A lot of plant managers are looking at the same bottleneck from different angles. Parts start on a lathe, move to a mill, then wait for inspection, re-fixturing, and another queue. Every transfer adds handling, more work-in-process, and another chance to lose alignment on a part that was already on track.
That pain gets sharper in small to mid-sized operations. You may not have the headcount for a fully automated line, but you still need better throughput, stronger repeatability, and a cleaner path to quality. In GMP-regulated environments, the pressure is even higher because each extra touchpoint creates more control work, more validation effort, and more room for variation.
Turn mill machines solve that problem when they’re chosen and integrated correctly. They aren’t just “more machine.” They’re a practical way to collapse multiple operations into one controlled process, especially when the goal is right-fit semi-automation rather than the most expensive platform on the market.
Table of Contents
- Beyond the Lathe What Are Turn Mill Machines
- How Turn Mill Centers Combine Operations
- Matching Machine Capabilities to Your Parts
- How to Choose the Right Turn Mill Solution
- Integrating Turn Mill Machines for Maximum ROI
- Maintenance Safety and Operator Training
- Your Next Step in Production Optimization
Beyond the Lathe What Are Turn Mill Machines
A familiar shop-floor scenario goes like this. A shaft or implant blank gets turned first, then someone moves it to a mill for flats, holes, slots, or cross features. The part is good, but the process is fragile. If the second setup is even slightly off, the tolerances stack against you.
Turn mill machines were built to remove that handoff. They combine turning and milling in one platform so the part stays clamped while the machine performs multiple operations from one setup. That shift came out of the broader evolution of CNC. The integration of turning and milling into a single setup was a significant step beyond separate machines, and it can cut setup times by up to 70% in applications where part complexity and precision are critical, as described in this history of CNC turn-mill development.

That matters most when your current process depends on separate assets and operator timing. A conventional lathe plus a vertical mill can still make excellent parts. The issue isn’t whether separate machines work. The issue is whether they still make sense once setup hours, queue time, and repeatability losses are visible on the schedule.
For many teams, the better move isn’t jumping straight to an all-out five-axis machining strategy. It’s selecting the right multitasking platform and integrating it with the surrounding process, sometimes alongside equipment already in use. Shops that are also comparing broader machining capability often evaluate turn-mill alongside 5-axis CNC milling approaches because both can reduce setups, but they solve different production problems.
Practical rule: If a part routinely leaves one machine only to wait for its next critical feature, your process is signaling that setup consolidation may deliver more value than another standalone asset.
Where they fit best
Turn mill machines are strongest when parts need both rotational and off-center features in the same controlled sequence. That includes:
- Shaft-like components with milled flats, cross holes, or threads
- Medical parts that benefit from fewer handling steps and cleaner process flow
- Complex small-batch work where setup reduction matters as much as spindle time
- Families of parts that share workholding logic but vary in feature detail
The biggest shift is operational, not just mechanical. Done-in-one machining reduces transfers, simplifies scheduling, and gives quality teams fewer places to chase variation.
How Turn Mill Centers Combine Operations
A turn-mill center is the machining equivalent of a Swiss Army knife. A traditional setup is more like a toolbox spread across the plant. Both can get the job done. Only one keeps the part in one place while multiple operations happen in sequence.
