A line goes down. Maintenance gets there fast, finds the fault, and realizes the machine doesn't need a major rebuild. It needs one ordinary part that should have been in the storeroom. Instead, someone starts calling suppliers, someone else checks an old cabinet in another department, production asks for restart timing every fifteen minutes, and the schedule slips while everyone waits on a component that costs far less than the disruption around it.
That's the moment when spare parts inventory management stops looking like a warehouse issue and starts looking like what it really is. An uptime discipline. For small and mid-sized manufacturers, and especially for regulated environments such as medical device production, the difference between a controlled spare parts process and a reactive one shows up in output, labor efficiency, compliance exposure, and customer confidence.
Plants that treat parts as a side task usually end up paying for that decision in the worst possible way, during an avoidable outage. Plants that manage parts strategically protect production time, control risk, and make better use of working capital. That matters whether you run one semi-automated line or a mix of manual workstations, custom tooling, fixtures, and integrated equipment. It also ties directly to reliability work such as Mean Time Between Failures, because failure planning is only useful if the replacement part is available when the failure happens.
Table of Contents
- Introduction The Real Cost of a Missing Part
- Why Poor Parts Management Cripples Production
- Classifying Your Inventory for Strategic Control
- Forecasting and Smart Stocking Policies
- Tools and Systems Integration for Seamless Operations
- A Practical Roadmap for Implementation
- Measuring Success and Justifying Your Investment
- Frequently Asked Questions about Spare Parts Management
Introduction The Real Cost of a Missing Part
Most line-down events don't feel strategic in the moment. They feel messy. A technician has the machine open. Production is waiting. Purchasing is scrambling. The part number in the binder doesn't match what's on the asset. Someone says the item was ordered before, but nobody knows from which vendor. What should be a short repair turns into a delay that reaches scheduling, quality, and customer delivery.
That's why spare parts inventory management deserves attention from plant leadership, not just storeroom staff. The issue isn't whether a part is cheap or expensive. The issue is whether the part protects a constraint in your process. A low-cost sensor, seal, fuse, belt, fitting, or drive component can be the single item standing between normal production and an idle line.
Why this matters more in SMEs
Small and mid-sized manufacturers usually don't have slack everywhere. One missed shipment can disrupt the week. One unplanned stoppage can absorb the maintenance labor that was supposed to support preventive work. One duplicate order can tie up cash that should have gone into tooling, process improvement, or a machine upgrade.
In that environment, spare parts management isn't an administrative clean-up project. It's part of production control.
Practical rule: If a part can stop a revenue-producing asset, it belongs in an uptime conversation.
In regulated plants the risk is wider than downtime
Medical device and other regulated manufacturers carry another burden. A wrong part isn't just inconvenient. If the replacement isn't properly specified, documented, and controlled, the repair itself can create quality and compliance problems. Teams then lose time twice. First during the failure, then during investigation, rework, or documentation cleanup.
Good parts control changes the role of the storeroom. It becomes less of a cost center and more of a profit protector. The plant runs with fewer surprises. Maintenance reacts less. Purchasing buys with better context. Quality has cleaner traceability. Management gets a clearer picture of where money is helping uptime and where it's just sitting on a shelf.
Why Poor Parts Management Cripples Production
Poor parts management rarely fails in one dramatic way. It fails through a chain of small weaknesses. Bad naming conventions. Duplicate records. Incomplete min-max settings. Parts stored in unofficial locations. No clear ownership. No link between the asset, the work order, and the issued component.
When a machine fails, every one of those weaknesses surfaces at once.
Studies show that unplanned equipment downtime can cost manufacturers up to $260,000 per hour, with poor spare parts management being a leading contributor to extended repair times, according to Aberdeen Essentials on the high cost of downtime.
