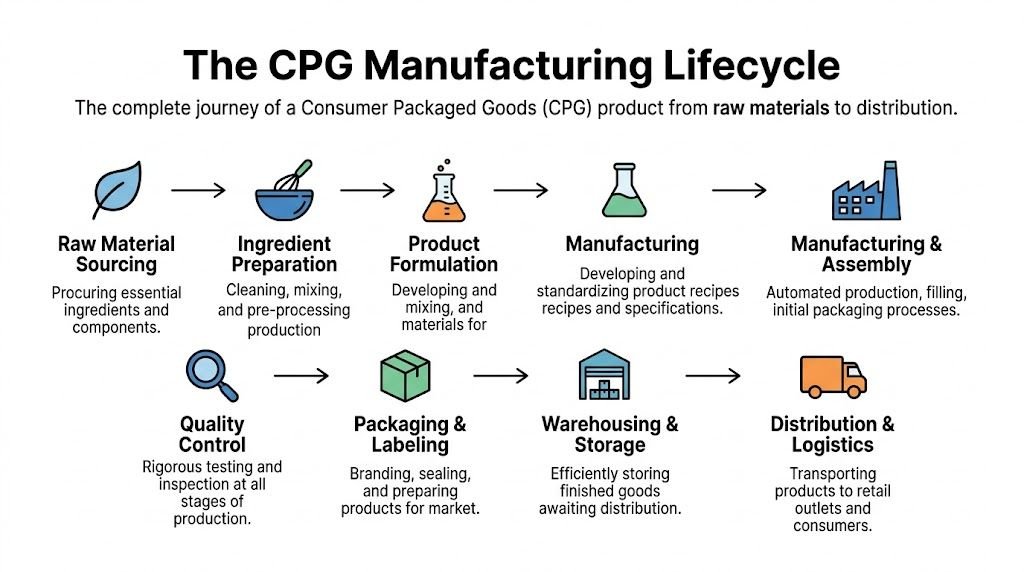
Raw material handling and preparation
Every line starts with inputs. Ingredients, resins, bottles, caps, cartons, labels, and corrugate all need to arrive in spec and get staged correctly. If materials are damaged, mixed, or poorly presented to the line, you inherit trouble before production even begins.
For powders, liquids, and bulk ingredients, handling matters as much as formulation. Operators need clear material identification, controlled transfer methods, and a repeatable sequence for lot tracking. For packaging components, orientation and feeding are common pain points. A cheap bottle unscrambler or cap feeder that works inconsistently will ripple problems downstream all shift long.
Processing filling and closure
The product is fully realized here. Ingredients are mixed, heated, cooled, blended, or otherwise processed into a stable formulation. Then the line has to meter that product into containers accurately and at a speed the rest of the equipment can support.
A kitchen analogy fits here. If one cook uses a different scoop every time, the recipe drifts. Filling equipment behaves the same way when nozzles wear, viscosity changes, or operators make repeated manual adjustments without a standard.
Common trouble spots include:
- Inconsistent product presentation: Viscosity, temperature, or feed pressure changes can affect fill behavior.
- Container instability: Lightweight packaging can tip, misalign, or bounce during transfer.
- Closure variability: Caps, lids, and seals often fail because containers aren't presented cleanly or squarely.
Labeling coding and final pack
Once a unit is filled and closed, the line still has several ways to lose money. Labels wrinkle or drift. Date codes smear or print in the wrong location. Cartons don't form square. Cases back up at accumulation because hand-pack loading can't keep pace with the upstream machine.
The last third of the line is where many plants discover defects that were created at the first third.
That matters because late-stage defects are expensive. At that point, you've already used product, packaging, labor, and machine time. Rework becomes harder. Traceability gets messier. Finished goods inventory becomes less trustworthy.
End-of-line handling makes or breaks flow
Palletizing, case sealing, checkweighing, and warehousing sound routine, but they determine whether the line breathes or chokes. If finished goods don't clear fast enough, upstream stations either stop or start building unstable accumulation patterns.
A healthy line works like a disciplined kitchen brigade. Raw materials arrive ready. The recipe is followed the same way every run. Packaging supports the product instead of fighting it. Finished goods leave without drama. That is the baseline every improvement project should protect.
Common Bottlenecks and Quality Pitfalls
Most plants don't lose time because of one dramatic breakdown. They lose it in small chunks that happen over and over. A jam at the infeed. A slow changeover because tools aren't standardized. A reject spike after lunch because the sealer drifted and nobody caught it early.
In the United States, that pressure is sharper because 2023 U.S. CPG sales growth of 4.2% came from a 6.1% price increase while unit volume fell by -1.7%, according to Cool Nerds Marketing's CPG industry statistics summary. When volume is under pressure, plants can't rely on selling more units to cover waste. They have to run better.
