A line can be running, operators can be busy, and production can still underperform. The usual signs are familiar. Small stoppages nobody can quite pin down. An HMI alarm that takes too long to interpret. A machine upgrade that seemed simple until the controls became the bottleneck.
In many plants, the problem isn’t the mechanical build. It’s the control system behind it. That’s why choosing a control panel maker isn’t a purchasing detail. It’s an operations decision that affects uptime, maintenance effort, safety, and how easily you can scale when demand changes.
Mid-sized manufacturers feel this pressure the most. You need better throughput and better consistency, but you also need practical automation that fits the budget, works with the people you have, and doesn’t create a support problem six months after startup.
Table of Contents
- Your Partner in Production Optimization
- What a Control Panel Maker Really Does
- Decoding Key Technical and Regulatory Standards
- An Evaluation Checklist for Choosing Your Partner
- Understanding Cost and Lead Time Drivers
- Critical Questions to Ask and Red Flags to Watch For
- Building Your Foundation for Manufacturing Growth
Your Partner in Production Optimization
A good control panel maker helps remove friction from production. That starts with the obvious items, such as safe power distribution, reliable I/O, and clear operator control. It also includes the less visible work that determines whether your line stays maintainable over time, such as documentation quality, spare capacity, and sensible component layout.
That role is getting more important, not less. The global industrial control panel market is projected to reach US$15.5 billion in 2026 and US$21.7 billion by 2033, reflecting how central these systems are to safety, reliability, and quality in modern manufacturing, according to industrial control panel market projections from Persistence Market Research.
For a plant manager, that market growth matters for one reason. More companies are automating, but not all of them are automating well. A panel can either support right-sized production improvement or lock you into avoidable service calls, awkward retrofits, and recurring operator workarounds.
What the right partner changes
The best control panel makers don't start with a box size. They start with the production problem.
Sometimes the right answer is a compact panel for a single semi-automatic workstation with a PLC, HMI, safety relay, and a few well-defined sequences. Sometimes it’s a floor-mounted panel built to handle a broader machine cell with motor starters, VFDs, remote I/O, and networked diagnostics. The technical package changes, but the business question stays the same. Will this improve throughput, reduce operator burden, and stay supportable?
Practical rule: If a supplier talks about hardware before asking how your process fails, they’re still thinking like a parts vendor.
Why this decision carries operational weight
A poor panel choice usually creates indirect costs first. Maintenance spends too long tracing unlabeled circuits. Engineers struggle to add one more sensor. Operators lose confidence because alarms are vague or nuisance trips go unresolved. Eventually those indirect costs become schedule misses and quality risk.
A strong control panel partner thinks past shipment day. They consider expansion, service access, environmental exposure, commissioning support, and whether your team can realistically own the system once it’s on the floor. That lifecycle mindset is what separates a useful build from a short-term fix.
What a Control Panel Maker Really Does
A control panel isn’t just an enclosure full of parts. It’s the operating core of a machine or production cell. When it’s built well, operators get stable control, technicians get a system they can troubleshoot quickly, and management gets predictable production.
The panel is the operating core
Inside the enclosure, every choice affects field performance. PLCs execute sequence logic. Relays and motor controllers switch loads. Circuit breakers protect branches. Sensors and communication modules connect the machine to the process. If those pieces are selected and arranged without a system view, the panel may still power up, but it won’t be easy to live with.
A capable control panel maker also understands how the panel fits the broader automation architecture. That includes network design, HMI behavior, safety strategy, remote diagnostics, and integration with upstream or downstream equipment. If you’re evaluating support for line upgrades, it helps to review how automation and control systems integration is handled in real projects.
Four jobs that separate builders from partners
Some shops can assemble to print. Fewer can take ownership of the engineering decisions that make the system dependable.
Design and engineering
Production requirements become schematics, panel layouts, I/O assignments, and control strategy. Good engineering balances current needs with future modifications. It also keeps serviceability in mind, not just panel density.Component selection and sourcing
This work is often underestimated. Brand consistency, replacement availability, communication compatibility, and enclosure suitability all matter. A cheap substitute that creates lead-time relief today can create maintenance headaches for years.Assembly and wiring quality
Craft matters here. Wire routing, terminal organization, labeling discipline, heat management, and separation of power and control conductors influence how the panel behaves in the field. Sloppy assembly usually shows up later as intermittent faults or longer repair times.Testing and validation
A panel should be proven before it reaches your floor. That means verifying power distribution, I/O behavior, alarm handling, network communication, and operator interface logic. If applicable, Factory Acceptance Testing should expose issues while the panel is still on a bench, not during your startup window.