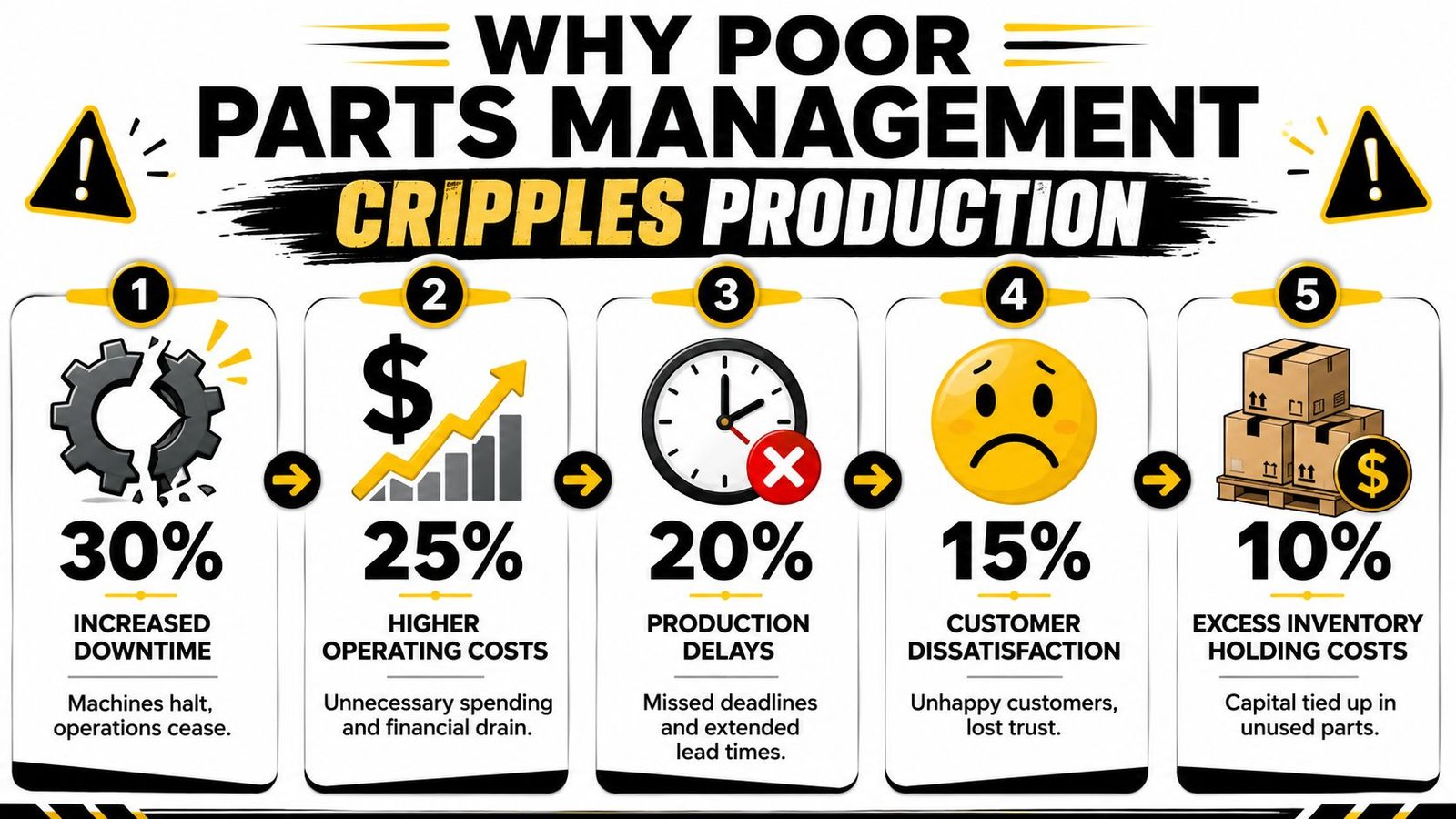
The damage starts before the repair does
A disorganized spare parts process increases downtime in very practical ways:
- Technicians lose time searching: They can't repair what they can't find, and searching isn't maintenance.
- Purchasing goes into emergency mode: Buyers stop comparing lead times, alternatives, and approved sources. They just try to get something on site.
- Production scheduling gets unstable: One delayed restart can force changeovers, push labor into overtime, and create shipment risk.
- Supervisors make rushed decisions: Under pressure, teams may substitute parts without enough technical review.
Those are not isolated problems. They stack on each other. The line is down longer, the repair costs more, and the next planned maintenance task gets postponed.
What reactive buying gets wrong
Emergency procurement feels decisive, but it usually creates more waste than control. The wrong supplier may ship a part that fits physically but doesn't match the required material, revision, or performance spec. Even when the right part arrives, the plant often pays more because the order bypasses normal planning.
A reactive system also creates inventory distortion. Teams overbuy certain items because they remember the pain of past stockouts, then under-control critical spares because no one has formally ranked them.
