If you're running a shop or managing a production line, you probably know the pattern. A part looks manageable in CAD, then it hits the floor and turns into four setups, special soft jaws, extra inspection points, and a long conversation about where the tolerance stack went. The machine time isn't always the primary problem. The hidden cost is the handling, the re-fixturing, the waiting, and the scrap risk each time the part changes orientation.
That's where 5-axis cnc milling starts to make sense. Not as a prestige purchase, and not as something reserved for giant aerospace plants. It's a practical way to remove setup steps, hold accuracy across multiple faces, and decide where automation pays back. For many manufacturers, especially those building medical components, tooling, and precision fixtures, the smartest move isn't "buy the biggest machine." It's choosing the right level of multi-axis capability for the parts you run every week.
Table of Contents
- Beyond 3-Axis The Push for Smarter Machining
- Understanding the 5 Axes of Motion
- The Practical Gains of Single-Setup Machining
- Applications in Medical Device Manufacturing
- Tooling Fixturing and CAM for Peak Performance
- Making the Right Investment Retrofit vs New Purchase
- Your 5-Axis Readiness Checklist
Beyond 3-Axis The Push for Smarter Machining
A shop takes on a medical housing that looks manageable on paper. The first op runs fine on a 3-axis mill. The second needs an angle plate. The third needs a custom nest. By the time the part reaches inspection, cycle time is no longer the main problem. Variation between setups is.
That is usually the main push toward 5-axis CNC milling. Shops are not chasing a bigger spec sheet. They are trying to cut setup time, reduce handling, and stop losing margin on parts that become fragile every time someone unbolts and re-clamps them.
A conventional three-axis milling machine still belongs in many shops. For prismatic parts, open pockets, flat faces, and features reachable from one direction, it is often the best-cost process. The ceiling shows up when parts need compound angles, side features, shorter tools for rigidity, or tighter positional relationships between features machined from different orientations.
The cost problem is usually indirect. One extra setup adds indicating time, more fixture touch points, more chances to load the part slightly differently, and more inspection steps to confirm the process stayed on track. On a low-volume prototype, that may be acceptable. On a semi-automated line or a repeating medical part family, it turns into recurring labor and quality cost.
Common warning signs are easy to spot:
- Setup creep: A one-op part becomes three or four operations over time.
- Tolerance stack-up: Feature relationships drift after each re-clamp.
- Skilled labor trapped in setup work: Strong machinists spend time dialing in fixtures instead of making parts.
- Inspection growth: Quality checks increase because the process has more handoffs and more risk points.
Practical rule: If the routing is built around moving the part instead of cutting the part, the process needs attention.
Many teams hesitate at this point because "5-axis" sounds like full simultaneous machining, a high machine price, and a CAM burden that the current staff may not want. That concern is reasonable. It is also why the best answer is often narrower than people expect.
A lot of shops do not need a top-end simultaneous 5-axis machine to get a solid return. Indexed 3+2 work, paired with purpose-built fixturing and disciplined programming, can remove multiple setups and stabilize quality at a much lower entry cost. Full simultaneous 5-axis earns its place when the part geometry demands continuous tool orientation, surface finish quality depends on it, or long-reach tooling creates chatter and tool life problems.
The smarter move is to match the machine strategy to the part family. If the goal is better throughput on angled features and multi-side access, 3+2 may solve the problem cleanly. If the goal is complex contouring in one cycle, simultaneous 5-axis is easier to justify. The return comes from solving the right production constraint, not from buying the most expensive machine in the building.
