If you're running a plant today, you're probably dealing with some combination of the same problems. Parts are getting smaller, tolerances are getting tighter, materials are getting harder, and customers still want shorter lead times. Meanwhile, conventional milling and turning can hit a wall fast when a job calls for hardened tool steel, thin features, internal corners, or exotic alloys that burn through cutters and setup time.
That's where Wire EDM starts to matter. Not as a niche machine for special jobs, but as a practical production option when the limiting factor isn't spindle speed. It's geometry, material behavior, repeatability, and labor efficiency. For manufacturers looking for production solutions that optimize throughput and service performance, wire EDM machines can shift a job from frustrating and expensive to stable and profitable.
Table of Contents
- Beyond Traditional Machining Limitations
- How Wire EDM Achieves Unmatched Precision
- Key Capabilities and Performance Specifications
- Transforming Production with Strategic Applications
- Smart Integration and Automation Strategies
- Calculating the True Cost and ROI of Wire EDM
- Partnering for Success in Precision Manufacturing
Beyond Traditional Machining Limitations
A lot of production problems don't start with machine failure. They start with process mismatch. A shop tries to force a difficult part through conventional machining because that's what it already owns, then pays for it in tool wear, extra setups, scrap risk, operator time, and missed delivery dates.
Wire EDM solves a different class of problem. It cuts electrically conductive material without the wire physically touching the workpiece, so the process isn't fighting cutting forces the way a mill, drill, or broach does. That changes the conversation when you're making narrow slots, delicate ribs, hardened details, or profiles that need to stay true from first article to repeat production.
For plant managers, the strategic question isn't whether wire EDM is impressive. It is. The better question is whether it removes a recurring production constraint.
Where traditional methods usually start to struggle
- Hard materials: Hardened alloys and difficult metals raise tooling cost and create more variability in conventional machining.
- Thin geometry: Small walls and fragile forms can distort when a cutting tool pushes on the part.