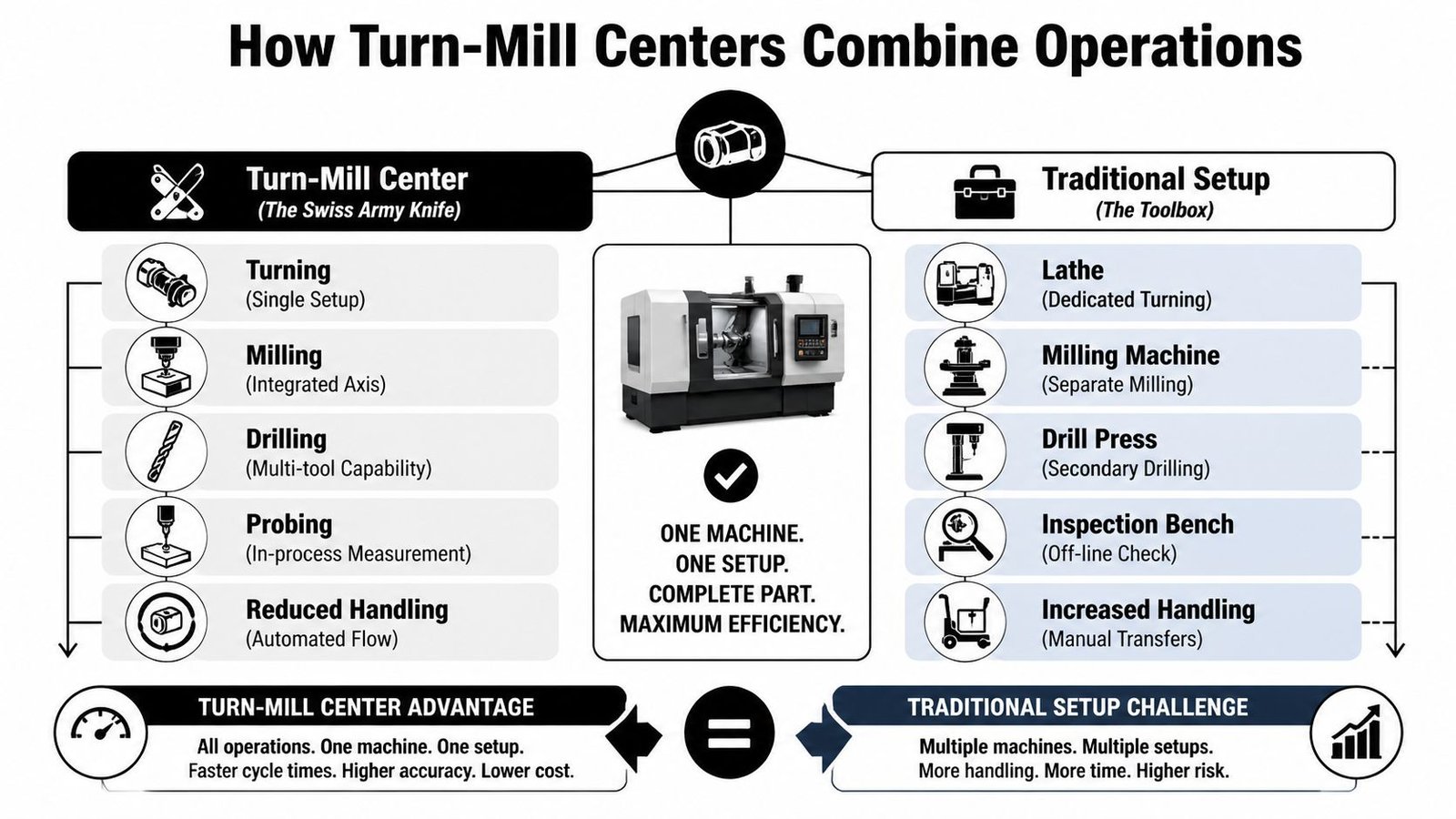
The core machine logic
At the center of the process is the main spindle. It grips and rotates the workpiece for turning operations like facing, diameter work, grooves, and threads. Then the machine brings in milling tools to cut flats, pockets, holes, and other non-turned geometry while the part remains referenced from the same setup.
Depending on the machine, you may also have a Y-axis, live tooling, a B-axis milling head, and a sub-spindle. Those additions are what move a machine from basic mill-turn capability into a real multitasking production platform.
A simple way to consider:
- Main spindle: Handles classic turning work
- Live tooling: Lets rotating tools cut milled features
- Y-axis: Reaches off-center geometry that a basic two-axis lathe can’t
- B-axis head: Attacks the part from angular positions for more complex work
- Sub-spindle: Picks off the part for back-working so second-side operations stay in-cycle
What changes on the floor
The machine doesn’t just combine motions. It changes workflow discipline. Instead of moving a part from lathe to mill to inspection bench, the part stays in one process envelope longer, and that reduces opportunities for cumulative misalignment.
Here’s the practical comparison:
| Metric | Turn-Mill Center | Separate Lathe & Mill |
|---|---|---|
| Setup count | One primary setup for many parts | Multiple setups across machines |
| Part handling | Reduced | Higher due to transfers |
| Tolerance risk | Lower from fewer re-clamps | Higher from cumulative setup error |
| WIP exposure | Lower | Higher |
| Floor coordination | Centralized around one platform | Split across machines and operators |
| Back-side work | Possible in-cycle with sub-spindle | Often needs another operation plan |
Keeping a part in one machine doesn’t eliminate process risk. It removes a major category of avoidable process risk.
Where the gains usually appear
The first gains aren’t always in raw cutting time. They often show up in the hidden parts of production that managers fight every day:
- Queue reduction: Parts don’t sit between departments waiting for the next machine
- Less re-fixturing: Operators aren’t rebuilding datum structure on every transfer
- Simpler traceability: Fewer process steps are easier to document and control
- Better use of people: One operator can oversee more value-added work instead of mostly moving parts
That’s why turn mill machines work so well in semi-automated environments. The machine absorbs complexity that would otherwise sit in labor, scheduling, and inspection flow.