Good spare parts inventory management does two things at once. It reduces the chance of a stockout and reduces the habit of buying parts nobody actually needs.
The GMP problem in regulated environments
In regulated manufacturing, poor parts control can undermine more than maintenance efficiency. A replacement part needs to be the correct part, from the correct source, with the right documentation and change control. If records are weak, a routine repair can trigger deviations, documentation gaps, or uncomfortable audit questions.
Common trouble spots include:
- Unclear part identity: Similar descriptions for different revisions or materials
- Loose substitution practices: A replacement that seems equivalent but hasn't gone through proper review
- Incomplete traceability: No clean record of what was installed, when, and on which asset
- Storeroom drift: Parts held outside controlled locations in maintenance drawers or department cabinets
For medical device manufacturers, that's not a side issue. The plant has to protect uptime without weakening process control. That's where disciplined parts management earns its keep. It supports reliable repairs and cleaner compliance at the same time.
Classifying Your Inventory for Strategic Control
Plants get into trouble when they treat all spares the same. They aren't the same. A low-cost prox switch on a bottleneck station may matter more than a high-value spare for a non-critical backup system. If your policy is based only on item price, you'll protect accounting at the expense of production.
The better approach is to classify inventory from two angles. ABC tells you the value profile. VED tells you the operational criticality profile. Together they give you a practical control model.
Think like an emergency room
A hospital triage team doesn't treat patients by billing rate. It treats them by urgency and risk. Spare parts should be managed the same way. Some items are vital because production can't continue safely or acceptably without them. Others are useful but not urgent. The point is prioritization, not equal treatment.
ABC is straightforward:
- A items are the higher-value parts that need tighter purchasing and stock review.
- B items sit in the middle.
- C items are lower-value parts and usually justify simpler replenishment rules.
VED adds the operational lens:
- Vital parts can stop production, damage equipment, or create major compliance risk.
- Essential parts matter, but the plant can often tolerate a short delay or workaround.
- Desirable parts improve supportability or convenience but don't justify the same stocking discipline.
ABC VED Analysis Matrix
| Category | Vital (V) | Essential (E) | Desirable (D) |
|---|---|---|---|
| A | High-value and production-critical. Tight control, approved sourcing, clear reorder triggers. | High-value with meaningful operational impact. Review often and buy deliberately. | High-value but low urgency. Avoid casual stocking and challenge every purchase. |
| B | Moderate-value but critical to uptime. Often overlooked and worth close tracking. | Standard managed inventory. Apply routine review and sensible reorder logic. | Lower priority. Stock only when justified by usage or lead time. |
| C | Low-cost but mission-critical. Keep visible, labeled, and easy to issue. | Simple replenishment can work if usage is stable. | Candidates for minimal stocking or order-on-demand. |
Where plants usually misjudge risk
Most storerooms don't fail because they ignored expensive parts. They fail because they underestimated cheap, fast-moving, line-stopping items. A small fuse, pneumatic valve, sensor cable, or HMI power supply can have far more operational impact than a costly assembly that almost never fails.
That's why a C-V item often deserves more attention than an A-D item. One is cheap but dangerous to run out of. The other is expensive but not urgent.
Use a short working session with maintenance, production, quality, and purchasing to classify your first wave of parts. Don't try to perfect the entire storeroom at once. Start with assets that directly limit throughput, support validated processes, or create the most downtime when they fail.
If your team debates a part's price more than its effect on uptime, you're classifying for accounting instead of operations.
Forecasting and Smart Stocking Policies
Once parts are classified, the next question is simple. How much should you keep on hand?
Many teams often either overcomplicate the math or ignore policy altogether. You don't need a graduate-level inventory model to make better decisions. You need clear rules that fit how your plant runs.
Think pantry, not theory
A home pantry is a useful analogy. You don't stock one grain of rice at a time, and you don't fill the house with ten years of canned food. You keep enough of the right essentials to handle normal usage plus a little uncertainty. Spare parts work the same way.
Three concepts matter most:
- Safety stock is the buffer for supply delays, usage spikes, and bad timing.
- Reorder point is the signal that tells you it's time to replenish before you hit zero.
- Economic order quantity is the practical balance between ordering too often and carrying too much.
You don't need to lead with formulas. Start with behavior. Which parts fail unpredictably? Which parts have long or variable lead times? Which parts support a validated process where substitution isn't acceptable? Those parts need stronger stocking discipline.