- Complex internal features: Sharp inside corners and intricate paths often require compromises, secondary operations, or redesign.
- Repeatability pressure: Tight tolerance work can become operator-dependent when the process window is narrow.
Practical rule: If your team keeps redesigning a part to fit the machine instead of matching the process to the part, the process is probably wrong.
Wire EDM also fits a broader production optimization mindset. It supports precision work, but it also supports better service to customers because it lets manufacturers quote jobs that would otherwise be high-risk. That matters for shops trying to expand capability without adding unnecessary process complexity. If you're evaluating where this fits in a broader manufacturing strategy, it's useful to compare it alongside other CNC and EDM machine solutions.
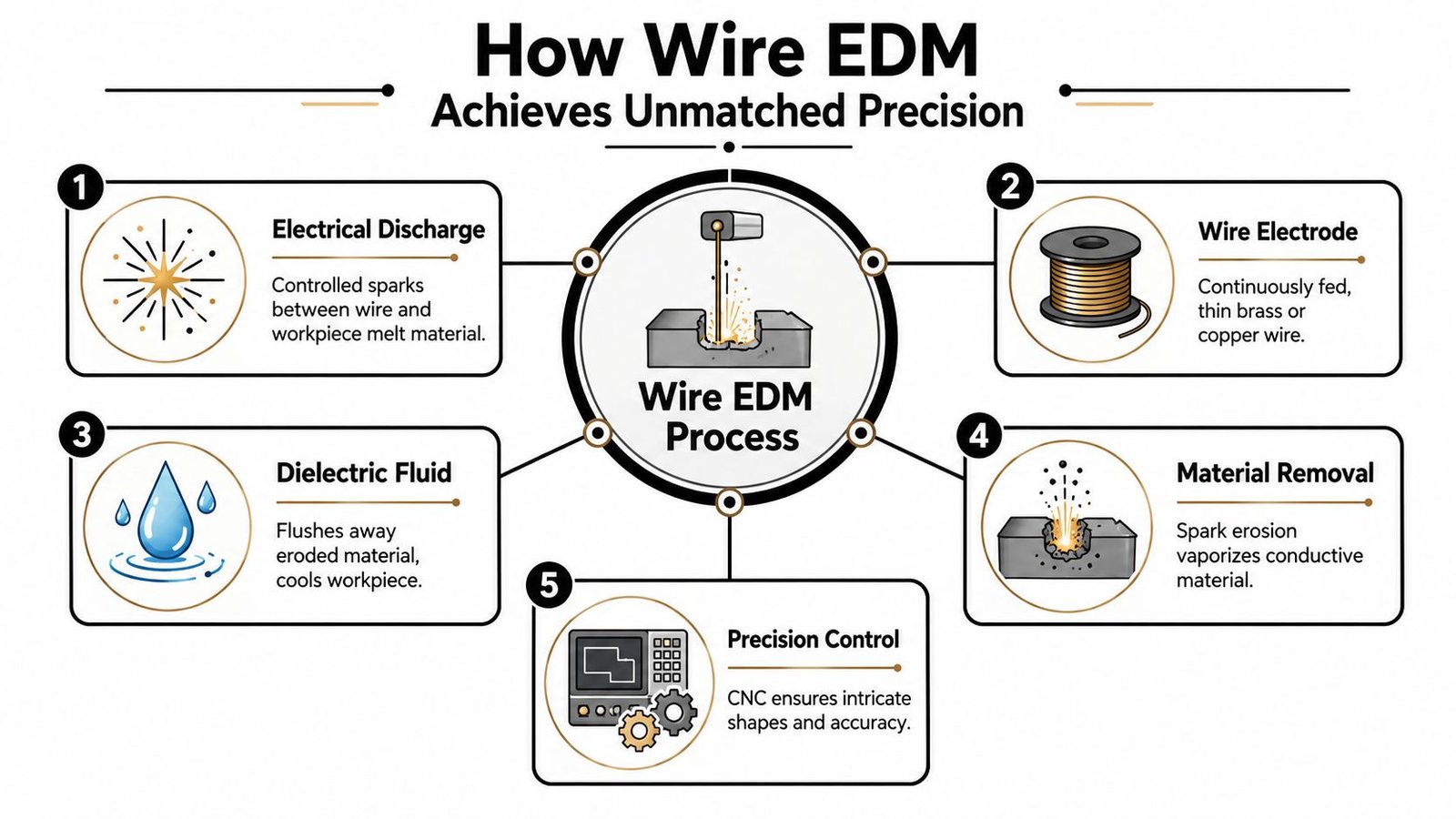
How Wire EDM Achieves Unmatched Precision
The simplest way to think about wire EDM is this. It works like a high-tech, electrically charged cheese wire that never touches the metal. Instead of shearing material off with force, it removes material with controlled electrical discharges.
That distinction is why the process can do work that conventional cutting often can't.
A quick look at the process map helps.
Why the process is different
The EDM concept goes back further than many people realize. The foundational EDM concept was developed in 1943 by Soviet researchers B. Lazarenko and N. Lazarenko, and the first commercially available wire EDM machine was produced in the Soviet Union in 1967 by converting a punch-card-driven mill, establishing wire EDM as a viable cutting method for the tool and die industry, as documented in this history of EDM machining.
In practical terms, the wire acts as an electrode. The machine feeds that thin wire continuously while a power supply creates rapid sparks between the wire and the conductive workpiece. Those sparks melt and vaporize tiny amounts of material in a controlled path directed by CNC motion.
Because the wire doesn't mechanically push on the part, the process avoids the cutting pressure that causes deflection, chatter, burrs, and stress in other methods. That's one of the main reasons shops use it for thin sections, pre-hardened metals, and fine details.
A short process video makes that easier to visualize.
