If you're running a plant with aging workstations, uneven cycle times, and too many quality checks happening after the fact, you're probably getting pressure from every direction at once. Production wants more output. Quality wants tighter control. Finance wants proof before approving capital. Your operators want equipment that actually helps instead of slowing them down.
That's where most automation decisions get stuck. People talk about automation manufacturing processes as if the only real choice is a fully robotic line or staying manual. In practice, the best answer is often somewhere in the middle. A right-sized system can remove the worst bottlenecks, improve consistency, and preserve the flexibility you still need on the floor.
For small to mid-sized manufacturers, especially in regulated environments, smart automation is usually less about buying the most technology and more about choosing the right amount of it. A fixture, a poka-yoke station, an indexed semi-automatic assembly cell, or a controlled data capture layer can move the needle faster than a flashy full-line overhaul.
Table of Contents
- Your Guide to Smart Manufacturing Automation
- The Three Levels of Manufacturing Automation
- Key Benefits Driving Automation Adoption in 2026
- How to Choose Your Ideal Automation Level
- A Practical Implementation Roadmap From Pilot to Scale
- Navigating GMP and Regulatory Needs with Automation
- Avoiding Pitfalls and the Value of Long-Term Support
Your Guide to Smart Manufacturing Automation
Most first-time automation buyers don't need a lecture on Industry 4.0. They need a practical answer to a simple question. Where will automation remove pain fastest without locking the plant into a rigid system it can't support?
That starts with viewing automation as a range of options, not a single purchase category. One company may need a manual process cleaned up with better fixtures and interlocks. Another may need a semi-automatic station with part presence sensing, barcode verification, and automatic cycle control. A third may be ready for a fully integrated robotic cell. All three are valid automation manufacturing processes if they fit the production target, staffing reality, and quality requirements.
A useful first step is to separate symptoms from root causes:
- Bottlenecked output: Check whether the issue is operator motion, tool change time, part presentation, inspection delay, or rework.
- Inconsistent quality: Look at torque control, weld repeatability, fixturing, vision checks, and data capture.
- Labor strain: Review where skilled operators are spending time on repetitive loading, counting, handling, or confirmation steps.
- Poor visibility: Identify where process data still lives on paper, in tribal knowledge, or in separate machines that don't talk.
Practical rule: Automate the constraint, not the entire room.
The strongest projects usually begin with one painful step in the process, not a grand replacement plan. That could be a weld station, leak test, press-fit operation, final assembly checkpoint, or traceability step.
If you're weighing where to begin, this overview of smart manufacturing strategies for a competitive future is a useful companion to the decision process. The point isn't to chase a trend. It's to build capacity, control, and repeatability in a way your team can sustain.
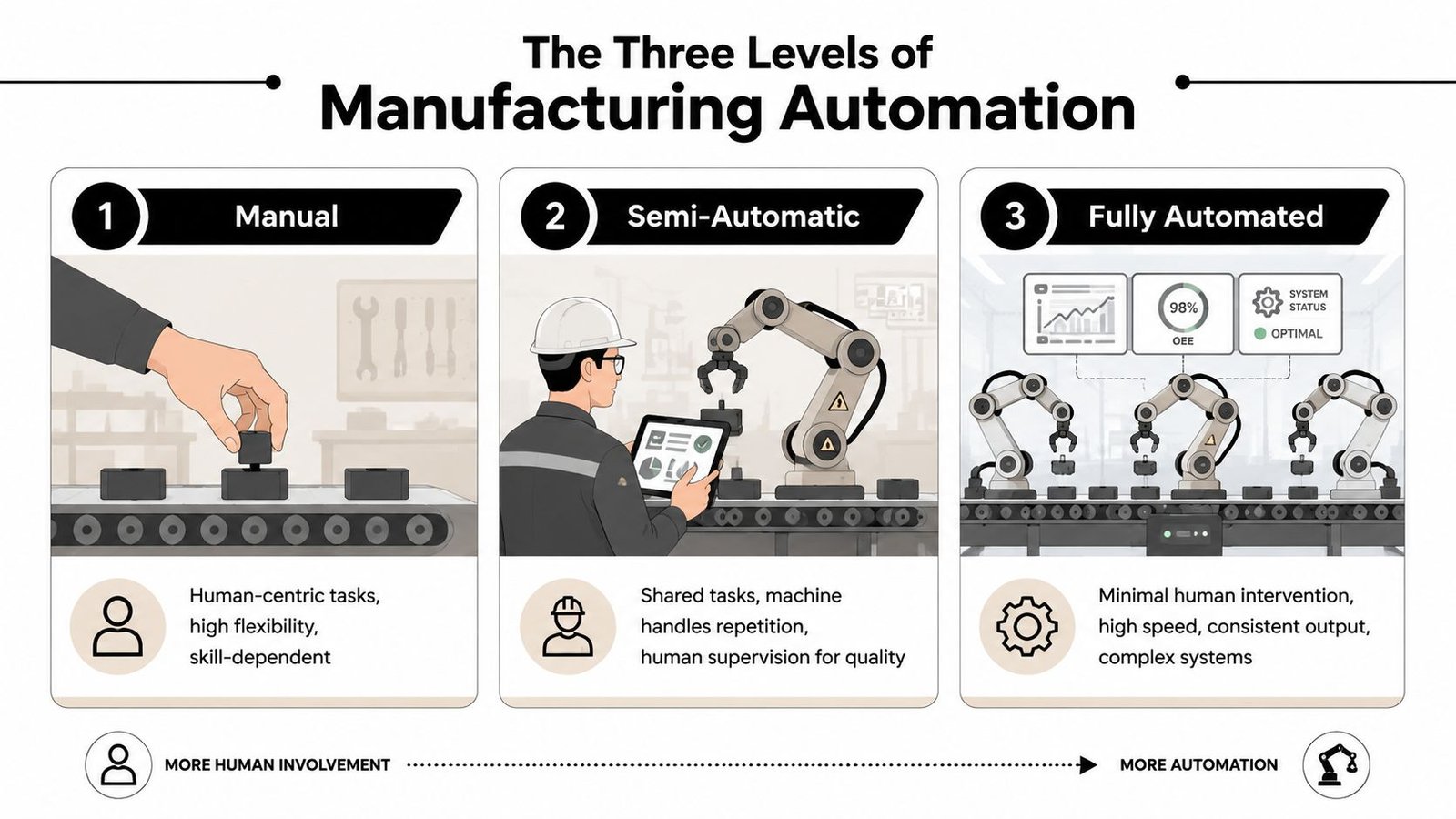
The Three Levels of Manufacturing Automation
A lot of confusion disappears when you stop treating automation as one thing. On the floor, there are three practical levels. Manual, semi-automatic, and fully automated.