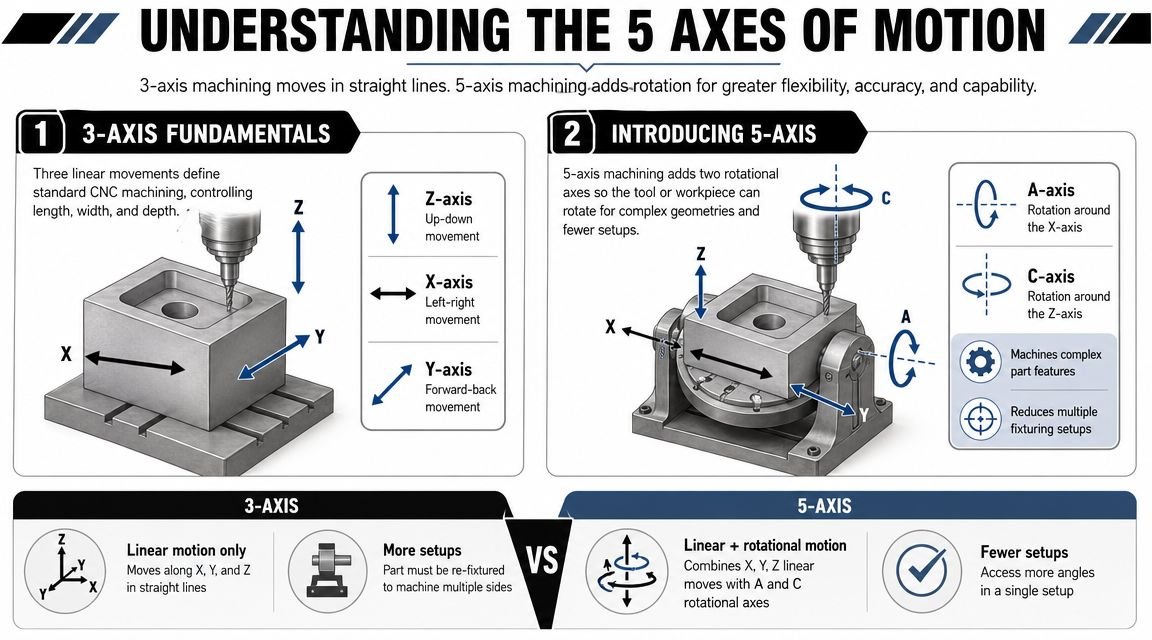
Understanding the 5 Axes of Motion
The easiest way to understand 5-axis cnc milling is to start with what you already know. A 3-axis machine moves along X, Y, and Z. Left-right, front-back, and up-down. That's enough for a large share of milling work, as long as the cutting tool can reach the feature from the top or from a fixture position you can set manually.
5-axis adds rotation. That extra motion is what changes the job from "machine, unbolt, rotate, re-indicate, machine again" to "orient once and keep cutting."
What changes after X Y and Z
In a typical setup, the A-axis rotates around the X-axis and the B-axis rotates around the Y-axis, with ranges like -120° to +30° on certain configurations. Tool Center Point control, usually called TCP, keeps the tool tip in the programmed location while the table and head rotate, which is critical for accuracy on curved and angled surfaces, as described in AWEA's 5-axis specifications.
A simple way to picture it is your arm and wrist. Your shoulder gets you close. Your wrist adjusts the angle so your hand can approach the surface correctly. In machining terms, the linear axes position the tool, and the rotary axes let the tool or part tilt into a better cutting orientation.
That matters for two reasons:
- Access: The tool can reach features that are awkward or impossible from a fixed top-down approach.
- Cutting condition: The tool can stay at a more favorable angle, which improves contact, reduces tool overhang, and helps finish quality.
3+2 and simultaneous are not the same thing
A lot of confusion comes from treating all 5-axis work as identical. It isn't.
3+2 indexed machining means the machine uses its rotary axes to place the part at a fixed angle, then performs the cut using three linear axes. The rotary axes position first. The spindle cuts second. This is often enough for multi-face work, angled holes, and many parts with compound orientations.
Simultaneous 5-axis machining means all five axes can move during the cut. The machine continuously changes the tool or workpiece orientation while material is being removed. That's the mode used for flowing surfaces, undercuts, complex blends, and forms where the tool angle must keep changing to maintain the correct engagement.
Shops often overestimate how many parts truly require simultaneous motion. Many jobs need angled access, not continuous contouring.
A practical way to separate them is to ask one question: Does the tool angle need to change while cutting the feature? If the answer is no, 3+2 may be enough. If the answer is yes, you're in simultaneous territory.
Why this matters on the floor
The motion itself is only part of the story. What really matters is what those axes let you eliminate.
- Less manual repositioning: The machine handles orientation changes.
- Better datum control: The part stays referenced in a single process structure.
- More stable tools: You can often use shorter tools because you tilt into the feature instead of reaching deep from one direction.
- Safer planning: CAM simulation and TCP behavior make it easier to avoid collisions on tight geometries when programmed properly.
For an operations manager, the takeaway isn't the kinematics. It's that additional rotary control changes the economics of difficult parts.
The Practical Gains of Single-Setup Machining
A common shop-floor scenario looks like this. A part runs in four setups on a 3-axis machine, each op needs indicating, one face comes back slightly off position, and inspection finds the mismatch at the end of the route instead of the beginning. The spindle time may be acceptable, but the total job cost is not. Single-setup machining earns attention because it removes those handling steps and the variation that comes with them.
For many shops, that is the value of 5-axis cnc milling. It reduces touches, shortens the route, and protects the datum structure across multiple features.
