If you're evaluating industrial grinding machines right now, you're probably dealing with a familiar mix of pressure. Parts need tighter tolerances. Output has to improve. Operators are stretched. Finance wants a clean justification before approving any capital spend. In regulated production, the stakes go higher because a machine choice affects compliance, documentation, and contamination control, not just cycle time.
That’s why grinder selection shouldn’t start with brand preference or maximum specification. It should start with the production problem you need to solve. A manual machine can still be the right answer in one cell, while a semi-automated setup or full CNC grinder is essential in another. The smart decision is the one that matches part geometry, quality requirements, staffing reality, and budget.
Table of Contents
- Beyond the Basics of Industrial Grinding
- Decoding the Main Types of Industrial Grinders
- Key Specifications That Drive Performance and Cost
- How to Choose the Right Grinding Machine
- Navigating Safety, GMP, and Lifecycle Costs
- Finding Your Optimal Level of Automation
- Calculating ROI and When to Call an Engineering Partner
Beyond the Basics of Industrial Grinding
Industrial grinding machines sit at a point in production where small errors become expensive. If a shaft is out of round, if a surface doesn’t sit flat, or if a bore finish creates assembly issues, the grinder often decides whether the part ships, gets reworked, or gets scrapped.
That’s why grinding is more than a finishing step. It’s a value-adding process that can determine fit, wear behavior, sealing performance, visual quality, and downstream assembly stability. In many plants, the grinder is the process that turns a near-finished part into a sellable one.
The history of the technology matters because it explains why grinding remains so central to precision manufacturing. The industry’s early breakthroughs included the first grinder produced in the United States in 1864, Brown and Sharpe’s universal cylindrical grinder in 1876, the first artificial grinding stone created from silicon carbide in 1892, and the first vertical rotary surface grinder in 1909. Brown and Sharpe’s cylindrical grinder could grind workpieces within 0.001 mm tolerance, showing how early grinding innovation established the precision foundation modern manufacturing still relies on, as documented in this history of grinding machine development.
Grinding decisions are business decisions
A grinder with higher specs isn’t automatically the better investment. If the machine is oversized for the work, too complex for the staffing model, or difficult to validate in a controlled environment, the extra capability may never turn into profit.
Practical rule: Buy the machine that solves the production constraint you actually have, not the one that looks best in a showroom.
Operations managers usually care about four outcomes:
- Part quality: Can the process hold the required geometry and finish consistently?
- Throughput: Can the cell keep up with demand without becoming the bottleneck?
- Labor dependency: Does the process depend on one highly experienced operator?
- Scalability: Can the setup grow from current demand to the next production phase?
Those questions matter more than marketing language. If you regularly evaluate manufacturing upgrades, it helps to follow broader production optimization insights from this manufacturing engineering blog and apply them to the grinding cell as part of the full line, not as an isolated machine purchase.
Decoding the Main Types of Industrial Grinders
A useful way to think about industrial grinding machines is to compare them to specialized tools in a toolbox. You wouldn’t use the same saw for framing lumber, finish trim, and intricate cuts. Grinding works the same way. Each machine category is built around a specific geometry and material removal pattern.
What each grinder is built to do
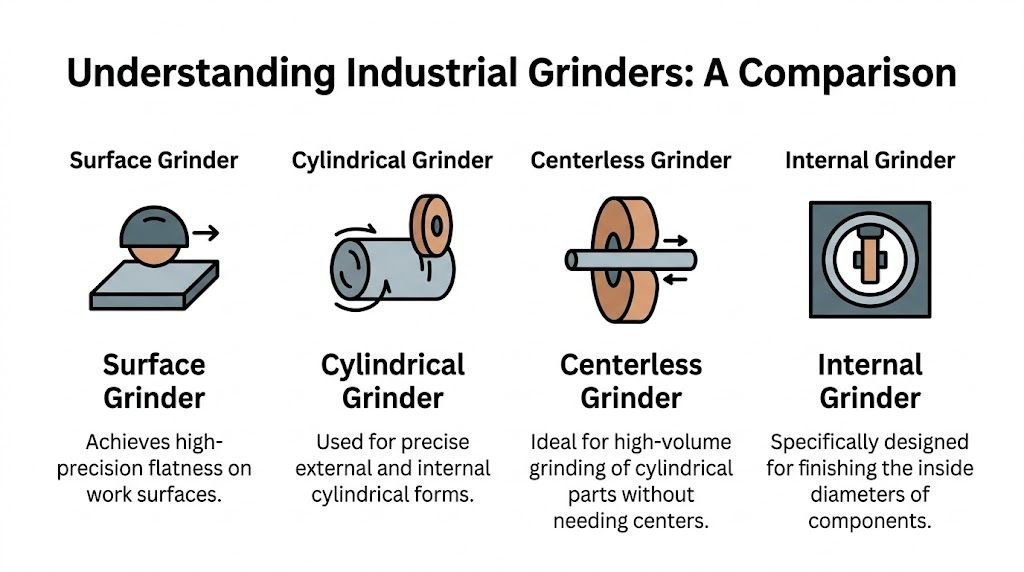
Surface grinders are the go-to choice when the job is flatness. They move a grinding wheel across the face of a workpiece to create precise planar surfaces. In toolrooms, mold shops, and general machining departments, they’re often the first serious grinding platform because so many parts need flat reference faces before anything else can happen.