What each machine element does
Every major machine element has a direct effect on part quality.
| Machine element | What it does in production |
|---|---|
| Wire electrode | Provides the cutting path and is continuously renewed, so the process doesn't rely on a fixed cutting edge like a milling tool |
| Power supply | Controls spark generation and energy delivery |
| Dielectric fluid | Usually deionized water. It cools, flushes debris, and stabilizes the cut zone |
| CNC motion system | Guides the wire path for contour accuracy and repeatability |
| Workholding and setup | Determines whether the machine's inherent precision reaches the actual part |
The dielectric fluid matters more than many buyers expect. It isn't just coolant. It also flushes away eroded particles so the machine can keep generating stable sparks instead of recutting debris. In production, that's where a lot of good plans succeed or fail.
Modern systems also build on that core process with advanced motion and control hardware. According to Xometry's wire EDM machining overview, current systems integrate linear motor technology, dual independent flush pumps, and deionized water management to maintain sub-micron positioning resolution, with benchmark accuracy down to ±3 microns and surface finishes as fine as 0.36 μm Ra on leading machines. For buyers comparing process capability to finished part requirements, that's the level of performance that makes EDM machined parts viable for demanding production work rather than only prototype jobs.
Key Capabilities and Performance Specifications
Specs only matter if they translate into fewer quality issues, fewer secondary operations, and a wider job envelope. Wire EDM has a strong case there because the published capability directly aligns with problems plant managers actually care about.

According to IQS Directory's wire EDM reference, wire EDM machines can hold tolerances as tight as ±0.0002 inches (approximately ±5 microns), achieve surface finishes down to 3 microinches Ra (0.076 μm), and cut features as thin as 0.004 inches with ultra-fine EDM wires. Those aren't abstract claims. They define whether a shop can reliably make thin-walled components, intricate dies, or tightly controlled profiles without distortion.
What the numbers mean on the shop floor
When a machine can hold that level of accuracy, the business impact shows up in a few specific ways:
- Quality control gets simpler: Tight capability gives the process more room before parts drift out of spec.
- Secondary finishing can shrink: Better surface finish can reduce polishing or handwork on some jobs.
- Pre-hardened material becomes more practical: Since the process doesn't load the part mechanically, shops can cut difficult geometry after heat treat.
- Design freedom improves: Very small features and narrow shapes become realistic manufacturing options.
That last point matters more than people expect. A lot of design-for-manufacturing compromises happen because the cutting tool has shape and force limits. Wire EDM changes both.
The best use of Wire EDM isn't replacing every conventional operation. It's removing the one operation that keeps the whole part expensive.
Where machine configuration matters
Not all machine selections should be based on headline tolerance. Configuration and application fit still matter.
A practical evaluation usually includes:
- Part thickness range: Thick plate behavior is different from thin precision work.
- Feature type: Through-cuts, internal starts, tapers, and fine slots place different demands on the machine.
- Surface requirement: Some jobs are done after a rough and skim strategy. Others need a finer finish path.
- Automation fit: If the machine will run in a production cell, setup repeatability and wire threading reliability matter as much as top-end spec.
There's also an important historical performance marker worth noting. In the 1980s, wire EDM reached a functional machining rate of 64 mm² per 2 minutes, a milestone described in CamTech EDM's historical review. That benchmark helped move the technology from specialized precision work into broader industrial use. For shops considering whether modern Wire EDM CNC services and systems belong in real production, the answer is yes, provided the process is matched to the part mix and throughput target.
Transforming Production with Strategic Applications
Wire EDM becomes most valuable when you stop viewing it as a machine category and start viewing it as a problem solver for difficult part families. Its best applications usually share three traits. The material is hard to machine, the geometry is unforgiving, and scrap is expensive.
Medical and precision component work
Medical manufacturing is a good example. Shops working with titanium or stainless components often need precise contours, burr control, and stable repeatability. A non-contact cutting process helps when part integrity matters and rework isn't welcome.
That's also where advanced wire and control technology can make a difference. The process is used in medical device manufacturing because it supports strict dimensional control and fine finishes on precision components. The work is especially well suited to high-accuracy environments where a stable process matters as much as raw speed.