Build policy from plant reality
A sensible policy usually considers four inputs:
- Asset criticality: Does the part support a bottleneck, a safety function, or a regulated process step?
- Lead time exposure: Can the supplier deliver quickly and consistently, or is the part hard to get?
- Usage pattern: Is the item consumed steadily, seasonally, or only during failures?
- Consequence of stockout: What happens operationally if the shelf is empty?
That last point matters most. If the stockout cost is severe, your policy should be conservative even when the item itself is inexpensive.
For supplier-related decisions, plants usually get better results when maintenance and purchasing align on approved sources, lead time expectations, and substitution boundaries. Good vendor management practices for manufacturers support parts availability far better than last-minute escalation.
What works and what doesn't
What works is a simple policy your team will maintain. Min and max levels for common items. Formal reorder points for critical parts. Periodic review for slow-moving stock. Approved alternates only when engineering and quality have signed off.
What doesn't work is relying on memory, overstuffing shelves “just in case,” or setting the same stock rules for every item. That approach ties up cash, hides obsolescence, and still leaves you exposed to the wrong stockout.
A good stocking policy feels almost boring in daily use. That's the point. It should prevent drama, not create it.
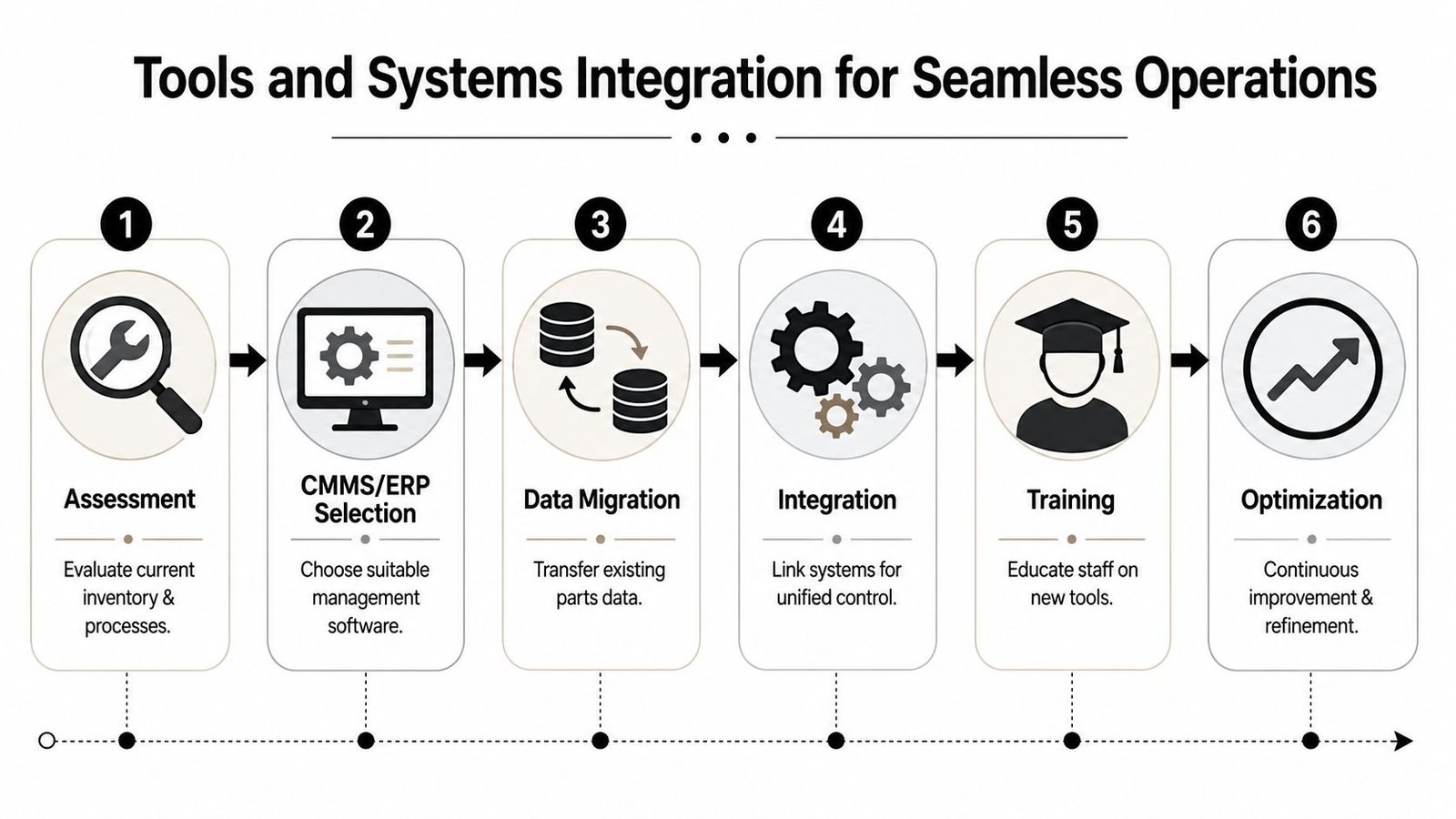
Tools and Systems Integration for Seamless Operations
A spreadsheet can help a plant get started. It won't give a growing operation the control it needs. Once you have multiple assets, repeated maintenance activity, and regulated documentation requirements, the system has to connect the parts room to maintenance execution and purchasing.