Cylindrical grinders handle external and internal round forms. Think shafts, pins, sleeves, bearing surfaces, and other rotational parts where roundness and diameter control matter. Cylindrical grinding machines for rotational parts can deliver tolerances down to ±0.001 mm through controlled depth removal, and in internal bore finishing, small-diameter wheels can refine bores to smoothness levels turning can’t match. In semi-automated lines, servo-tied feed rates can reduce cycle times by 15% to 25%, according to this cylindrical grinding reference.
Centerless grinders remove the need to hold the part between centers. That makes them attractive for long runs of cylindrical components where loading speed and repeatability matter more than flexibility. If you make the same family of rods, pins, or rollers all day, centerless grinding can be very efficient. If your part mix changes constantly, setup complexity can cancel out that advantage.
Internal grinders focus on inside diameters. They’re the right tool when bore quality drives performance, especially in sleeves, bushings, and bearing-related parts. Internal geometry is unforgiving, and finishing a bore well often requires machine stability, wheel access, and workholding discipline that a general-purpose setup won’t provide.
Jig grinders belong in the high-precision corner of the shop. They’re used for detailed hole locations, contours, and tight form features where geometry matters as much as finish. They’re not the default choice for general production, but in precision tooling and complex component work, they solve problems other grinders can’t.
A common buying mistake is choosing a grinder based on the part’s name instead of the surface that actually matters. A “shaft part” may still require surface grinding on a datum face before cylindrical grinding ever starts.
Industrial grinder types at a glance
| Grinder Type | Primary Function | Common Applications | Typical Precision |
|---|---|---|---|
| Surface Grinder | Produces flat surfaces | Mold bases, plates, gauges, tooling surfaces | High flatness capability, depending on machine class |
| Cylindrical Grinder | Finishes external or internal round forms | Shafts, pins, bearing surfaces, medical rotational parts | Down to ±0.001 mm on suitable applications |
| Centerless Grinder | Grinds cylindrical parts without centers | High-volume rods, pins, rollers | High repeatability in stable, repetitive runs |
| Internal Grinder | Finishes bores and internal diameters | Sleeves, bushings, bearings, precision bores | Bore finishes beyond typical turning capability |
| Jig Grinder | Holds tight hole and form geometry | Tooling, dies, complex precision features | Very high form and positional precision |
For most buyers, the first decision isn’t brand. It’s category. If that decision is wrong, no amount of options, controls, or accessories will make the machine fit the work.
Key Specifications That Drive Performance and Cost
The spec sheet matters, but only when you know how to translate the numbers into production outcomes. A machine can look impressive on paper and still perform poorly in your shop if the critical specifications don’t line up with your parts, fixtures, and process expectations.

The specs that change outcomes
For surface grinding, spindle quality and machine rigidity deserve more attention than buyers often give them. Ultra-precision flatness of ≤0.002 mm/m requires specialized machines with hydrostatic spindles and fine-grit wheels in the 100 to 200 mesh range. Those setups minimize radial runout to ≤0.002 mm and reduce vibration-induced errors, as outlined in these surface grinding selection guidelines.
That tells you something important. If your parts don’t need that level of flatness, paying for that class of machine may not make sense. If they do, trying to force the result from a lighter platform usually turns into troubleshooting, extra passes, wheel issues, and operator frustration.
Other specifications affect performance in more direct, shop-floor ways:
- Axis positioning accuracy: This matters when steps, grooves, and form transitions must land where the print says they should.