A simple analogy helps. Manual is cooking from scratch with hand tools. Semi-automatic is using a meal kit with measured ingredients and a timed appliance. Fully automated is a vending system producing the same finished item the same way every time. Each has a place. The wrong choice creates waste even if the technology itself is good.
Why the spectrum matters
Manual processes still make sense when product mix changes constantly, builds are low volume, or engineering changes happen too often to justify machine complexity. But manual work depends heavily on operator judgment, training consistency, and discipline. If the process requires exact force, timing, orientation, or documentation every cycle, manual control starts to crack.
Semi-automatic systems are often the best bridge. The machine handles the repetitive or precision-critical part of the work, while the operator loads parts, confirms setup, or performs a guided inspection. Here, custom tooling, guarded fixtures, sensors, PLC logic, and integrated controls earn their keep.
Fully automated systems are strongest when demand is stable, cycle requirements are tight, and product variation is limited. They can deliver excellent repeatability, but they also demand more from engineering, maintenance, spares planning, validation, and change control.
For a closer look at where hybrid systems fit, this overview of semi-automated systems for budget and production goals reflects how many plants reduce risk without overbuilding.
Comparison of Manufacturing Automation Levels
| Metric | Manual Process | Semi-Automatic System | Fully Automated System |
|---|---|---|---|
| Upfront cost | Lowest initial investment | Moderate, targeted investment | Highest capital commitment |
| Operator involvement | Continuous hands-on work | Shared between operator and machine | Minimal during normal operation |
| Flexibility | Highest for changing products and small batches | Strong if tooling and recipes are designed well | Lower if product changes are frequent |
| Consistency | Depends on training and discipline | High on critical repeatable steps | Highest when process stays stable |
| Best fit | Prototypes, variable assembly, low-volume work | Bottleneck relief, regulated assembly, growing lines | High-volume, stable, repeatable production |
| Maintenance demand | Low equipment complexity | Manageable with standard support practices | Higher, with more interdependencies |
| Changeover impact | Fast by operator adjustment | Usually moderate and controllable | Can be complex and time-consuming |
| Risk if misapplied | Quality drift and labor dependence | Under-scoping if demand outgrows station design | Over-spending and reduced agility |
Semi-automation is often where plants get disciplined process control without losing the ability to adapt next quarter.
Key Benefits Driving Automation Adoption in 2026
The business case for automation manufacturing processes isn't abstract anymore. Plants are adopting automation because manual systems struggle to deliver the same output, quality, and staffing resilience under current operating pressure.
One market signal captures that shift clearly. The manufacturing automation market report from Grand View Research says the global manufacturing automation market was valued at USD 12.28 billion in 2023 and is projected to reach USD 23.96 billion by 2030, at a 9.7% CAGR from 2024 to 2030. The same report notes that hardware components commanded over 52% of the market in 2023, and that growth is being driven by the demand for consistent product quality in industries such as pharmaceuticals and medical devices.