That's where the combination of CMMS, ERP, and shop-floor data becomes powerful. The value isn't in owning software. The value is in getting one clean flow of information from machine event to work order to parts issue to replenishment.
What the ideal workflow looks like
A practical integrated workflow looks like this:
- Machine fault occurs: The asset triggers a maintenance response, either manually or through connected monitoring.
- Work order is created in the CMMS: The job references the asset, symptom, and required parts list.
- Part is reserved and issued: The storeroom scans or records the issue against that work order.
- Inventory updates immediately: On-hand quantity changes in the system, not later on paper.
- Reorder logic checks stock level: If the issue drops quantity below the trigger, the system flags replenishment.
- ERP purchasing takes over: A requisition or purchasing action starts with the right part record and supplier data.
That closed loop eliminates the most common failure in manual environments. The plant uses the part, but the system never learns that it's gone.
Why integration matters on the floor
Integrated systems reduce handoffs, duplicate entry, and avoidable mistakes. They also make troubleshooting easier. If a recurring failure burns through the same spare, engineers can see the pattern. If buyers need to justify a stocking decision, they can pull real usage history. If quality wants to know what was installed on a regulated asset, the record is available.
Companies using an integrated CMMS for spare parts management can reduce inventory carrying costs by over 20% while simultaneously decreasing part-related equipment downtime by up to 50%, as described in Reliable Plant's discussion of CMMS inventory management.
For plants that want to connect maintenance activity with equipment visibility, machine monitoring software for manufacturing operations can strengthen the signal that starts this process. Better fault awareness helps teams issue the right work order faster and connect real equipment behavior to spare usage over time.
Integrated spare parts inventory management works best when the system mirrors real maintenance behavior. If technicians need five workarounds to issue a part, they'll stop using the system correctly.
Where implementations usually stall
The software itself usually isn't the biggest obstacle. Bad data is. Duplicate part numbers, unclear units of measure, missing manufacturer details, and weak asset linkage will cripple even a good platform. Plants also struggle when they digitize a broken process instead of standardizing it first.
Technology helps most after the basics are under control. Clean part records. Defined ownership. Issue-and-return discipline. Clear storage locations. Then the software becomes an accelerator instead of an expensive filing cabinet.
A Practical Roadmap for Implementation
Most plants don't need a grand transformation program. They need a disciplined sequence. Start with visibility, then build control, then automate where it helps. That's how you improve spare parts inventory management without overwhelming maintenance, purchasing, or production.
Here is a workable roadmap for a plant manager or operations leader.