- Table load capacity: Heavy workpieces need a machine bed and workholding system that won’t deflect under load.
- Wheel size and grit selection: Fine grit supports finish and flatness. Coarser grit supports stock removal and roughing stability.
- Coolant delivery: Poor coolant application raises thermal risk, affects finish, and shortens wheel life.
What buyers often underestimate
Machine bed rigidity is a production variable, not just a design feature. In rough grinding, a high-power spindle and rigid structure help the machine stay stable under load and prevent the kind of deflection that shows up later as parallelism or finish problems. Shops often blame operators or wheels for instability that really starts with the base machine.
A second blind spot is control capability versus actual use case. CNC axis interpolation, digital readouts, servo feeds, and programmable infeeds are valuable when the part family justifies them. They’re wasted when the work is simple, low-volume, and changes constantly.
Don’t pay for control sophistication your process won’t use. Pay for stiffness, repeatability, and serviceability first.
A practical evaluation should connect each spec to a question from production:
| Specification | Why it matters on the floor |
|---|---|
| Spindle design | Influences runout, finish, and thermal behavior |
| Machine rigidity | Reduces vibration and deflection |
| Axis accuracy | Determines how reliably features land on print |
| Wheel configuration | Balances stock removal against finish quality |
| Coolant system | Controls heat, cleanliness, and wheel performance |
The right reading of a spec sheet is simple. Ask what problem each specification solves. If you can’t answer that, it probably shouldn’t drive the buying decision.
How to Choose the Right Grinding Machine
A good grinder selection process starts with the part, not the catalog. Shops get into trouble when they begin with machine size, control brand, or a deal on available inventory instead of the physical demands of the work.
Start with the part, not the machine
Three questions narrow the field fast.
First, what material are you grinding? Hardened tool steel, stainless, non-ferrous alloys, and delicate medical components don’t behave the same way at the wheel. Material affects wheel choice, heat sensitivity, stock removal rate, and whether a machine needs more rigidity or more finesse.
Second, what are the essential quality requirements? Tolerance, roundness, flatness, parallelism, and surface finish should be separated into must-have and nice-to-have. Many buying mistakes come from treating every feature on the print as equally critical.
Third, what throughput does the business require? A grinder that makes excellent parts but can’t feed assembly isn’t a good fit. A faster machine that demands complex setup for short runs may also be the wrong answer.
A practical review often looks like this:
- For a mold insert or tool steel component: Feature placement, flatness, and stiffness matter more than raw loading speed.
- For repeated cylindrical medical parts: Diameter consistency, bore finish, traceability, and contamination control often matter as much as cycle time.
- For a mixed-job shop: Flexibility and setup speed may beat absolute peak throughput.
The best grinder for a repetitive production line is often the wrong grinder for a high-mix shop. Don’t confuse capability with suitability.
Build a requirements sheet vendors can quote properly
Before asking for proposals, define the process in plain language your engineering and purchasing teams can both use.
Include these points:
Part family and geometry
List whether the machine will handle flat faces, ODs, IDs, slots, steps, grooves, or complex forms.Material condition
Note hardness range, heat-treated status, and whether thermal distortion is a concern.Quality targets
Spell out what must be held every run. If one surface is the critical datum, say so.Production pattern
Describe whether the work is low-volume and mixed, or repetitive and stable.Operator model
Be honest about who will run the machine. A solution that depends on scarce expert labor may not be scalable.Expansion path
Decide whether the machine must stand alone now and integrate later, or enter a broader automated cell from day one.
This kind of requirements sheet changes vendor conversations. Instead of getting a generic recommendation, you get a machine concept tied to real production constraints.
Navigating Safety, GMP, and Lifecycle Costs
Many grinder purchases look reasonable until the machine enters a real production environment. That’s where safety requirements, contamination risks, maintenance burden, and validation expectations start to dominate the conversation.
Safety and contamination control are machine selection issues
Grinding creates dust, mist, heat, and moving hazards. Guarding, extraction, coolant management, wheel integrity, and workholding security should be treated as core selection criteria, not accessories added after the PO is issued.
That’s even more important in regulated production. In GMP-aware medical device manufacturing, grinding needs to integrate with semi-automated systems for compliance, and grinding wheels should use non-shedding abrasives with dust collection to prevent particulate contamination. High maintenance costs also create a real adoption barrier for smaller firms, and SMEs make up 70% of medical device manufacturers in key markets, according to this GMP-focused medical manufacturing article.