Matching Machine Capabilities to Your Parts
The wrong way to buy a turn-mill machine is to start with the spec sheet. The right way is to start with the part family. What geometry drives cost in your current process? Where are the second operations? Which features force extra fixtures, special handling, or quality checks after transfer?
A basic live-tool lathe may be enough if you’re mainly adding simple cross holes and flats. But once the parts demand angular access, contoured surfaces, or multiple feature relationships from one datum, machine architecture matters a lot more.
When B-axis capability earns its keep
A B-axis turn-mill machine opens up five-axis milling and turning on the same platform. That matters on prismatic or shaft-like parts where tools need to approach from multiple angles without another setup. According to MMTurns 101 coverage on B-axis machines, these machines can reduce cycle times by up to 50% compared with separate turning and milling setups while maintaining ±0.025–0.125 mm tolerances in a single setup.
That’s a meaningful difference for parts like:
- Medical components with angled holes, milled windows, and finish-critical surfaces
- Drive and transmission parts with mixed turned and prismatic features
- Crankshaft-style geometry where contoured turning and angular access matter
- Custom housings and connectors that would otherwise need multiple fixtures
A B-axis machine isn’t automatically the right answer, though. If your part mix is mostly simple diameters plus a few straightforward milled features, paying for full angular flexibility can turn into expensive idle capacity.
The best machine is the one that matches the feature set you cut every week, not the one that impresses people during a demo.
Fixturing decides more than most buyers expect
Machine capability only matters if the part can be held securely, repeatably, and without overcomplicating setup. That’s especially true for delicate parts, thin-wall geometries, and mixed families that need flexibility without sacrificing consistency.
A good review of tooling and fixture strategy should happen before final machine selection, not after. In practice, fixture design often determines whether a multitasking machine becomes a production asset or a programming science project.
Questions worth asking early:
- Can one fixture concept support a family of parts?
- Will the clamping method distort thin or delicate geometry?
- Can the machine access all critical features without compromise?
- Will probe access or in-process checks be blocked by the workholding?
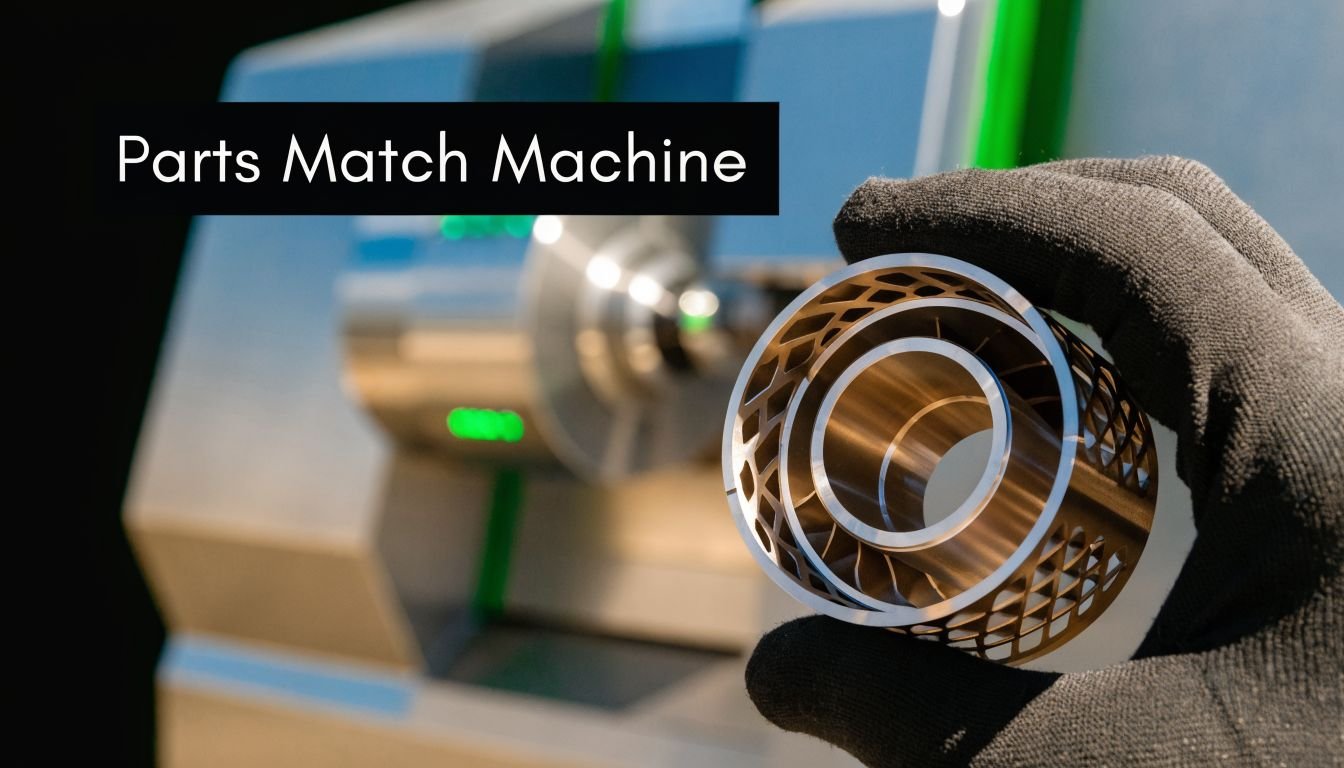
This is a good visual example of the kind of geometry multitasking platforms are built to handle:
The practical takeaway is simple. Buy the capability your parts need repeatedly. Don’t pay for exotic motion if your real bottleneck is fixture changeover, unstable clamping, or second-operation handling.