Changeovers usually expose weak line design
Fast changeovers don't come from rushing. They come from machines, fixtures, and procedures that were designed for repeatability. If operators need to hunt for wrenches, shim guide rails by eye, or re-enter settings from memory, the line is inviting error.
The warning signs are easy to spot:
- Setup depends on one veteran operator: The process isn't controlled. It's being rescued.
- First-off quality takes too long: The line isn't returning to a known condition after changeover.
- Adjustments keep creeping during the run: Something mechanical or procedural is unstable.
Small defects become expensive late in the process
A poor seal isn't just a sealing problem. It can trigger holds, returns, shelf-life concerns, and extra inspections. The same goes for underfills, crooked labels, missing induction seals, and unreadable codes.
Here's where teams often make the wrong trade-off. They add another inspection person at the end of the line instead of fixing the source of variation. Inspection is necessary, but it doesn't replace process control. If the filler is inconsistent, or if container presentation is poor, more eyeballs won't solve the root cause.
Practical rule: Fix the condition creating the defect before you add labor to sort the defect.
GMP paperwork can become its own bottleneck
In regulated or medical-adjacent CPG environments, documentation can slow production almost as much as equipment issues. Manual log entries, scattered batch records, and unclear line clearance steps create hesitation. Operators stop to ask questions. Quality waits for missing information. Supervisors spend time reconstructing what happened instead of managing flow.
Plants usually know where these pain points are. The challenge is that they become normal. Teams get used to nudging parts into place, rechecking codes manually, or accepting that startup scrap is "just part of the run." That's exactly where a targeted upgrade has value.
Finding the Right Level of Automation
Automation isn't a religion. It's a tool selection problem. The question isn't whether a plant should automate everything. The question is which tasks should stay manual, which should be assisted, and which should be controlled automatically because the process demands consistency the operator can't reliably deliver by hand.
Why manual work breaks down first
Manual processes still have a place. They're useful for pilot runs, low-volume specialty products, and work that changes constantly. But once a task becomes repetitive, speed-sensitive, or quality-critical, manual execution starts showing cracks.
That usually happens in the same areas: repeated loading motions, precise placement, torque-dependent closure, dispensing, labeling alignment, and inspection tasks that rely on tired eyes at the end of a shift.
Where semi-automation earns its keep
Semi-automation is often the best fit for small and mid-sized CPG manufacturers because it gives a skilled operator a better tool instead of trying to remove the operator entirely. Think indexed fixtures, guided loading, sensor checks, automatic stops, controlled dosing, recipe-based settings, and smart tooling tied to line controls.
It improves consistency without forcing the plant into a rigid system that only works for one SKU family.
Integrating IoT sensors with MES for predictive maintenance can reduce unplanned downtime by up to 50% and improve OEE from an industry average of 60 to 70% to over 85%, according to AWS guidance on CPG data and analytics capabilities. In practice, that kind of improvement starts with targeted instrumentation on the equipment that causes stoppages, not with a flashy digital program that never reaches the floor.
| Criteria | Manual Process | Semi-Automation | Full Automation |
|---|---|---|---|
| Labor involvement | High | Moderate, operator-assisted | Low during steady-state running |
| Flexibility for SKU changes | High, but inconsistent | High when fixtures and controls are designed well | Lower unless the system is engineered for variation |
| Upfront cost | Lowest | Moderate | Highest |
| Changeover effort | Often slow and operator-dependent | Faster when settings, guides, and tooling are standardized | Can be fast, but only if the machine design supports it |
| Quality consistency | Depends heavily on operator skill | Strong improvement through guided motion and sensors | Highest when the process is stable and inputs are controlled |
| Best fit | Early stage or very low volume work | Growing plants with budget limits and mixed product portfolios | Large, stable, high-volume operations |
What works and what doesn't
What works is automating the point of failure. If operators misplace inserts, add a nest or fixture that only accepts the correct orientation. If fill variation is causing rejects, stabilize presentation and control the dispense step. If jams happen at transfer, redesign the handoff before spending money on downstream equipment.
What doesn't work is buying a complex machine to solve a process that was never defined. Full automation amplifies weak product presentation, loose tolerances, and inconsistent upstream materials. It doesn't magically correct them.
A good rule is simple. If a task changes constantly and needs judgment, keep people involved. If it repeats the same way every cycle and defects are costly, automate that step to the level the business can support.
Assessing Your Line for Smart Upgrades
The best upgrade candidates are usually visible within one walk down the line. You can hear them, too. It's the station where operators keep compensating. It's where maintenance gets called most often. It's where product stacks up or where quality checks start finding the same defect over and over.