If you’re reviewing equipment for a regulated line, it helps to compare the machine itself with broader engineering and automation considerations for regulated manufacturing projects before locking in a configuration.
Lifecycle cost is where cheap machines get expensive
Sticker price is only one number in the decision. A grinder also carries ongoing costs for wheels, dressing, coolant, filtration, cleaning, preventive maintenance, spare parts, training, and downtime response.
A lower-cost machine can become the expensive option when it introduces chronic problems such as:
- Frequent wheel intervention: Operators spend too much time dressing, compensating, or chasing finish.
- Poor containment: Dust and mist spread beyond the cell and trigger cleaning and quality headaches.
- Unstable repeatability: Parts drift over longer runs, which pushes up inspection time and scrap risk.
- Weak serviceability: Basic repairs take too long because access, documentation, or support is poor.
A machine that costs less to buy but more to keep stable is not the budget option. It’s the hidden-cost option.
For operations managers, the business case should include the full production environment. Ask what the grinder demands from maintenance, quality, EHS, and validation teams. If the answer is “more than expected,” the purchase needs another look.
Finding Your Optimal Level of Automation
The smartest automation choice usually isn’t the highest one. It’s the level that removes your current constraint without making the process too rigid or too expensive to scale.
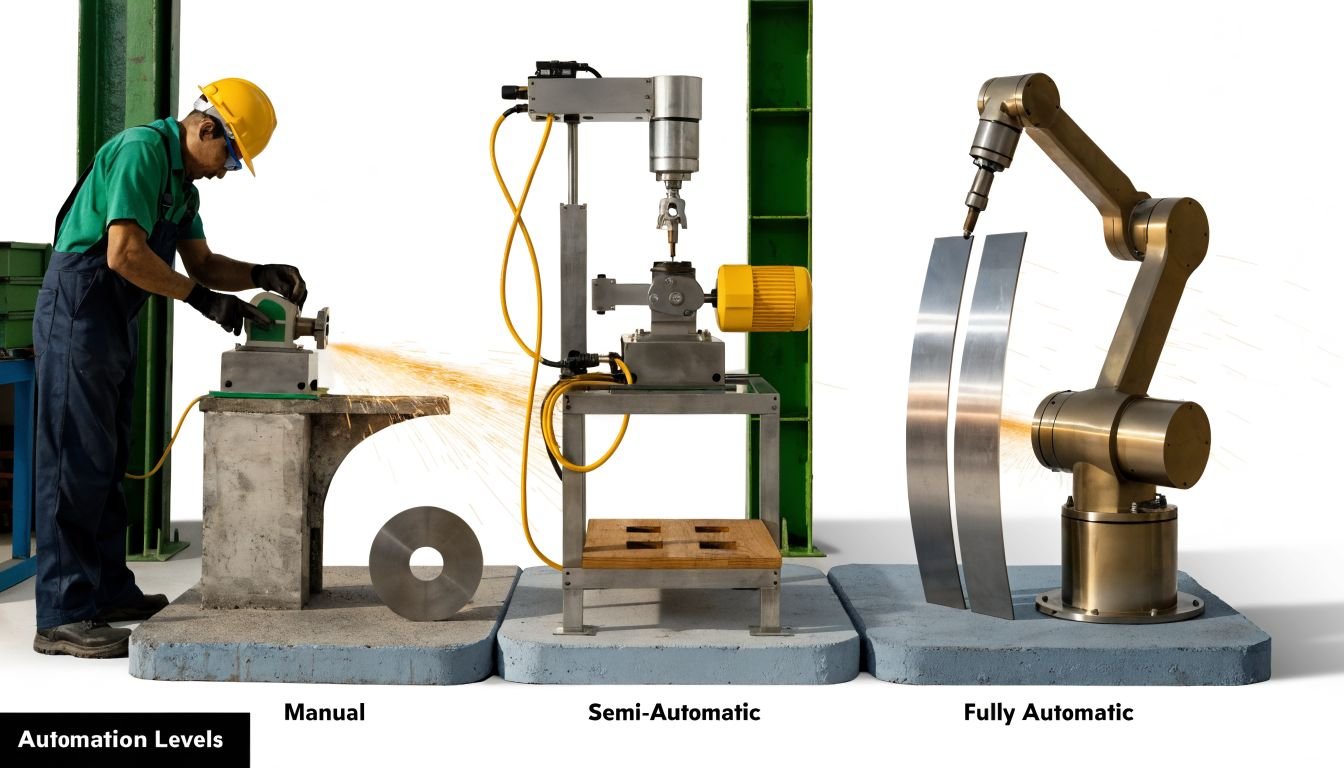
Manual, semi-automatic, and CNC are different business tools
A manual grinder still has a place. It works well for toolroom work, prototypes, maintenance support, low-volume jobs, and applications where a skilled operator needs direct tactile control. It’s usually the most flexible option for changing work, but the process depends heavily on operator technique.