A true control panel maker reduces uncertainty before installation, not after it.
The practical difference is simple. An assembler delivers a product. An engineering partner delivers a system your team can run, maintain, and extend.
Decoding Key Technical and Regulatory Standards
Many buying mistakes happen because standards get treated like paperwork. They aren’t. In panel work, standards shape safety, serviceability, washdown survivability, audit readiness, and the amount of rework your team inherits later.

UL 508A and why maintenance teams care
UL 508A matters because it governs how industrial control panels are built and evaluated for safety. In practice, that affects component selection, overcurrent protection, wiring methods, and short circuit coordination. It also gives you confidence that the panel design has been vetted against a recognized framework rather than improvised from job to job.
For maintenance teams, the payoff isn’t abstract. UL 508A-certified panels with proper wiring standards, including color-coding and numbered wires per NFPA 70/NEC, can deliver 40-60% faster troubleshooting and reduce MTTR from hours to minutes, according to Aerotech’s control panel specs overview. That’s one of the clearest examples of a design standard producing a direct uptime benefit.
A well-built panel should come with usable drawings, not just a compliance sticker. At minimum, you want clean power diagrams, I/O assignments, and a layout your technicians can follow during a fault.
NEMA ratings and environmental fit
NEMA ratings tell you whether the enclosure matches the environment. This isn’t a cosmetic choice.
A dry indoor utility area may be fine with one enclosure style. A washdown area, chemical exposure point, or outdoor utility location needs a different level of protection. In food, medical device, and other controlled manufacturing environments, NEMA 4X often becomes the practical requirement because corrosion resistance and sealed construction matter.
Pick the enclosure for the plant you actually have, not the plant shown on the equipment quote.
Material choice follows the same logic. Painted mild steel may be acceptable in one room and the wrong decision in another. Stainless construction, gasket quality, heat management, and penetrations all need to match the process environment.
Here’s a simple way to understand it:
| Consideration | If handled well | If handled poorly |
|---|---|---|
| Enclosure rating | Protects components from the environment | Moisture, dust, or washdown exposure causes failures |
| Internal layout | Supports cooling and service access | Heat buildup and difficult maintenance |
| Labeling and docs | Faster repair and lower downtime | Longer fault isolation and more wiring errors |
A short technical overview can help if your team is aligning controls with compliance expectations in regulated production. See GMP requirements in manufacturing environments.
GMP awareness changes the build
In regulated manufacturing, GMP awareness should affect panel decisions from the start. Cleanable surfaces, enclosure material, sealed interfaces, documentation discipline, and predictable change control all matter. The wrong graphics material, poor enclosure sealing, or incomplete documentation may not stop a FAT, but they can create problems during qualification or audit review.
Later in the review process, it helps to watch a technical walkthrough that covers control panel build considerations in practical terms.
What works in GMP-aware settings is consistency. The best panel makers don’t bolt compliance thinking on at the end. They design for it early, then carry it through drawings, materials, assembly, and validation.
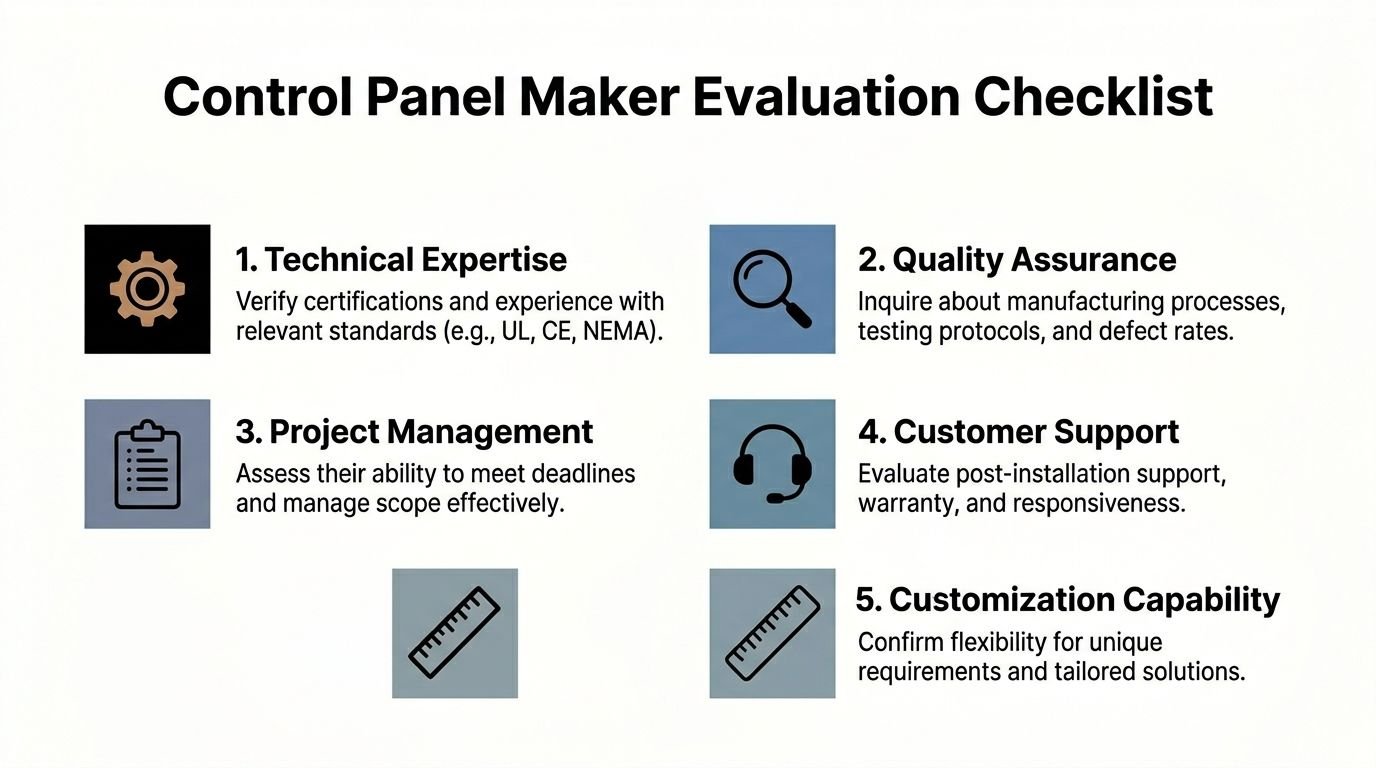
