If you're running a plant right now, the pressure usually looks the same from one facility to the next. Output needs to go up. Labor is hard to staff and harder to keep. Quality issues that were tolerable at lower volumes suddenly become expensive. And every capital request has to survive a hard conversation about payback, disruption, and risk.
That’s why the search for automation machines manufacturers is rarely just a sourcing exercise. You’re not only buying a machine. You’re deciding how much change your process can absorb, how much flexibility your product mix requires, and how much outside engineering support your team will need to make the project stick.
Table of Contents
- The Search for Smarter Manufacturing Automation
- Understanding the Spectrum of Automation Manufacturers
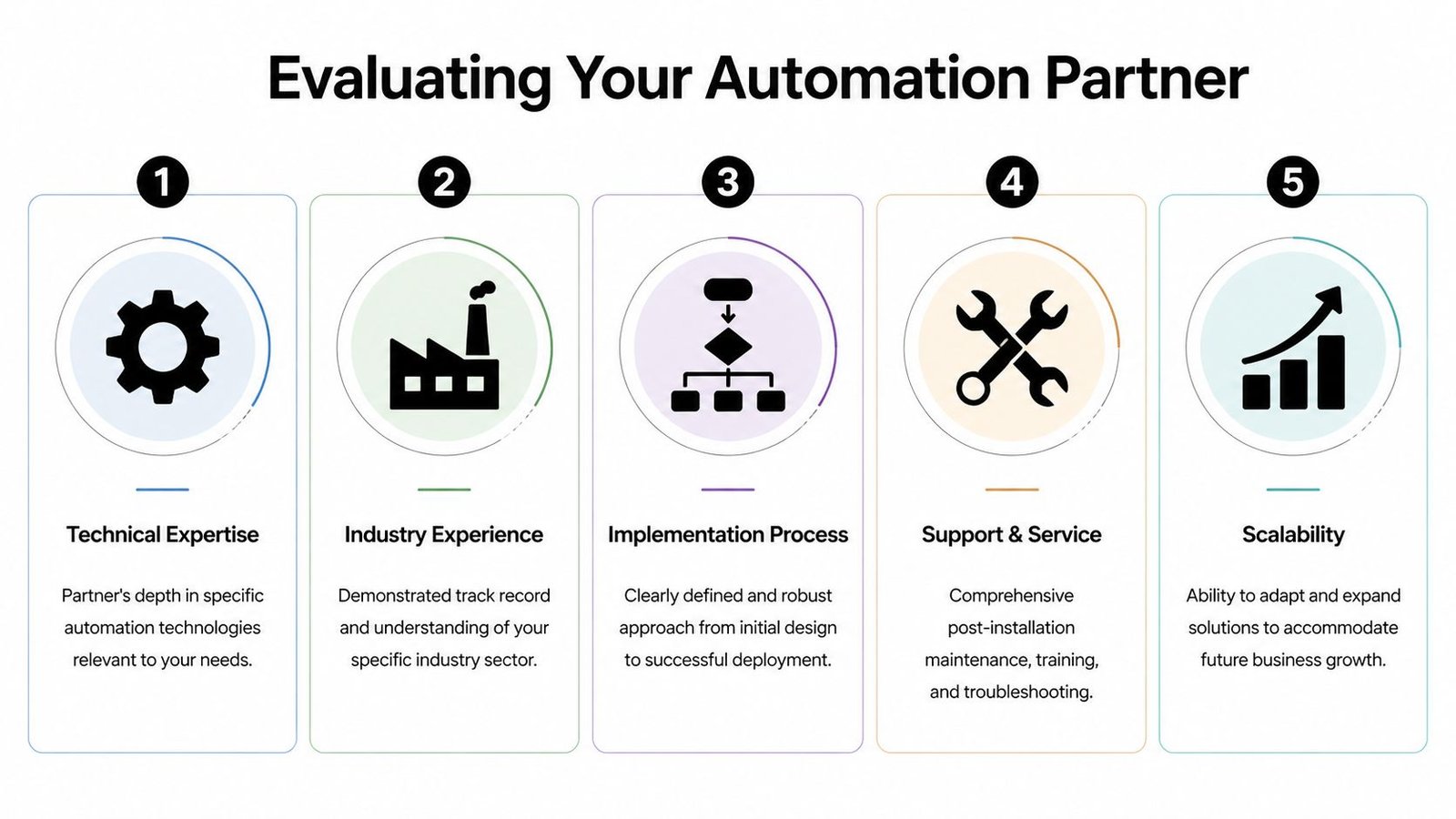
- Key Criteria for Evaluating Your Automation Partner
- Beyond the Machine Why Your Partner's Process Matters
- Calculating the Return on Automation Investment
- Mitigating Risk and Ensuring GMP-Aware Quality
- Questions to Ask Your Potential Manufacturer
The Search for Smarter Manufacturing Automation
Many plants don’t need the most automated line on the market. They need the right intervention at the right bottleneck. Sometimes that’s a manual fixture that eliminates setup variation. Sometimes it’s a semi-automated station with smart sensors, poka-yoke logic, and an HMI. Sometimes it’s a fully integrated cell.