Aerospace and tooling applications
Aerospace work presents a different kind of pressure. Materials such as Inconel and other superalloys challenge conventional tools, and part geometry often includes narrow profiles or details that can't tolerate force-induced movement. Wire EDM is well suited to these jobs because it can follow complex paths in conductive metals that are difficult to cut any other way.
The material range is one of the strongest reasons manufacturers add the process. Fathom's Wire EDM capability page notes that the process is restricted to electrically conductive metals, including Inconel, Titanium, Stainless Steel, Hastelloy, Carbide, and Kovar. In practice, that makes it highly useful for hardened and exotic alloys that create major headaches in traditional machining.
Tool and die work may be the most straightforward fit of all. Hardened tooling components, punches, dies, inserts, and detailed profiles reward a process that doesn't care much about material hardness in the same way a cutting tool does.
A quick way to map application fit is to ask three questions:
- Is the part electrically conductive?
- Does geometry create problems for milling, turning, or grinding?
- Would scrap or rework be costly enough to justify a more stable precision process?
If the answer is yes across those points, wire EDM often moves from optional to compelling.
Shops usually don't buy wire EDM because they want another machine. They buy it because a certain class of parts keeps punishing the current process.
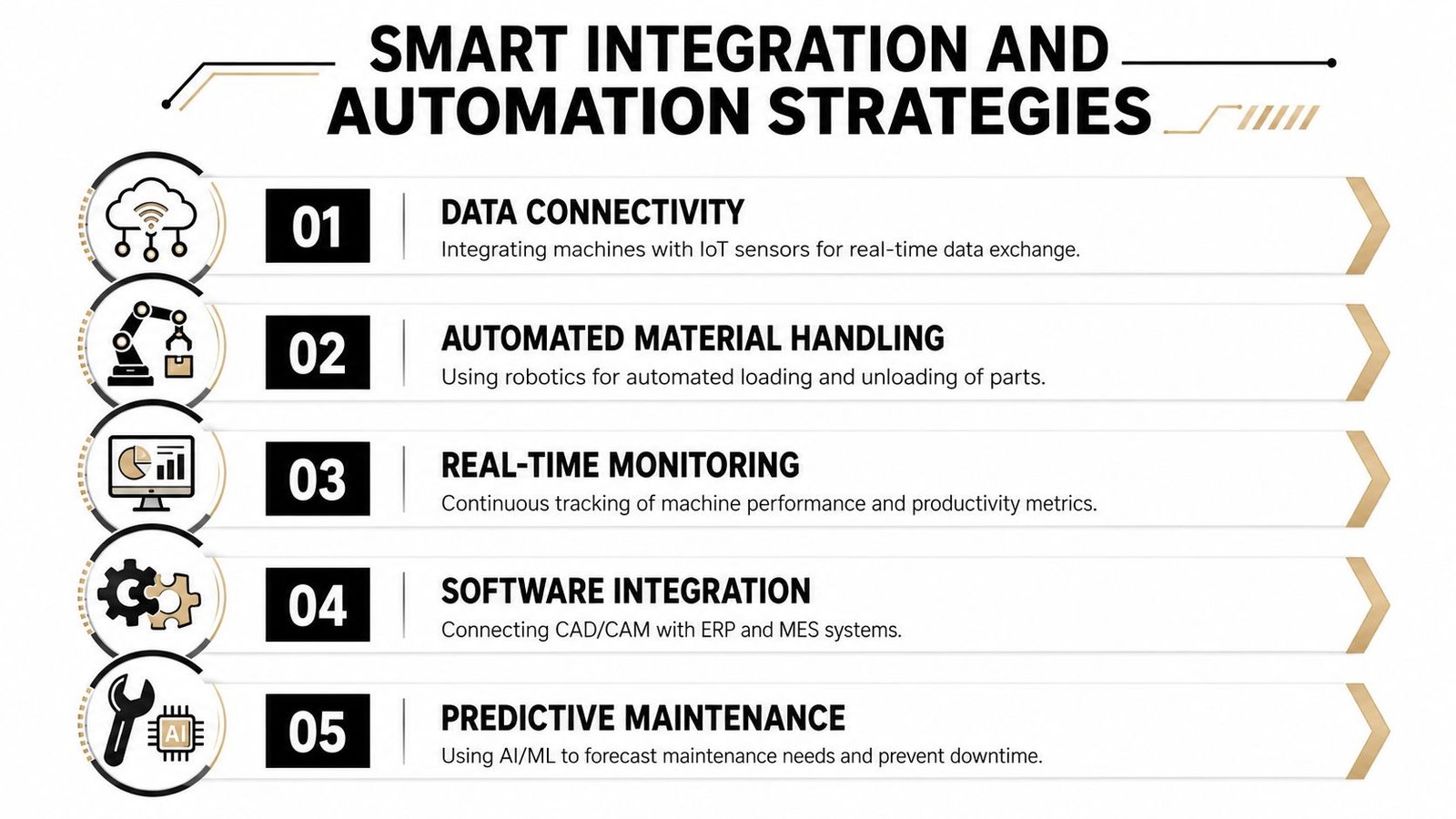
Smart Integration and Automation Strategies
The biggest mistake I see in capital planning is evaluating wire EDM machines as standalone assets. A machine can be excellent and still underperform if the surrounding process is weak. Throughput, labor efficiency, and unattended runtime come from cell design, fixturing, setup discipline, and monitoring strategy.
The machine is only part of the cell
A productive EDM cell usually has four things in place before the first overnight run:
- Repeatable workholding: If operators need to improvise alignment every shift, unattended production won't stay stable.
- Part family strategy: Grouping similar work reduces setup churn and programming variation.