What plant managers actually gain
The first benefit is process consistency. A good automation project doesn't just speed up output. It controls the variables that operators struggle to hold manually over a full shift. That matters in press operations, dosing, welding, fastening, inspection, and part orientation.
The second is safer task design. If operators are reaching into guarded areas, handling sharp components, repeating awkward motions, or carrying the burden of every confirmation step, you're creating risk. Even a semi-automatic station can move those high-friction actions into a controlled sequence.
A third benefit is throughput without hiring pressure. When labor is hard to find or harder to retain, automation lets the team you already have spend time where judgment matters. Loading a fixture is different from manually controlling every process variable.
- Quality control improves: Sensors, interlocks, and fixed process windows reduce avoidable variation.
- Cycle time becomes more predictable: Controlled sequences remove hesitation, retries, and inconsistent handoffs.
- Training gets easier: A guided station is easier to teach than a process that depends on tribal knowledge.
- Supervision gets clearer: Problems surface faster when the machine records what happened and when.
Why this matters now
The strongest justification for automation isn't that everyone else is doing it. It's that plants with better control usually spend less time sorting defects, chasing missing information, and compensating for process drift.
That's why the trend matters more in regulated manufacturing than in many other settings. If a process has to be repeatable, inspectable, and traceable, automation supports the operating model instead of fighting it.
How to Choose Your Ideal Automation Level
The wrong way to choose automation is to start with a robot brochure. The right way is to start with your production reality. Volume, product variation, change frequency, floor space, staffing depth, and compliance needs should drive the architecture.

Start with process reality
Ask five blunt questions before approving any concept:
Where is the actual bottleneck?
If one station starves the rest of the line, automate that station first. Don't spread capital across noncritical steps.How often does the product change?
If parts, SKUs, or assemblies change often, flexibility matters more than maximum theoretical speed.What does the operator know that the machine doesn't?
Some tasks still depend on human feel, visual judgment, or exception handling. Don't automate away the very thing that keeps quality stable.What can your maintenance team support?
Servo axes, vision systems, safety circuits, and custom PLC logic are valuable. They also need support after startup.What level of traceability is required?
In regulated work, the data structure often matters as much as the mechanics.
A useful selection rule is simple. If the process is repetitive but still needs human loading, inspection, or adjustment, semi-automation is usually the first serious option worth modeling.
When semi-automation is the smarter move
The International Federation of Robotics perspective on automation as a cornerstone of modern manufacturing supports a point many plant managers learn the hard way. Full automation isn't always optimal for SMEs. Semi-automated setups with custom tooling and fixtures can yield 20-30% better ROI in volatile markets while cutting labor dependency by 40-50%, and 70% of global manufacturers are SMEs.
That matters because many first upgrades happen in exactly those conditions. Demand isn't flat. Product designs evolve. Skilled people are stretched. Capital needs a clean payback story.
Semi-automation works well when you need:
- Controlled repeatability: Tightening, pressing, welding, dispensing, marking, or testing that must happen the same way each cycle.
- Operator-guided flexibility: The operator can select recipes, load variants, or handle exceptions without reengineering the whole cell.
- Scalable growth: You can start with one station, then add feeders, vision checks, conveyors, or data layers later.
- Better ergonomics: The machine takes the repetitive force or alignment burden off the operator.
The best first automation project usually doesn't remove people. It removes avoidable variation.
Later in the evaluation, it helps to see a working example of how manufacturers think through this trade-off in practice.
Fully automated lines can be the right answer. But they make the most sense when demand, product design, and process requirements are stable enough to justify the complexity. If those conditions aren't there yet, semi-automation isn't a compromise. It's disciplined engineering.
A Practical Implementation Roadmap From Pilot to Scale
Plants get into trouble when they try to automate everything at once. A staged rollout usually performs better because it gives engineering, production, and quality time to prove the concept under real conditions.

Phase one assessment
Start with one process family, not the entire facility. Walk the line with production, maintenance, quality, and an operator who runs the job. Look for repeated stops, manual checks that happen too late, ergonomic strain, rework loops, and stations where output depends on one experienced person.
Document three things before design begins:
- Current-state cycle flow: What happens in sequence, where delay occurs, and what triggers rework.
- Critical-to-quality variables: Torque, force, presence, orientation, timing, temperature, weld settings, or serialized traceability.
- Success criteria: Less downtime, fewer defects, more predictable output, better data capture, or reduced operator burden.
Phase two and three proving then scaling
Pilot the upgrade on the highest-friction step you can isolate. That could be a semi-automatic weld fixture, a guided assembly nest, or a test station with automatic result logging. The point is to prove that control improves before adding line-wide complexity.