That distinction matters because the automation market keeps expanding, and buyers have more options than ever. The industrial automation market is projected to grow from USD 46,656.8 million in 2025 to USD 90,926.9 million by 2035, with a 6.9% CAGR. Growth like that brings innovation, but it also brings noise. Bigger vendor lists don’t automatically make selection easier.

A practical buyer starts with process reality. What’s failing today. Where do operators lose time. Which defects come from inconsistent handling, manual alignment, or poor verification. Which products still need human judgment. Those answers usually point toward the right level of automation faster than a catalog ever will.
Practical rule: Automate the constraint, not the entire dream version of the plant.
The strongest projects usually come from a narrower brief. Improve repeatability at one assembly step. Add verification to a manual process. Reduce part handling. Make changeover manageable for a mixed-product environment. When teams stay grounded in the actual production problem, they buy systems they can launch, support, and expand.
That’s the lens worth using when you compare automation machines manufacturers. The best fit isn’t always the biggest robotics brand or the firm with the flashiest demo. It’s the partner that can align machine design, controls, service, and budget to the way your operation really runs.
Understanding the Spectrum of Automation Manufacturers
The market becomes clearer to understand when you stop treating all automation suppliers as the same kind of company. They aren’t. Their economics, engineering depth, and preferred project size are often very different.
Large OEMs and robotics brands
If you need a standard robot platform, broad global support, and equipment that aligns with an enterprise-wide controls standard, large OEMs make sense. These firms excel when the application fits their product architecture. You’re buying proven hardware, established software ecosystems, and a support network with deep bench strength.
The trade-off is fit. Large suppliers usually don’t want to solve a narrow production nuisance with a highly custom station unless the project scales across multiple sites or ties back to a larger platform decision. If your need is specific, such as automating one troublesome load, press, inspection, or assembly step, you can end up adapting your process to the supplier’s platform instead of the other way around.
System integrators
Integrators sit in the middle. They often combine robots, vision, safety, conveyors, PLCs, and end-of-arm tooling from multiple vendors into a working cell or line. This model works well when your application needs integration expertise more than a proprietary machine.
A good integrator can also be useful when you already own preferred controls hardware or want vendor-neutral architecture. For many plants, this is the fastest route to combine existing assets with new automation. If your project requires a custom machine concept rather than only integration, firms focused on custom designed machinery are often a better fit than a pure integration house.
Custom and semi-automation builders
This category is often the most practical for small to mid-sized manufacturers and regulated production environments. These builders usually work across a wider spectrum, from manual fixtures and custom tooling to semi-automated workstations and fully automated systems. That flexibility matters when the production problem is real but the volume, budget, or changeover demands don’t justify a lights-out line.
Here’s where they tend to win:
- Targeted bottleneck relief: They can build around one hard step instead of redesigning your whole process.
- Budget alignment: They usually have more room to stage automation in phases.
- Operator-friendly implementation: Semi-automated systems often preserve needed human judgment while removing repetition and variation.
- Custom mechanical design: They can tailor nests, dials, transfer mechanisms, guarding, and part presentation to the product.