How to Choose the Right Turn Mill Solution
A sound investment decision starts with production reality, not marketing language. Shops often overbuy because they assume more axes always means more value. It doesn’t. Value comes from solving the process problem that is costing you time, labor, or quality today.
Start with the part family
Look at your current mix and separate it into families. Don’t group parts by customer name. Group them by machining challenge.
One family may be mostly turned diameters with a few drilled features. Another may need angular milling, backside work, and controlled surface finish. Those two families may not belong on the same machine platform.
Use questions like these:
- Which parts require a second machine today?
- Which features drive extra setups or special fixtures?
- Which jobs tie up skilled operators with repeated touch-off and alignment work?
If a family of parts can be completed in one machine with stable workholding, a turn-mill center is worth serious review. If the family is simple and already flows cleanly, the return may be weaker.
Match precision to actual need
A common mistake is buying to the tightest tolerance ever quoted instead of the tolerance required on the parts that pay the bills. That drives unnecessary machine cost, programming complexity, and support burden.
For precision-sensitive work, especially in medical manufacturing, vibration control and surface finish can be major selection criteria. Advanced Micro Vibration Turning (MVT) can suppress vibration to achieve ±0.001–0.005" tolerances and surface finishes up to 0.8 μm Ra, which is highly relevant for GMP-sensitive components, as detailed in this article on MVT-equipped turn-mill technology.
That doesn’t mean every shop needs MVT. It means specialty features should be tied to specific part requirements, not bundled into the purchase because they sound advanced.
Buy for the finish, tolerance, and material challenge you must hold consistently. Everything beyond that needs a business reason.
Set cycle time goals the right way
Cycle time matters, but a shorter quoted cycle doesn’t always mean a better investment. Managers should separate three different things:
- In-cut time
- Setup and changeover time
- Total elapsed lead time through the cell
A machine can post an attractive cycle in a demo and still create headaches if setup is awkward, tooling access is poor, or the part family requires frequent reconfiguration. In mixed production, changeover discipline often matters more than shaving a small amount off cutting time.
That’s why the best evaluation usually compares current-state total flow against future-state total flow. If one machine removes a transfer, an inspection handoff, and a fixture swap, it may outperform a faster standalone machine on actual plant output.
Plan fixturing and tooling early
Tooling is where many projects go off course. The machine is purchased first, then the team discovers the process needs custom holders, modular workholding, or validation work they didn’t budget.
Review these points before final approval:
- Standard versus custom tooling: Standard components simplify replacement. Custom tooling may be justified for repeat families or difficult access.
- Tool reach and interference: Multitasking machines create opportunity, but also more chances for collision if tool paths and holders aren’t thought through.
- Family-based fixturing: If your product range shares common locating logic, modular fixturing can preserve flexibility without resetting the whole process every time.
- Inspection access: In regulated work, make sure the process allows practical verification without awkward manual workarounds.
A turn-mill solution pays off fastest when the machine, tooling, fixture concept, and operator workflow are designed as one system.
Integrating Turn Mill Machines for Maximum ROI
The strongest ROI case for turn mill machines often comes from shops that don’t want full automation. They want better output with the people and floor space they already have. That’s where semi-automated integration makes sense.

Why semi-automated cells make sense
For small to mid-sized medical device manufacturers, integrating turn-mill machines into semi-automated lines can be 20-40% more cost-efficient from a capital expenditure standpoint than full automation while still reducing labor and simplifying traceability, according to this discussion of hybrid manufacturing approaches.