The comparison of 3-axis, 3+2, and simultaneous 5-axis matters because they solve different production problems. Shops get the best return when they match the process to the part instead of assuming every difficult job needs full simultaneous motion.
Where the savings really come from
A 3-axis machine still wins plenty of work. If the part is simple, access is open, and the tolerances stack up cleanly across a few operations, 3-axis is often the lowest-cost path.
Costs rise when the process depends on repeated re-fixturing. Every extra setup adds labor, queue time, inspection effort, and another chance to lose positional control between features. That is where many manufacturers start paying for complexity without seeing it in the quoted cycle time.
3+2 often fixes that problem at a lower entry cost than a full simultaneous machine. The machine indexes to the needed angle, holds position, and cuts the feature with the part still referenced in a controlled fixture. For multi-face parts, angled holes, and many compound-angle features, that gets most of the benefit. It also fits the way many small-to-mid-sized manufacturers run production, especially where semi-automated cells need predictable setups more than advanced surfacing capability.
Simultaneous 5-axis earns its higher cost when the tool angle must change during the cut, when surface finish depends on controlled tool contact, or when access limits force poor tool reach in indexed positions. In those cases, trying to make 3+2 do everything usually means longer tools, lighter cuts, more hand finishing, or extra operations to clean up what the machine could not reach well.
The main gain is process control.
3-Axis vs 3+2 vs Simultaneous 5-Axis At a Glance
| Metric | Conventional 3-Axis | 3+2 Axis (Indexed) | Simultaneous 5-Axis |
|---|---|---|---|
| Best fit | Prismatic parts and accessible features | Multi-face and compound-angle parts | Complex surfaces, undercuts, continuously changing geometry |
| Setup burden | Highest on complex parts | Lower because the machine reorients the work | Lowest for parts that need changing tool orientation during the cut |
| Programming demand | Lowest | Moderate | Highest |
| Workholding complexity | Often grows with each added operation | More front-loaded, but simpler once fixture strategy is right | Requires a strong fixture strategy plus careful collision planning |
| Accuracy risk from re-fixturing | Highest | Lower | Lowest when the part can stay in one process structure |
| ROI profile | Best for simple jobs | Strong for many small-to-mid-sized manufacturers | Best when geometry or finish requirements justify it |
| Operator dependency | Higher on setup skill | More balanced between setup and programming | More dependent on CAM, post, and machine behavior |
In practice, the biggest savings often come from support time rather than pure metal removal. Fewer fixture changes mean fewer first-article checks, fewer offsets to manage, less in-process handling, and less opportunity for a good part to become scrap late in the route. Those gains are most visible on parts with several machined faces, tight positional relationships, or finish requirements that suffer after repeated repositioning.
What operations managers should watch
Evaluate the full routing, not just spindle utilization.
- How many times does the part leave a fixture before it is complete
- How much skilled labor goes into indicating, probing, and qualifying each orientation
- How often do tolerance or finish problems appear after a reposition
- Which jobs consume setup talent that should be focused on output and process improvement
- Whether a 3+2 machine with good fixturing would solve the problem before you consider full simultaneous 5-axis
That last point matters. A well-chosen 3+2 platform, paired with disciplined fixturing and solid CAM, can remove a large share of setup waste without the full purchase price, programming load, and training requirement of simultaneous 5-axis. For a lot of medical device components, tooling plates, and semi-automated production work, that is the smarter investment.
Applications in Medical Device Manufacturing
Medical device work tends to expose weak machining processes quickly. Parts are often small, geometry can be organic rather than prismatic, and the tolerance and finish expectations leave very little room for "close enough." The same is true for tooling used to make medical components. Even when the final part isn't an implant, the process often needs traceability, repeatability, and a clean path from CAD to validated production.
The roots of 5-axis technology make that fit logical. The drive to machine complex 3D surfaces goes back to the post-World War II development of numerically controlled machines for intricate helicopter rotor blades, pioneered by John T. Parsons and early NC work that laid the groundwork for today's systems, as described in Ansini's history of 5-axis CNC machining.
Why medical parts expose weak processes fast
Take an orthopedic component with blended contours and multiple critical surfaces. On a conventional process, the routing may call for several setups just to reach all the geometry. Each setup can be made to work, but every handoff creates another opportunity for datum shift, witness lines, and finish variation.
A 5-axis process changes that. The machine approaches the part from the angle the feature requires rather than forcing the feature to suit the machine's limitations. That helps in several practical ways:
- Contoured surfaces are easier to finish cleanly because the tool can maintain a more favorable orientation.