- Reliable job staging: Multiple parts should be prepared and queued in a way that keeps the machine cutting instead of waiting.
- Clear inspection handoff: High-precision processes still need efficient validation, especially when parts move into regulated or customer-audited environments.
Semi-automation often beats chasing full automation too early. Many small to mid-sized manufacturers get the best return by standardizing fixtures, reducing manual touchpoints, and organizing changeovers so a single operator can support more than one process area.
Wire EDM is particularly attractive for unattended production because it supports long, stable cycles. As noted in Ricaurte Precision's discussion of Wire EDM applications, wire EDM machines support 24/7 lights-out manufacturing by allowing simultaneous setup of multiple parts while maintaining consistent micron-level accuracy across production runs. That's a meaningful production lever when labor is constrained and demand is uneven.
What breaks unattended performance
Lights-out capability sounds simple in sales literature. In practice, it depends on whether the process can stay stable when nobody is standing in front of the machine.
The weak point is often flushing. Shops hear that flushing matters, but the core issue is whether the machine and the process respond fast enough when debris starts to accumulate in the cut zone during a long unattended cycle. If flushing, tension, and spark control aren't working together, overnight reliability drops fast.
The practical controls that matter most are:
- Flushing setup: Nozzle position, flow stability, and chip removal have to match part geometry.
- Wire path stability: Long runs expose any weakness in threading, tension control, or alignment.
- Program strategy: Aggressive settings can look efficient until they create stop-start downtime.
- Fixturing access: Good workholding must allow proper flushing and safe wire travel, not just clamp the part.
A plant manager should also think about software and data flow. CAD/CAM, scheduling, and maintenance planning don't need to be glamorous. They need to reduce surprises. If you're building a broader automation roadmap, the strongest gains usually come from connecting process planning, fixtures, controls, and operator workflow into one production solution instead of treating EDM as an isolated specialty station.