That’s the sweet spot many operations need. A skilled operator loads parts, manages material flow, and oversees exceptions while the machine absorbs multiple operations in one controlled cycle. You avoid the capital burden and rigidity of a fully automated system, but still gain many of the operational benefits that matter day to day.
This is especially effective when the turn-mill center is planned as part of a larger automation and control systems strategy, not dropped into the plant as a standalone purchase. Integration decisions around signal flow, operator interaction, traceability, and upstream/downstream handling are what turn machine capability into actual plant performance.
The GMP advantage of fewer handoffs
In GMP-regulated production, every extra transfer introduces more than just time. It introduces another event to control, document, and defend. Done-in-one machining reduces touchpoints, which can simplify process flow and make deviations easier to isolate.
That’s one reason turn-mill cells fit regulated environments well even when the budget won’t support lights-out automation. The process is still manageable. Validation is still realistic. And the production team keeps flexibility for engineering changes, small batches, and product mix swings.
Fewer handoffs usually mean fewer opportunities for contamination, labeling confusion, mixed-part risk, and undocumented variation.
Where managers actually see the return
The return rarely comes from one metric alone. It usually comes from a stack of smaller improvements that reinforce each other:
- Lower handling load: Operators spend less time moving and re-indicating parts
- Reduced WIP: Parts don’t queue between disconnected resources
- Smaller footprint: One multitasking asset can displace multiple process stations
- More predictable quality flow: Problems show up inside one process envelope instead of after transfer
- Scalable investment: Semi-automation lets you improve output without locking the plant into one rigid model
A right-fit turn-mill cell is often the practical middle path. It gives managers a cleaner process, a better compliance posture, and a more defendable capital decision.
Maintenance Safety and Operator Training
Buying the machine is the easy part. Running it well over time is where sustained discipline is essential. Turn mill machines combine more functions in one platform, so maintenance, safety practice, and operator capability all carry more weight than they do on simpler equipment.
Preventive care matters more on multitasking platforms
A multitasking machine concentrates value in one asset. That means neglect has a wider impact. If live tooling, spindle condition, lubrication, or alignment drifts, the problem can affect several operations at once.
A practical maintenance approach usually includes:
- Spindle monitoring: Watch for heat, vibration, and noise changes that point to bearing or balance issues
- Live-tool inspection: Check wear, runout, and clamping condition before poor finishes become recurring defects
- Chip control discipline: Mixed turning and milling cycles can create chip problems fast if conveyors, nozzles, and cleanout routines slip
- Scheduled verification: Confirm alignment and repeatability before process drift reaches finished parts
Safety also needs attention because the machine changes state frequently. Rotating stock, live tools, sub-spindles, and automatic motion all create risk if setups aren’t standardized and guarded procedures aren’t enforced.
A turn-mill machine rewards disciplined standard work. It punishes casual setup habits faster than a simpler machine does.
Training has to be part of the investment
The skill gap is real. Shops moving from separate machines or manual processes often underestimate how much process knowledge has to shift. Programming logic, setup sequence, tool synchronization, and collision awareness all become more demanding.
Industry data indicates that without proper training and support, small manufacturers can suffer a 15-20% productivity loss during the transition because of programming and setup errors, as noted in this machining training reference.
That’s why the implementation plan should include more than a handoff from the machine builder. It should cover:
- Operator startup training: Basic workflow, safe recovery, and setup verification
- Program proving standards: A repeatable process for first-off validation
- Maintenance ownership: Clear daily and weekly tasks assigned to real people
- Escalation support: Fast access to fixture, controls, and process help when the team gets stuck
The shops that succeed fastest don’t treat training as a side item. They treat it as part of throughput.
Your Next Step in Production Optimization
Turn mill machines make sense when the goal is practical production improvement, not technology for its own sake. They reduce setups, cut handling, tighten process control, and help teams move from fragmented operations to a cleaner flow. For medical work and other controlled environments, they also support a more manageable path to consistency and compliance.
The best results come from choosing the machine around the part family, the fixture strategy, and the actual staffing model on the floor. In many plants, that points to a semi-automated cell rather than a fully automated system. It’s a more flexible answer, and often a more profitable one.
If you’re evaluating a capital investment, the right question isn’t “What’s the biggest machine we can buy?” It’s “What process can we simplify without losing flexibility?” That’s where turn mill machines deliver their value.
If you're looking for a practical path to better throughput, stronger quality control, and right-fit automation, System Engineering & Automation can help you evaluate the process, tooling, fixturing, controls, and integration strategy needed for a turn-mill solution that fits your budget and production goals.