The right supplier category depends less on brand recognition and more on whether your problem is platform-driven, integration-driven, or process-specific.
A plant manager should ask a blunt question early. Are we buying standard equipment, integrating multiple standards, or solving a process problem that needs custom machinery? Once that’s clear, the field of automation machines manufacturers gets much smaller, and the conversations get more productive.
Key Criteria for Evaluating Your Automation Partner
A plant manager usually feels the difference between a good supplier and a bad one before startup. The quote looks polished. The layout fits on paper. Then the hard questions show up. Can the machine handle part variation, fit the available footprint, talk to older controls, and still be maintained by the team on second shift?
That is the evaluation job.
Match the build to the production problem
Start with the failure point in the process, not the supplier’s product catalog. A capable partner should be able to explain why the right answer is a manual fixture, a semi-automated station, or a fully automated cell. If every discussion ends at the largest system they sell, the fit is probably wrong.
The right level of automation depends on product variation, changeover frequency, operator judgment, required throughput, floor space, and validation effort. In many plants, a controlled press sequence, poka-yoke fixture, dial table, vision check, or palletized workstation removes the bottleneck without adding the cost and upkeep of a full line.
That matters because complexity has a carrying cost. More axes, more sensors, and more software usually mean higher output potential, but they also mean more debug time, more spare parts, and more maintenance skill required on your side.
A quick comparison helps:
| Manufacturer type | Best fit | Common risk |
|---|---|---|
| Large OEM | Standardized automation platform | Limited flexibility for niche process problems |
| Integrator | Multi-vendor cell or line integration | Mechanical solution may rely on third parties |
| Custom builder | Process-specific machinery and staged automation | Quality varies sharply by engineering discipline |
Look at total cost, not just quote price
Quote price is only the entry number. The actual cost emerges in controls scope, guarding, documentation, spare parts, FAT support, installation, training, and startup support. A low bid can turn into the expensive choice if those items are thin or pushed back onto your team.
Ask for line-by-line clarity. Who supplies the PLC and HMI backups? Are electrical drawings included in native and PDF format? Is operator training part of the build or billed later? Are critical spare parts identified before shipment?
Payback can be strong when the scope is disciplined and the automation level fits the process. As noted earlier, manufacturers often justify these projects through a mix of labor reduction, throughput improvement, quality gains, and lower rework. That does not make every project a good investment. It means the business case should be built from your actual constraint, not from generic promises.
Controls architecture belongs in this discussion too. A supplier that can explain its approach to industrial automation control systems will usually give you a clearer picture of long-term maintainability, expansion options, and integration effort.
Treat integration as a design requirement
Integration problems rarely start at startup. They start during quoting, when no one has pinned down how the new machine will exchange signals, parts, recipes, safety states, and production data with the equipment already in place.
Older assets are where good suppliers separate themselves from good sales teams. Legacy PLCs, hardwired safety, inconsistent I/O standards, and undocumented field changes can all slow a project down. The practical question is not whether the supplier has seen legacy equipment before. The question is how they plan around it.
Ask for specifics:
- How will the machine handshake with upstream and downstream equipment?
- What safety zoning assumptions are built into the design?
- What retrofit limits have they identified on your existing line?
- Can the project be phased so production keeps running during installation?
- Who owns controls modifications on the legacy equipment side?
A supplier that answers those points clearly is usually doing real engineering early, where risk is cheapest to remove.
Treat legacy integration as part of the machine design, not as a commissioning task.
Audit support before you award the job
Support quality shows up after the PO, when the machine misses rate, a sensor fails, or the process changes six months later. Plants can recover from a late delivery. They struggle more with weak software support, poor documentation, and unclear ownership after launch.
Review the support model before award, not after FAT. Confirm who handles debug, who manages software revisions, how operators and maintenance techs are trained, and what happens when the machine needs updates after production begins.
Use questions like these in vendor reviews:
- Support model: Who responds when the line stops, the builder, the integrator, or a local rep?
- Documentation quality: Will your team receive usable drawings, PLC backups, manuals, and spare parts lists?