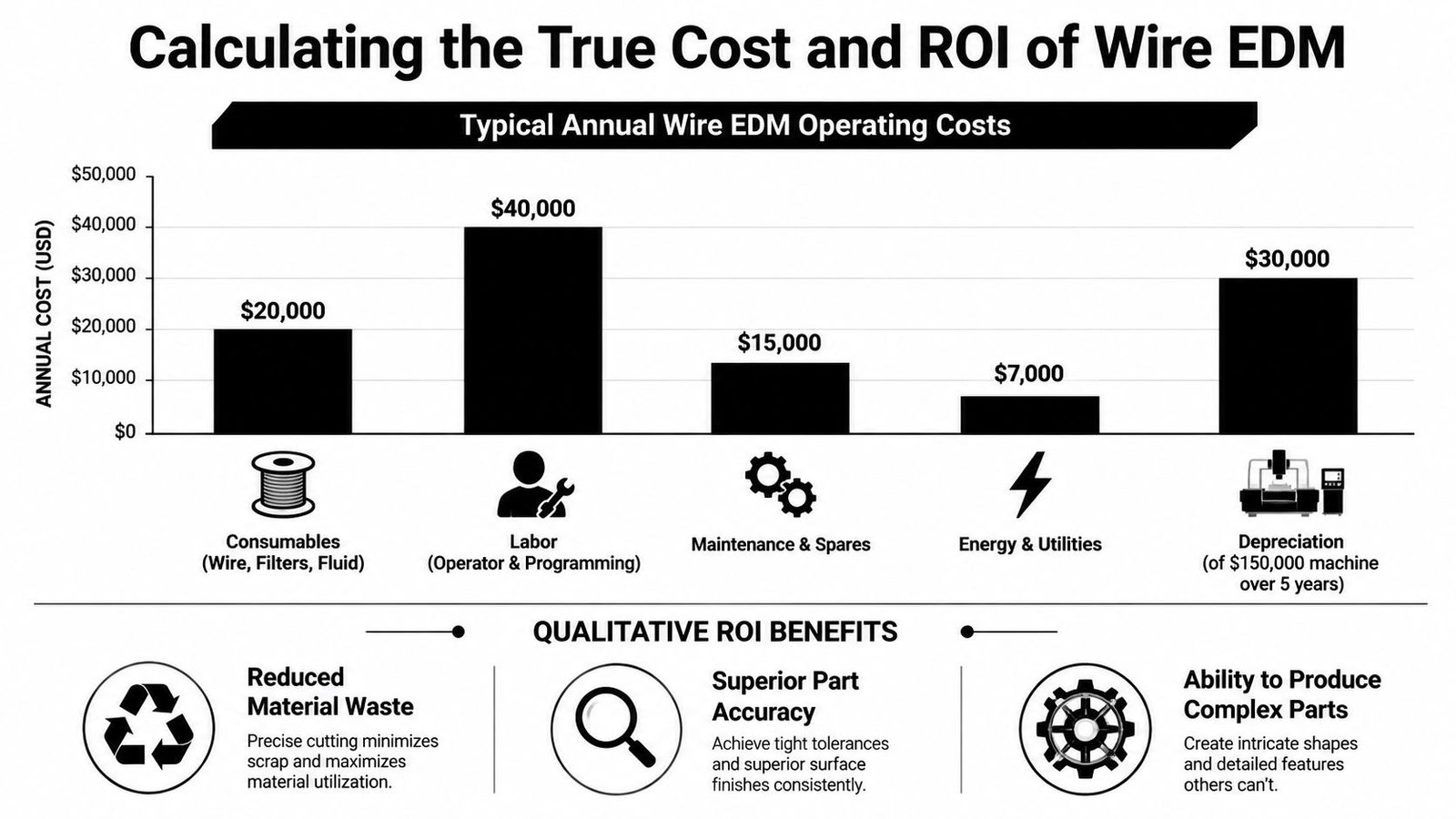
Calculating the True Cost and ROI of Wire EDM
Most ROI discussions around wire EDM machines go off track early because they focus too hard on acquisition cost. That's understandable, but it's incomplete. The smarter view is total cost of ownership tied to part mix, labor structure, scrap exposure, and the value of taking on work your current process handles poorly.