The Georgia Tech smart manufacturing automation overview notes that real-time data and predictive maintenance can reduce unplanned downtime by up to 50%, and that a targeted approach can achieve ROI within 12-18 months through gains such as a 25% defect reduction in precision assembly. That's exactly why the pilot model works. It ties spending to a measurable operating problem.
Use the pilot to answer practical questions:
- Can operators run it confidently after training?
- Does the station hold process windows over full-shift use?
- Are alarms actionable or just noisy?
- Can maintenance recover the cell without waiting on the integrator for every issue?
Start with the process that hurts every day, not the one that looks best in a capital presentation.
Once the pilot is stable, scale by copying what worked. Add similar stations. Standardize controls and HMI logic. Reuse proven components where possible. Expansion should look like multiplication, not reinvention.
Navigating GMP and Regulatory Needs with Automation
In regulated manufacturing, automation can either strengthen compliance or create a documentation mess. The difference comes down to design discipline.

What GMP-aware automation looks like
A GMP-aware system controls more than motion. It controls who can run the process, what recipe is active, whether the correct components are present, what parameters were used, and how results are recorded.
That can include practical features such as:
- User access control: Different permissions for operators, technicians, engineers, and administrators.
- Recipe management: Locked parameters for validated product variants.
- Electronic checks: Barcode scans, part confirmation, sensor verification, and reject logic before the cycle starts.
- Traceable records: Automatic logging of test results, cycle outcomes, timestamps, and part identifiers.
If you're aligning equipment strategy with compliance expectations, this explanation of what GMP means in manufacturing is a useful reference point for evaluating system requirements.
Why data handling matters as much as mechanics
The machine may run well, but if the data is incomplete, editable without control, or separated from the actual operation, compliance risk stays high. That's why Automated Data Processing, or ADP, matters in regulated lines.
The Cerexio analysis of automated data processing in manufacturing says that in GMP-regulated processes, ADP workflows can ensure 99.9% data accuracy and minimize human-error-induced defects by 30-50%. It also notes that rule-based validation can flag discrepancies before an operation begins, reducing scrap by 15% in processes such as medical device welding.
That translates directly into system design choices:
| GMP need | Automation response |
|---|---|
| Repeatability | Controlled sequence with locked parameters |
| Error prevention | Sensors, interlocks, and pre-cycle validation |
| Traceability | Automatic collection of process and part data |
| Audit readiness | Structured records tied to each operation |
A good regulated system doesn't ask the operator to remember what the machine should enforce. It builds compliance into the workflow.
In regulated production, the most expensive error is often the one you can't reconstruct afterward.
Avoiding Pitfalls and the Value of Long-Term Support
Automation doesn't fail only because the hardware is bad. It fails when the project is over-scoped, poorly introduced to the floor, or left without enough support after handoff.
What goes wrong
A common mistake is choosing a system that fits a future-state vision but not today's production mix. The line looks impressive, but changeovers become painful, maintenance gets overloaded, and operators work around the machine instead of with it.
Another failure point is weak change management. If operators and technicians aren't brought in early, they treat the system as someone else's project. Alarm handling becomes inconsistent. Minor stoppages drag out. The process starts drifting from the intended use.
The WCA overview of industrial automation market growth and implementation risk notes that some industry analyses point to 40% failure rates from poor change management, and that resilient projects rely on ongoing support to handle integration hurdles and maintenance, which can reduce downtime by 25%.
What support should include
Post-installation support shouldn't mean calling someone only after a breakdown. It should be built into the project from the start.
Look for a support model that covers:
- Commissioning follow-through: Not just startup, but real production observation under normal conditions.
- Operator training: Clear work instructions, alarm response, and restart procedures.
- Maintenance readiness: Spare parts planning, preventive tasks, and troubleshooting documentation.
- Process updates: Safe adjustments when products, tooling, or requirements change.
- Service responsiveness: A practical path for getting help when the line behaves differently in week eight than it did on day one.
The best automation manufacturing processes are not self-sustaining just because they're automated. They still need ownership. They still need maintenance. They still need someone to think through how the line will run on a hard Monday with a short crew and a schedule change.
A plant manager's safest investment is usually not the most complex machine. It's the system the team can run, maintain, and improve over time.
If you're weighing your first major upgrade, System Engineering & Automation can help you sort through appropriate options. SEA designs cost-effective manual, semi-automatic, and fully automated solutions, with a strong focus on practical semi-automation, custom tooling, fixtures, integrated controls, and GMP-aware engineering. From early concepts through design, installation, commissioning, and ongoing support, the team works with your production goals, budget, and floor realities to build automation that improves quality, efficiency, and flexibility without overcommitting to the wrong level of complexity.