- Change management: How are scope changes, recipe updates, and future modifications approved and tracked?
- Scalability: Can the design accept added stations or upstream and downstream automation later?
A serious partner will answer with names, deliverables, and timelines. That is usually a better indicator than the slide deck.
Beyond the Machine Why Your Partner's Process Matters
A machine can be designed correctly and still become a painful project if the process around it is weak. Most plant managers have seen this before. Good concept. Good hardware. Poor communication, rushed testing, unclear ownership, and startup chaos.
The better manufacturers operate like project managers and engineering partners, not just fabricators.
How a sound project usually unfolds
The projects that launch well usually start with direct process discovery. The supplier reviews the part, the cycle, failure modes, operator tasks, utilities, space constraints, and expected outputs. That early work should narrow the project scope before anyone starts promising speed or savings.
From there, a solid build path often looks like this:
Concept and feasibility
The builder defines the automation level, core mechanisms, controls approach, and operator interaction.Detailed design
Mechanical layouts, guarding, electrical architecture, pneumatics, and software structure take shape.Fabrication and assembly
Tooling, fixtures, frames, panels, and motion components are built and wired.Testing and FAT
The machine is debugged against agreed acceptance criteria before shipping.Installation and commissioning
The cell is integrated, tuned, and handed over with training and support.
Plants that need integrated controls support should also look closely at the supplier’s depth in automation control systems, not just their mechanical design capability.
Why turnkey execution matters more than many teams expect
The hidden issue in a lot of facilities isn’t willingness to automate. It’s lack of available engineering bandwidth. The engineering talent shortage leaves one in three engineering roles unfilled annually, which makes turnkey support a critical differentiator. In practice, that means many plants can’t spare internal PLC, controls, validation, and debug resources to hold a complex project together.
That’s why process discipline matters so much. The right partner reduces dependence on your internal team by owning the handoffs clearly, documenting decisions, and testing thoroughly before startup.
A strong supplier doesn’t just deliver equipment. They remove coordination load from the plant.
If a manufacturer can’t explain how they run design reviews, manage build changes, conduct FAT, and support commissioning, the machine itself is only half the story. For many operations teams, it’s the less important half.
Calculating the Return on Automation Investment
A plant manager approves a six-figure automation project, expecting labor savings to carry the case. Six months later, the headcount is mostly unchanged, but the line is shipping more stable output with fewer interruptions and less rework. That project can still be a good investment. It was just justified on the wrong driver.
Automation pays back in different ways depending on where you sit on the spectrum. A fixture, feeder, poke-yoke station, or semi-automated workstation often produces a better return than a fully automated cell because it solves the constraint without forcing a full line redesign. The right target is not maximum automation. It is enough automation to remove the expensive problem.

Where the return usually comes from
The strongest business cases I see combine several smaller gains that stack up into one solid result. Labor matters, but it is rarely the whole story.
Common return drivers include:
- Higher throughput: The machine removes waiting, handoffs, manual alignment, or inconsistent loading time at the bottleneck.
- Better quality: Tooling, controlled motion, and sensors reduce variation that is difficult to hold manually across shifts.
- Less scrap and rework: In-line checks catch bad parts earlier, before more value is added.
- Lower ergonomic strain: Repetitive loading, force-heavy assembly, and awkward reaches become easier to handle safely.
- More capacity from existing assets: A semi-automated station can raise output without replacing the full line.
- Shorter startup pain: A simpler system is often easier to debug, train, and maintain than a fully automated line.
As noted earlier, many manufacturers report positive results from automation. Use that as background only. The decision still has to stand on your line, your mix, and your constraints.
A practical way to build the business case
Start with one operation, preferably the station everyone complains about for the same reasons every week. Measure current cycle time, first-pass yield, changeover time, downtime causes, and staffing difficulty. Then compare that to a proposed future state with the least complex automation that can reliably fix the issue.
Four questions usually expose whether the project is grounded:
- What step is limiting output today?
- What source of variation disappears with better tooling, part presentation, or controls?
- What work still needs operator judgment or dexterity?
- What level of validation, maintenance, and operator training will the new system add?