- Part-to-part repeatability improves because fewer manual transitions interrupt the process.
- Documentation becomes cleaner because the process route is simpler and easier to validate.
For GMP-aware environments, a simpler route matters. Fewer manual interventions mean fewer opportunities for uncontrolled variation between operators, shifts, or batches.
What this looks like on real production work
A few examples show where 5-axis cnc milling earns attention in medical manufacturing:
- Orthopedic implants: These parts often include compound curves and surfaces that demand careful tool presentation. A process that keeps the part in one fixture structure is easier to control than one built around repeated repositioning.
- Surgical instruments: Features may sit on multiple faces or at awkward angles. Indexed 3+2 can often handle these efficiently when the geometry is angular rather than freeform.
- Molds and tooling for medical components: Toolmakers benefit when cavity access improves and long, chatter-prone tools can be replaced with shorter, more rigid ones.
Later in the planning stage, seeing the machine behavior helps separate concept from reality:
On regulated work, the cleanest process is often the most defensible process. Fewer setups usually mean fewer places for variation to enter.
Where 3+2 still belongs in medical work
Not every medical part needs simultaneous motion. That's a costly misunderstanding. If a part mainly needs precise orientation for drilling, pocketing, surfacing, or milling on angled planes, 3+2 can be the smarter answer. It gives the process engineer controlled access to multiple sides without jumping to the highest-cost machine class.
That matters because medical manufacturing isn't only about peak capability. It's also about stable throughput, process validation, and selecting automation that fits the product mix rather than overwhelming it.
Tooling Fixturing and CAM for Peak Performance
A 5-axis machine won't fix a weak process by itself. Shops run into trouble when they treat multi-axis capability like a magic upgrade instead of a system. If the CAM strategy is poor, the tools are too long, or the fixture blocks access, the machine ends up doing expensive work inefficiently.
The best results come when machine selection, CAM, tooling, and workholding are planned as one process.
The machine alone won't deliver the result
CAM is the first part many managers underestimate. Multi-axis motion is only useful if the toolpath controls engagement, orientation, collision risk, and machine behavior in a predictable way. Manual programming logic that works on simpler work usually doesn't scale well once rotary motion and tool center control are involved.
Verified data from DATRON's guide to 5-axis CNC machines notes that advanced CAM software can reduce cycle times by 30% to 50% on complex parts by optimizing tool angles and maintaining constant chip load, while also producing surface finishes under Ra 0.8 μm by minimizing chatter and deflection. That's exactly why CAM shouldn't be an afterthought in a 5-axis project.
Three areas that decide success
CAM strategy
The programmer needs more than a postprocessor that technically runs. The strategy has to fit the part.
- Indexed work needs disciplined plane management: 3+2 jobs often succeed or fail on whether the machining planes, datums, and tool access are organized cleanly.
- Simultaneous work needs verified motion behavior: Collision checking, smooth transitions, and tool-axis control matter more than aggressive toolpath complexity.
- Simulation has to reflect reality: Holder clearance, fixture interference, and travel limits need to be validated before the job hits the machine.
Tooling choice
5-axis often performs better with shorter, stiffer tools because the machine can tilt into the feature instead of forcing long reach from one direction. That helps finish and tool life, but only if the tool library is built for that approach.
A practical tooling review should ask:
- Can the current tool set take advantage of shorter gauge lengths
- Are holders creating access problems that the spindle doesn't need to have
- Is the finish issue really a cutting-data problem, or a rigidity problem
Workholding and fixturing
Many upgrades succeed or stall at this stage. A standard vise may physically hold the part, but it may also block tool access, force awkward tool lengths, or make a single-setup strategy impossible. Purpose-built tooling and fixtures often create more value than people expect because they let the machine use its rotary capability fully.
Shop-floor advice: If you have to compromise every toolpath to work around the fixture, the fixture is driving the process instead of supporting it.
Strong workholding in 5-axis work should do three things well. It must locate repeatably, expose as much of the part as possible, and support the cutting load without distortion. Those sound basic. In practice, that's where a lot of ROI gets won.
Making the Right Investment Retrofit vs New Purchase
The cost discussion around 5-axis cnc milling often gets framed the wrong way. People compare the sticker price of a new simultaneous machine against a fully depreciated 3-axis mill and decide the leap is too large. That comparison misses a key decision, which is whether your current process cost justifies a different process structure.
For many small and mid-sized manufacturers, the better first question is whether indexed 3+2 capability solves the actual problem.