Start with one painful station
Don't begin with a plant-wide wish list. Start with the one station that causes the most disruption per shift. That could be a manual loading point feeding a cartoner, a capping station with variable closure results, or a labeler that takes too long to set after each product change.
Look at that station through four lenses:
- Flow: Does work move through it smoothly, or does material pile up before and after it?
- Quality: Does this step create defects directly, or does it make downstream defects more likely?
- Labor strain: Are operators doing awkward, repetitive, or fatiguing motions?
- Control: Can the step return to the same settings every run, or is it adjusted by feel?
Plants that do this usually find that one or two workstations account for a disproportionate share of daily frustration.
A practical line review checklist
Use questions, not assumptions. Walk the line with operations, maintenance, and quality together and ask:
- Where does the line wait most often: Not where people complain the loudest. Where product, containers, or cases physically stop moving.
- Which defect appears repeatedly: Focus on the defect that keeps showing up, not the one with the most dramatic one-off incident.
- What requires the most hand adjustment: Hand-tweaked guides, manual stops, and repeated nudging usually point to weak machine design.
- Which task is hardest to train: If new operators struggle at the same point, the process likely depends too much on judgment or muscle memory.
- Where is documentation hardest to maintain: Batch records, line clearance, and verification points often reveal steps that need better controls.
A short visual can help your team think through upgrade opportunities on a real line:
Watch what operators touch repeatedly. Those touchpoints usually reveal where better fixtures, sensors, interlocks, or guided motion would pay back fastest.
When plants review their lines this way, the path gets clearer. The answer usually isn't "automate everything." It's "stabilize this station, simplify this handoff, and remove variation from this task."
An Implementation Roadmap for CPG Manufacturers
Good projects don't start with equipment. They start with agreement on the problem. That's important because most automation efforts fail long before installation, usually when operations, maintenance, engineering, and quality each assume the project is solving a different issue.
According to McKinsey, 70% of executives see innovation as critical to growth, but internal silos often derail success, as summarized in Curion's review of CPG innovation barriers. On the plant floor, that looks like one team asking for speed, another asking for compliance controls, and another asking for easier maintenance. A proper roadmap forces those requirements into one workable scope.
Consultation and concept
The first phase should answer plain questions. What problem are we solving. What does success look like on the floor. What product range must the system handle. What constraints can't be violated.
Experienced teams save money by challenging assumptions early, before anyone starts cutting metal or writing controls code. If the actual issue is part presentation, a fixture and guided infeed may solve more than a larger machine purchase.
Design and engineering
Once the target is clear, the work becomes specific. Mechanical design, controls architecture, safety approach, operator interface, material handling, and maintenance access all need to be resolved together. In CPG plants, cleanability, changeover access, and documentation matter as much as cycle capability.
A solid design phase also defines what the machine will not do. That matters because scope creep ruins schedules and budgets faster than almost anything else.
Build installation and commissioning
Build should be organized around practicality. Are components serviceable. Are sensors placed where operators can understand them. Can wear parts be replaced without dismantling half the station. Can the line still run around the upgrade during installation planning if needed.
Commissioning is where weak assumptions get exposed. Product behavior, packaging tolerances, and operator interaction always teach you something the drawings didn't. The plants that get the best outcome allow time for tuning, training, and handoff. They don't treat startup as the finish line.
A machine isn't done when it powers on. It's done when the shift can run it confidently, repeatably, and safely.
Building a More Resilient CPG Operation
The strongest consumer packaged goods manufacturing operations aren't always the most automated. They're the ones that make disciplined decisions about where automation improves performance. They reduce variation at the source. They make changeovers repeatable. They give operators tools that support good work instead of forcing workarounds.
That matters even more in plants with mixed product portfolios, legacy equipment, and budget limits. Full automation can be the right answer for a stable, high-volume process. But many operations get better returns from semi-automated stations, custom tooling, integrated controls, and smart maintenance upgrades that solve the core problem without overbuilding the solution.
Resilience comes from practical engineering. It comes from knowing which manual tasks should stay manual, which should be guided, and which should never rely on feel in the first place. It also comes from implementation discipline, because a sensible project plan prevents technical issues from becoming organizational ones.
If you're evaluating your next move, don't start by asking how much automation you can afford. Start by asking which single bottleneck, defect source, or operator pain point is costing you the most every week. Fix that first. Then build from there.
If you're ready to evaluate a workstation, packaging step, or line bottleneck with a practical ROI lens, System Engineering & Automation helps manufacturers design cost-effective manual, semi-automated, and fully automated solutions that fit real production goals, budgets, and GMP-aware operating needs.