An Evaluation Checklist for Choosing Your Partner
Most buyers compare quotes too early. Before price, verify whether the supplier can design, document, test, and support the panel in a way your facility can use. A lower quote from a weak partner often becomes the most expensive option after startup.
What to verify before you request a quote
Start with capability, not sales language. If a control panel maker can only build to your print, that may be fine for a mature internal engineering team. If you need help with process design, integration, or machine sequencing, you need more than fabrication.
Use this checklist:
- Engineering depth: Ask whether they can generate electrical schematics, panel layouts, I/O lists, and functional descriptions. If they can’t explain design decisions, they’ll struggle when field changes appear.
- Expansion planning: Expert panel builders recommend including at least 20% spare I/O capacity on DIN rail mounts during the initial build to support future expansion, according to Pearse Bertram’s control panel build guidance. That small decision often saves a painful retrofit later.
- Documentation quality: Request sample deliverables. Good drawings are readable, consistent, and built for maintenance use. Weak documentation usually signals weak internal discipline.
- Testing discipline: Ask what their FAT includes. “We power it up” isn’t enough. You want evidence of functional checks, alarm verification, and communication testing.
- Integration readiness: If the panel has to work with existing machines, verify protocol familiarity, remote I/O strategy, and startup support.
A broader view of partner selection also helps. Such a view highlights an automated systems integrator’s role in streamlining operations. The panel is one part of the production solution, not the whole answer.
What good support looks like after startup
Support quality is easier to assess when you ask what happens after commissioning. Some panel builders disappear once the invoice is paid. Others stay engaged through punch-list items, process tuning, and maintenance handoff.
Look for evidence in these areas:
- Commissioning help: Will they support startup remotely or on site if issues appear?
- Spare parts strategy: Can they identify long-lead items and recommended spares before handoff?
- Revision control: Do they issue updated drawings when changes are made?
- Service responsiveness: Can your team reach someone who understands the build, not just a generic support inbox?
The best partner leaves your maintenance team more capable than before the project started.
That’s a practical benchmark. If the handoff improves your plant’s control knowledge, you likely picked well.
Understanding Cost and Lead Time Drivers
Panel pricing becomes clearer when you separate cosmetic options from the choices that really affect build time and lifecycle cost. The main drivers are usually component tier, enclosure type, panel size, certification requirements, documentation level, and how much integration work sits behind the hardware.
What pushes a quote up or down
A compact panel with limited I/O, basic motor control, and standard indoor enclosure requirements is usually straightforward. Costs climb when the panel needs stainless construction, washdown protection, networked drives, safety devices, advanced HMI functions, or custom field interfaces.
Lead time follows the same pattern. Some panels are delayed by engineering cycles, others by parts availability, and others by the amount of pre-shipment testing required. This dynamic sometimes leads buyers to make a bad trade. They remove useful features to reduce first cost, then spend more later on service calls, retrofit wiring, or operator inefficiency.