When a retrofit makes more sense
If your parts mostly need angular positioning rather than continuous contouring, a retrofit path can be the most practical move. Adding a rotary table or trunnion to a capable 3-axis platform, then pairing it with the right fixture strategy and CAM support, often opens up most of the benefit that operations teams are chasing.
The economics behind that trade-off are clear in one verified benchmark. For many small to mid-sized manufacturers, the question is whether 3+2 indexed machining can provide 90% of the benefit at 50% of the cost of a full simultaneous machine. The same source notes that new 5-axis machines can start at $150K, while a 3-axis upgrade with custom fixturing can often provide a payback period of 12 to 24 months for low-to-medium volume runs, according to Gimbel Automation's discussion of five-axis machining techniques and advantages.
That doesn't mean retrofit is automatically better. It means many shops should evaluate it before assuming a new machine is the only serious option.
A retrofit or indexed approach is often a strong fit when:
- Part families are stable: You're solving the same access problem repeatedly.
- Geometry is angled, not continuously sculpted: The machine needs to position accurately more than it needs to move all axes at once.
- Budget discipline matters: You need a faster path to ROI without overbuying capability.
- Legacy equipment is still mechanically sound: The base machine has life left if the process envelope can be improved.
A thoughtful retrofit automation approach for legacy systems can extend useful machine life while targeting the exact bottleneck that is hurting throughput.
When full simultaneous 5-axis is worth it
There are jobs where retrofit logic stops making sense. If the part demands continuous tool-axis changes across a sculpted surface, if undercuts require constant orientation control, or if surface integrity depends on maintaining the ideal contact angle all the way through the cut, simultaneous capability is the right purchase.
That usually applies when your cost problem is tied to one or more of these conditions:
- Complex freeform geometry
- Finish requirements that don't tolerate indexing transitions
- Difficult-to-reach features that force poor tool conditions on indexed setups
- A business model built around high-value precision parts where process capability is a differentiator
What not to do
Don't buy full simultaneous 5-axis because your competitors talk about it. And don't stay with a weak 3-axis process just because it feels cheaper on paper.
The right investment is the one that removes the constraint you have. Sometimes that's spindle access. Sometimes it's fixturing. Sometimes it's programming. Sometimes it's that too many valuable operator hours are being spent moving parts instead of making parts.
Your 5-Axis Readiness Checklist
A good 5-axis decision starts with production data, not machine brochures. If you're trying to justify an upgrade, the cleanest way to build the case is to look at where your current process is bleeding time, accuracy, and labor.
Questions to answer before you spend money
Start with the jobs that cause the most disruption.
Review your top difficult parts
Pull the parts that consume the most setup time, require the most fixture changes, or generate the most process discussion between machining and quality.Map the full routing, not just cycle time
Include setup, indicating, re-fixturing, inspection holds, and operator touch time. Many parts look acceptable until you include everything around the spindle cut.Flag tolerance issues tied to part movement
If errors tend to appear after a second or third orientation, that points to process structure, not just machine capability.Separate angled access from true simultaneous need
Some parts need orientation. Fewer need continuous five-axis motion. This distinction matters because it changes the investment level dramatically.Thoroughly inspect your fixture limitations
If the fixture blocks access, forces long tools, or makes re-clamping unavoidable, the fixture may be the first problem to solve.
What a solid business case looks like
A useful business case isn't built around "advanced technology." It's built around production outcomes.
Use this checklist when comparing 3-axis, 3+2, and simultaneous options:
- Batch behavior: Are the parts recurring enough that process improvement will be reused regularly?
- Operator load: Are skilled machinists spending too much time on setup recovery and manual alignment?
- Quality exposure: Does re-fixturing create repeatable inspection risk?
- Tool condition: Are long-reach tools driving finish problems or unstable cutting?
- Capital fit: Can a retrofit or indexed solution solve the bottleneck without forcing a larger purchase than the work justifies?
A strong upgrade case usually starts with one sentence: "We are paying too much to move this part around."
If you can say that clearly, you're close to the correct answer.
The best next step is usually a technical review of a small group of representative parts. One simple part, one repeat problem part, and one part that pushes your current process beyond where it should go. That gives you enough information to judge whether the right answer is better fixturing, indexed multi-axis capability, or a full simultaneous platform.
If you're evaluating where 5-axis cnc milling fits in your operation, System Engineering & Automation can help you assess the primary bottleneck and match the solution to your production goals. SEA works with manufacturers on practical upgrades, including semi-automatic systems, custom tooling and fixtures, retrofit strategies, and GMP-aware engineering support for medical production environments. The goal isn't to oversell automation. It's to build the level of capability that improves quality, throughput, and ROI without adding unnecessary complexity.