A semi-automatic grinder usually hits the best balance for small-to-mid-sized manufacturers. You keep some flexibility in loading, fixtures, and process adjustment while adding controlled feeds, programmable motions, digital readouts, or integrated workholding that reduce variation and labor dependency. For shops trying to improve repeatability without overcommitting capital, this is often the practical middle ground.
A fully automated CNC grinder becomes necessary when geometry is complex, repeatability has to be systematized, or labor consistency is the limiting factor. The introduction of CNC technology enabled manufacturers to achieve tolerances within microns and create intricate geometries, while reducing labor costs and shortening production times, as described in this overview of grinding technology’s move to CNC.
Where semi-automation often wins
The strongest case for semi-automation usually appears in shops facing one of these conditions:
- Growing demand, uneven staffing: You need more consistent output, but not a fully lights-out cell.
- Regulated work with documentation pressure: You need repeatable process control and traceability, but still want operators involved in setup and checks.
- High-mix production: Full automation can become too rigid when fixtures, dimensions, or lot sizes change often.
- Budget-sensitive expansion: You need meaningful improvement without taking on the cost and complexity of a full CNC line.
Here’s a useful mental model:
| Automation level | Best fit | Main trade-off |
|---|---|---|
| Manual | High-mix, low-volume, toolroom flexibility | Strong operator dependency |
| Semi-automatic | Growing production with budget and flexibility constraints | Not ideal for every complex geometry |
| Full CNC | Complex parts, repeat production, high consistency demands | Higher capital cost and integration burden |
A shop-floor example helps. If you’re grinding a range of fixtures and occasional precision components, manual or lightly assisted operation may be enough. If you’re repeating a stable family of parts every shift and need process discipline, semi-automation often earns its keep quickly. If the part geometry is intricate and consistency must be programmed rather than taught by experience, CNC stops being optional.
A closer look at machine motion and operator interaction helps make those differences concrete:
For manufacturers comparing upgrade paths, this is also where custom tooling and controls strategy matter. A broader look at semi-automatic and scalable automation thinking can help frame whether you should retrofit, retool, or replace.
Calculating ROI and When to Call an Engineering Partner
ROI on industrial grinding machines doesn’t come from one line item. It comes from the combined effect of better quality, less rework, lower labor dependency, cleaner throughput, and a process that doesn’t break down every time the operator changes.

A practical ROI lens
A useful ROI review asks four direct questions:
- Quality: Will the new process reduce scrap, rework, or inspection escalation?
- Capacity: Will it remove a bottleneck and support more output with the same floor space?
- Labor: Will it reduce dependence on hard-to-replace manual expertise?
- Risk: Will it improve process stability in a way that protects customer requirements or regulated production?
For SMEs trying to scale semi-automated grinding cost-effectively, there’s a meaningful middle path between “do nothing” and “buy new.” An expert perspective cited by Technavio notes that integrating IoT and custom fixtures into existing machines through a $50K retrofit can yield 20% to 30% ROI in 18 months, compared with purchasing a new $500K machine, as described in this market analysis reference.
When outside engineering support makes sense
Some projects should not be handled as simple machine purchases.
Bring in an engineering partner when:
- The grinder must fit an existing line: Integration with upstream and downstream equipment changes the scope completely.
- The part needs custom fixtures or tooling: Standard workholding rarely solves unique geometry cleanly.
- The environment is regulated: GMP-aware layouts, contamination control, and documentation affect machine design choices.
- The team is too busy to engineer the transition: Internal bandwidth is often the hidden limit on successful upgrades.
The right partner helps you avoid two expensive mistakes. Buying too little machine for the process, or buying too much machine for the business.
If you're weighing manual, semi-automatic, or fully automated grinding options and want a practical path that fits your production goals and budget, System Engineering & Automation can help. SEA works with manufacturers to design cost-effective grinding and automation solutions, including custom tooling, fixtures, integrated controls, installation, and commissioning support for standard and regulated environments.