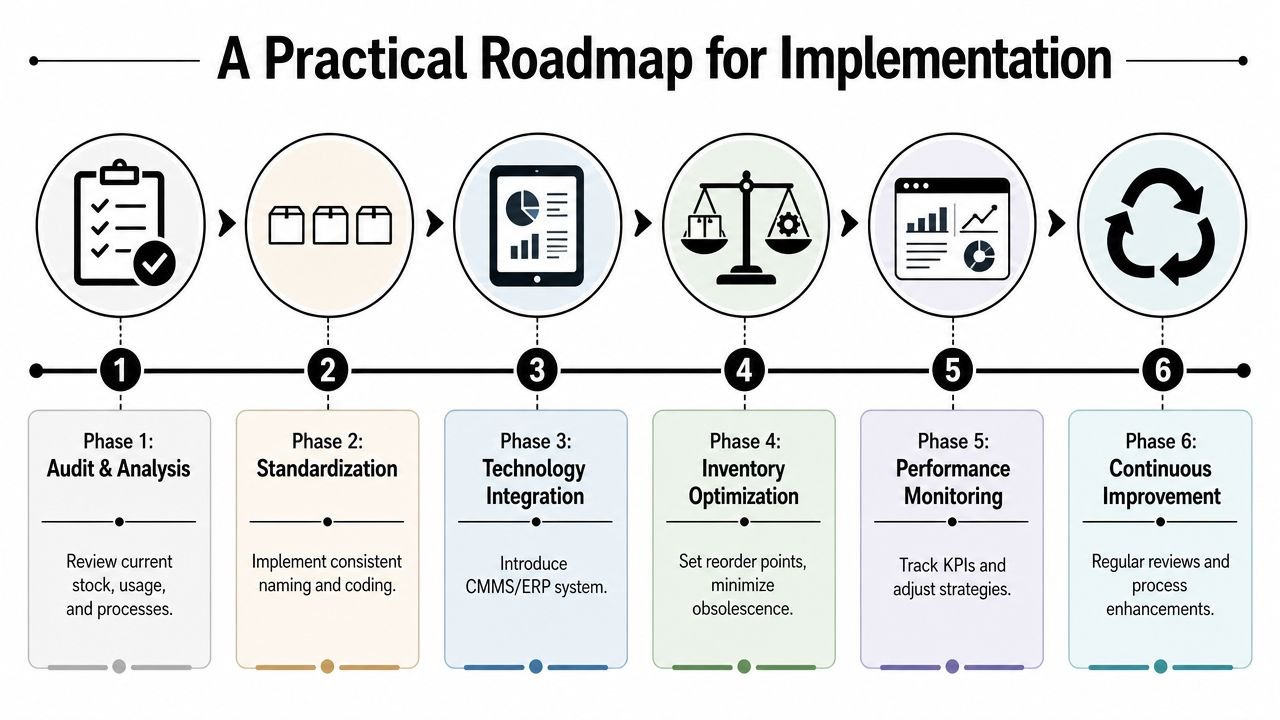
Phase 1 and Phase 2 clean up the foundation
Start with a physical audit. Count what is physically on the shelf, not what the old spreadsheet says is there. Remove duplicates. Flag obsolete material. Standardize descriptions so one motor, bearing, or sensor doesn't exist under three different names.
Then fix the structure of the data and the room:
- Part naming: Use a clear, repeatable convention with manufacturer, model, size, and key specification fields.
- Location control: Assign bin and shelf locations that people can find without tribal knowledge.
- Asset linkage: Connect critical parts to the machines they support.
- Ownership: Decide who approves new part creation and who maintains the records.
A storeroom doesn't need to look fancy. It needs to be unambiguous.
Phase 3 classify what matters most
Once the data is cleaner, apply the ABC and VED logic covered earlier. Don't classify every item in one marathon workshop. Start with the assets that create the most pain when they go down. In many plants, that means bottleneck equipment, packaging systems, validation-sensitive stations, controls hardware, and custom tooling support items.
A short cross-functional session works better than a maintenance-only exercise. Maintenance knows failure behavior. Production knows line constraints. Purchasing knows supply risk. Quality knows where substitution is dangerous.
Phase 4 set initial policies and system rules
Many teams frequently stall because they want perfect numbers. Don't wait for perfect. Set practical first-pass rules:
- Which items require minimum stock on hand
- Which items can be ordered on demand
- Which parts need approved vendors only
- Which assets justify dedicated insurance spares
- Which reorder alerts should trigger buyer action
After that, configure the tracking system. For some SMEs, that may begin with a simple digital register. For plants with more maintenance activity, it should move into CMMS and ERP modules with real issue, return, and reorder discipline.
A short implementation video can help frame the change process before rollout.
Phase 5 standardize physical execution
The process will fail if the room still runs on habit. Standardize the mechanics of daily use:
- Receiving: Verify incoming parts against the approved record before they hit stock.
- Issuing: Require every issued part to tie to a work order, asset, or approved request.
- Returns: Inspect unused returns before they go back on the shelf.
- Labeling: Use readable labels and consistent units.