That last point gets missed. Full automation can look attractive in a proposal and turn expensive during launch if the product changes often, the part feed is unstable, or the plant lacks technical support on shift.
For many plants, semi-automation wins because it improves consistency while keeping the process flexible. That is often the better fit for high-mix production, phased capital plans, or lines where operators still add value through inspection, judgment, or delicate handling.
A good supplier should also show how they will prove performance before shipment. A disciplined factory acceptance test process protects the ROI model because it catches cycle, reject, and control issues before they hit your floor.
A good video can help teams visualize what that staged approach looks like in practice.
If the ROI only works when every assumption is perfect, the project isn’t ready.
The safer capital request still works if debug takes longer than planned, operators need more training, and the process needs tuning after install. That is how plants run.
Mitigating Risk and Ensuring GMP-Aware Quality
In regulated manufacturing, automation can’t only be fast. It has to be controllable, cleanable where required, documentable, and repeatable. That’s where many buyers separate capable machine builders from firms that mostly assemble hardware.
Design choices that reduce quality risk
For medical device assembly and similar applications, mechanical architecture matters. A well-designed indexing dial can synchronize multiple operations in a compact footprint and keep parts moving through controlled positions with less handling variation than a loosely connected manual process.
That approach isn’t theoretical. In medical device manufacturing, custom automation such as high-speed indexing dial assemblies can achieve cycle times under 2 seconds per part, hold tolerances of ±0.01 mm, and reach 99.5% uptime in GMP-compliant production. Those outcomes come from disciplined engineering choices, including part control, repeatable motion, and station-by-station verification.
The quality lesson is simple. Risk falls when the machine physically constrains the process in the right places.
What GMP-aware execution looks like in practice
A GMP-aware partner should think beyond throughput. Material choice, surface finish, part traceability, alarm handling, recipe control, and documentation all matter. So do software decisions. Clear interlocks, reliable sensor logic, and structured PLC programs make troubleshooting easier and reduce the chance that operators bypass controls under pressure.
Use this checklist in supplier reviews:
- Validation support: Can the builder support documented testing, acceptance criteria, and deviation handling?
- Hygienic and suitable materials: Are wetted or exposed components appropriate for the environment and process?
- Traceability and records: Can the system support the level of documentation your quality team expects?
- Structured acceptance: Is there a defined plan for factory acceptance tests before shipment?
- Operator clarity: Are HMIs and fault messages usable by production, maintenance, and quality teams?
In regulated environments, speed without documentation is just a faster way to create nonconformance.
Plants should also watch for over-automation in quality-critical steps. If an operator still adds necessary judgment, keep that judgment and automate what surrounds it. The best GMP-aware systems don’t remove human oversight blindly. They reduce variability around the decisions humans still need to make.
Questions to Ask Your Potential Manufacturer
The first vendor call tells you a lot if you ask better questions than “How much does it cost?” Strong automation machines manufacturers won’t struggle with direct operational questions. In fact, the good ones usually appreciate them.
Take these into the conversation:
- Application fit: Have you built systems for a similar part geometry, assembly method, or inspection challenge?
- Automation level: Why are you recommending manual tooling, semi-automation, or full automation for this application?
- Legacy equipment: How will your design connect to the machines and controls we already have on the floor?
- Testing discipline: What are your FAT criteria, and how do you document pass, fail, and corrective actions?
- Scope control: How do you handle design changes after kickoff?
- Support after launch: Who provides debug, training, software backups, and replacement parts?
- Maintenance reality: What will my technicians need to own internally, and what should stay with your team?
- Expansion path: If this station works, how would you scale it into upstream or downstream automation?
One answer matters more than the wording. The manufacturer should respond with specifics about process, responsibility, and trade-offs. If they only talk about features, keep looking.
If you’re evaluating automation options and want a practical conversation about manual tooling, semi-automated systems, integrated controls, or full custom machinery, System Engineering & Automation is built for that kind of work. Their team supports manufacturers from concept through design, build, FAT, installation, and commissioning, with a focus on cost-effective solutions that match real production goals, budgets, and compliance needs.