Look past purchase price
A realistic review should include more than the machine quote. Operating cost comes from recurring consumables and support requirements, including wire, filters, dielectric management, maintenance items, setup labor, programming time, and inspection flow.
For most plants, the return case improves when Wire EDM does one or more of the following:
| ROI driver | Why it matters |
|---|---|
| Eliminates difficult tooling | Reduces cost and lead time associated with specialized cutters |
| Cuts scrap risk on hard jobs | Important when materials and work-in-process value are high |
| Reduces manual finishing | Better surfaces and cleaner geometry can reduce downstream labor |
| Extends unattended runtime | More spindle-on equivalent time without matching labor growth |
| Wins higher-value jobs | Expands quoting capability for complex conductive parts |
That framework is more useful than a generic payback estimate because every shop's part mix is different. A plant making simple brackets won't see the same economics as one producing hardened inserts, medical components, or intricate aerospace details.
Used versus new is not a simple budget decision
Used machines deserve a harder look than they often get. A lower entry price can be attractive, especially for smaller manufacturers, but the hidden cost is usually process degradation, not just repair frequency.
According to the industry audit summary cited in this machinist discussion, used wire EDMs lose 12 to 18% of cutting accuracy within 3 years due to wire tension mechanism wear. The same source states that 54% of small manufacturers still choose used machines, while hidden maintenance costs can exceed 30% of the initial purchase within 2 years.
Those numbers matter because wire EDM ROI depends on confidence. If the machine can't hold process stability, the apparent savings disappear into troubleshooting, missed tolerances, and labor.
Use this checklist before deciding:
- If buying used, inspect the wire tension system carefully. That's not a minor wear item. It directly affects cut stability and accuracy.
- Review maintenance history, not just cosmetic condition. EDM performance problems often hide behind a machine that still looks clean.
- Match machine age to your tolerance needs. A bargain machine isn't a bargain if your parts live in a narrow process window.
- Price the support burden. Every hour spent chasing variability is labor cost, schedule risk, and management distraction.
Buy the level of EDM capability your production system can actually support. Overbuying hurts ROI. Underbuying hurts it faster.
For many small to mid-sized operations, the right answer isn't always brand-new or fully loaded. It's the option that gives stable process capability, realistic serviceability, and enough automation to keep labor dependency from eating the return.
Partnering for Success in Precision Manufacturing
Wire EDM earns its place when it removes bottlenecks that other processes can't handle cleanly. It gives manufacturers a way to cut conductive hard materials, protect delicate geometry, and hold precision that would be difficult or expensive with conventional machining. For the right part family, it improves quality, expands quoting capability, and supports more reliable production planning.
But the machine alone doesn't create those results.
Success comes from process selection, fixture design, job staging, programming discipline, and realistic automation choices. A shop that treats wire EDM as one more isolated machine tool usually leaves value on the table. A shop that treats it as part of a production system gets a different outcome. Better utilization, fewer interruptions, stronger repeatability, and a clearer path to lights-out work.
That's especially important for small to mid-sized manufacturers. They rarely have the luxury of wasting capital on the wrong level of automation. They need solutions that fit the actual part mix, labor availability, quality requirements, and growth plan. In those environments, the best wire EDM strategy is usually practical first. Stable setups, smart tooling, and targeted automation beat complexity for its own sake.
If you're evaluating wire EDM machines, the right next step isn't just asking what the machine can do. Ask how the process will fit your operators, your inspection flow, your quoting model, and your customer requirements. That's where production optimization becomes real.
System Engineering & Automation helps manufacturers build practical production solutions that improve quality, efficiency, and service performance. If you're evaluating wire EDM, semi-automation, custom tooling, fixtures, or a broader manufacturing upgrade, SEA can help you align the technology with your real production goals, budget, and operational constraints.