- Cycle checks: Count critical bins routinely instead of waiting for one annual inventory event.
A storeroom becomes reliable when the easiest action is also the correct action.
Phase 6 train people and review performance
Training matters more than most plants expect. If technicians don't trust the system, they'll build private stashes. If buyers can't distinguish critical stock from convenience stock, they'll make the wrong trade-offs. If supervisors bypass the issue process under pressure, records drift immediately.
Keep the training practical. Show how to find a part, issue it, reserve it, return it, and escalate shortages. Then review performance on a regular cadence. Look for recurring stockouts, low-usage items that should be challenged, and repeat failures that may indicate a deeper equipment problem rather than a stocking problem.
Measuring Success and Justifying Your Investment
A spare parts program gets support when leaders can see the result in operational terms. “The storeroom is cleaner” won't move a budget discussion. “Repairs start faster, stockouts are down, and carrying cost is under control” will.
The right metrics should connect inventory behavior to uptime, labor, and risk.
KPIs that tell the truth
Use a short scorecard. Keep it visible. Review it with maintenance, operations, and purchasing.
| KPI | What it tells you | Why it matters |
|---|---|---|
| Inventory turnover rate | How often stock is used and replenished | Highlights dead stock and overbuying |
| Stockout percentage | How often needed items aren't available | Exposes direct risk to uptime |
| Mean time to repair | How long equipment stays down during repair | Shows whether parts access is helping maintenance execute faster |
| Inventory carrying costs | What it costs to hold parts over time | Keeps working capital from disappearing into shelves |
| Parts record accuracy | Whether system data matches the physical room | Tells you if the process is being followed |
How to frame ROI credibly
The simplest ROI case compares implementation cost against avoided disruption and better inventory control. You don't need inflated assumptions. Use your own plant history. Look at where repairs were delayed by missing parts, where emergency purchasing burned time, and where obsolete stock accumulated because no one reviewed it.
For decision-makers, the business case often becomes clear when they compare system cost against even a small reduction in line-down exposure. The earlier downtime figure already makes the point. If one prevented event avoids a prolonged outage, the value can outweigh the cost of process improvement quickly. The same applies when better control lets the plant buy less duplicate stock and hold less low-value excess.
What executives usually approve
Budget owners respond to three arguments:
- Uptime protection: The plant produces more reliably when critical parts are controlled.
- Working capital discipline: Money moves out of forgotten stock and into useful operations.
- Risk reduction: Regulated repairs become easier to document and defend.
The strongest proposals don't oversell. They show a practical path, a realistic scope, and a short list of measurable outcomes. That's enough to move spare parts inventory management out of the “nice to have” category and into standard operating discipline.
Frequently Asked Questions about Spare Parts Management
Do small manufacturers really need a formal system
Yes, but “formal” doesn't have to mean bloated. A smaller plant can start with a disciplined part register, clear locations, approved sources, and issue tracking tied to maintenance work. The key is consistency. Small teams feel stockouts faster because they have less redundancy.
How should we handle obsolete or aging equipment parts
Separate them from normal stock policy. Identify assets that are hard to support, then review whether to buy last-time spares, refurbish assemblies, qualify alternates, or plan an equipment upgrade. Don't let obsolete parts fill shelves without an explicit strategy.
What's the first high-impact step on a limited budget
Clean the data and classify critical parts. Most plants gain immediate control by auditing the storeroom, removing duplicate records, and identifying which low-cost items can stop a line. That gives you a clearer picture before you spend money on software or added stock.
Should maintenance or purchasing own spare parts inventory management
Neither can do it alone. Maintenance understands failure modes and criticality. Purchasing manages suppliers and replenishment. Operations adds production context, and quality may need to review substitution rules in regulated settings. One owner should coordinate the process, but the decisions should be cross-functional.
How do we stop technicians from creating hidden stockpiles
Make the official process faster and more trustworthy than the workaround. If technicians can find parts quickly, reserve them easily, and trust stock accuracy, private drawers lose their appeal. Hidden inventory usually signals a system people don't believe in.
System Engineering & Automation helps manufacturers optimize production and services with practical engineering, automation, tooling, fixtures, integrated controls, and GMP-aware support. If your plant needs a more reliable approach to uptime, parts control, and production efficiency, System Engineering & Automation can help you build a right-sized solution that fits your process, budget, and regulatory environment.