The most common cost levers are:
- Component platform choices: PLC, HMI, VFD, safety hardware, and network devices
- Environmental requirements: enclosure material, NEMA rating, cooling, and sealing
- Complexity: quantity of circuits, motors, I/O, interlocks, and communications
- Compliance and documentation: certification work, labeling discipline, drawing package depth
- Startup scope: FAT expectations, field commissioning, and support after installation
Why lowest upfront cost often loses
Smart component selection can improve the economics of the line even when the quote is higher. By 2024, 45% of newly installed control panels incorporated IoT-enabled devices, and those devices support predictive maintenance that can reduce equipment downtime by up to 30%, according to Coherent Market Insights on the electric control panel market.
That doesn’t mean every project needs a heavily connected architecture. Some plants need basic, durable semi-automation more than advanced analytics. The right decision depends on who will maintain the system, how critical the line is, and whether the plant can act on the data being collected.
A practical cost review asks three questions:
- Will this panel be easy to maintain with the team we have?
- Will it support the next process change without major rebuild?
- Will the added features reduce stoppages enough to justify themselves?
If the answer to all three is yes, the higher quote may be the better operating decision.
Critical Questions to Ask and Red Flags to Watch For
Many suppliers sound competent until you ask about fault current, testing method, or drawing control. That’s when the difference between a real engineering partner and a basic panel shop becomes obvious.

Questions that reveal real engineering depth
Start with safety and system fit. One of the most important questions is how they determine Short Circuit Current Rating (SCCR) and how they verify that the panel’s SCCR meets the available fault current at your facility. That isn’t niche detail. Inadequate SCCR is an often-overlooked but critical safety issue, and failing to match SCCR to available fault current is a top cause of catastrophic panel failure and arc flash incidents under NEC and UL508A requirements, according to MG Newell’s panel fabrication best practices.
Ask these questions in plain language:
- How do you determine SCCR for this panel?
- What facility information do you need from us before finalizing the design?
- Can you show a sample FAT checklist from a similar project?
- What drawings do we receive at handoff, and how are revisions managed?
- How do you approach future expansion when you size I/O and internal layout?
- Who supports startup issues after installation?
- How do you select enclosure ratings for washdown, dust, or corrosive areas?
A strong supplier won’t dodge these questions. They’ll answer them in a way that connects engineering decisions to plant risk.
Ask for process, not promises. “We always build high quality panels” means very little. “Here is how we calculate, verify, test, and document them” means a lot.
Red flags that usually show up later as downtime
Some warning signs are obvious. Others only become painful after the panel is installed.
Watch for these:
- Vague testing answers: If they can’t explain what gets tested before shipment, expect startup surprises.
- No sample documentation: If they won’t show drawing quality up front, don’t assume it improves later.
- Dismissive attitude toward SCCR or fault current data: That’s a serious concern, not an admin detail.
- Overconfidence about every application: Good engineers ask questions about environment, operators, maintenance skill, and process variability.
- Push toward over-automation: If the proposed system is more complex than your staff can support, it isn’t a smart solution.
- No ownership after shipment: Weak post-install support usually means your team becomes the debug department.
A reliable control panel maker should sound disciplined, not theatrical. The best ones are usually direct. They explain constraints, ask for missing data, and make conservative decisions where safety is involved.
Building Your Foundation for Manufacturing Growth
A control panel is easy to underestimate because it sits between bigger conversations. People focus on the machine, the line rate, or the labor plan. But the panel is what turns those goals into controlled, repeatable operation.
That’s why a control panel maker should be evaluated as a long-term production partner. The panel has to be safe. It has to be maintainable. It has to fit the environment, the operators, and the level of automation your plant can support without strain. For many manufacturers, especially those moving from manual work into semi-automation, that right-sized approach matters more than chasing the most complex system on the market.
Good results usually come from disciplined basics. Clear schematics. Thoughtful component selection. Proper ratings. Real testing. Spare capacity for the next phase. Support after the line starts running. Those are the choices that protect uptime and keep growth practical.
If you’re choosing between vendors, don’t just ask who can build the box. Ask who can help your team run better six months from now, a year from now, and after the next product change. That’s the control panel maker worth keeping.
If you're planning a workstation upgrade, a semi-automated line, or a broader controls retrofit, System Engineering & Automation can help you evaluate the right level of automation for your process, budget, and compliance needs. Their team supports manufacturers with practical engineering, integrated controls, custom tooling, commissioning, and ongoing service designed to improve uptime, quality, and scalability.