If you're evaluating CNC EDM machines right now, there's a good chance conventional machining has already told you where the limit is. The part may be in hardened tool steel, titanium, or carbide. The geometry may include a deep cavity, a fine slot, a sharp internal corner, or a thin wall that starts moving the moment a cutter touches it.
That's usually when the conversation changes from “How do we machine this faster?” to “How do we machine this at all, without piling cost onto rework, polishing, fixture changes, and operator intervention?” For small and mid-sized manufacturers, that decision matters even more. A machine that solves one difficult part but sits isolated from the rest of the line won't deliver much value. A machine that opens new capability, fits semi-automated production, and supports repeatable quality can.
Table of Contents
- When Conventional Machining Reaches Its Limit
- What Are CNC EDM Machines
- How EDM Achieves Unmatched Precision and Complexity
- Wire EDM vs Sinker EDM A Practical Comparison
- Key Applications in Modern Manufacturing
- Integrating CNC EDM for Maximum ROI
- A Practical Guide to Purchasing and Maintenance
When Conventional Machining Reaches Its Limit
Most plants don't buy CNC EDM machines because they're curious about sparks. They buy them because milling, drilling, and grinding stop being practical on certain parts.
The usual pattern is familiar. A customer tightens the print. The material arrives heat treated. The internal geometry gets narrower. A feature that looked simple in CAD turns into a burr problem, a chatter problem, a deflection problem, or a tooling problem on the floor. The team can still make the part, but only with extra setups, slower feeds, more polishing, and a lot more operator attention than the quote assumed.
That's where EDM earns its place. It removes material without direct tool-to-work contact, which changes the decision from brute-force cutting to controlled erosion. For conductive parts that are hard, delicate, or geometrically awkward, that difference is often the line between a stable process and a recurring production headache.
The practical trigger points
A plant manager should start thinking seriously about EDM when jobs repeatedly show one or more of these conditions:
- Hard conductive materials cause tool wear: Hardened steels, titanium alloys, and carbides push conventional tooling into a cost and consistency problem.
- Thin features won't stay put: If the part flexes under cutter load, process capability starts falling before the spindle does.
- Internal detail is driving secondary work: Sharp corners, narrow slots, and intricate profiles often force hand finishing when cut with rotating tools.
- Setup complexity keeps growing: If each revision adds more fixtures, more offsets, and more risk, the process isn't scaling well.
Practical rule: EDM usually isn't the first process you add. It's the process you add when every workaround in conventional machining starts costing more than a specialized solution.
For smaller manufacturers, the key isn't to view EDM as a niche machine for occasional hero jobs. The better question is whether those difficult parts are now common enough to justify a capability that improves quality, reduces manual correction, and fits into a broader production strategy.
What Are CNC EDM Machines
CNC EDM machines use controlled electrical discharges to remove material from electrically conductive workpieces. Instead of a sharp tool shearing metal away, the machine creates a series of sparks across a small gap. Those sparks erode the material in a tightly controlled zone.
The modern process traces back to a 1943 breakthrough in the Soviet Union, when B. Lazarenko and N. Lazarenko developed the first modern EDM machine, turning spark erosion into a practical manufacturing method for conductive metals, as outlined in the history of electrical discharge machining.
A controlled spark instead of a cutting edge
The easiest way to think about EDM is a microscopic lightning storm that happens only where the machine allows it. The machine controls the gap, the power, the movement, and the flushing medium so the spark removes material exactly where it's needed.
That matters because no cutter is pushing into the workpiece. No side load is bending a thin section. No rotating tool needs physical room to create an inside corner. The process is thermal and non-contact, which is why EDM is so effective on difficult conductive materials and complex geometry.
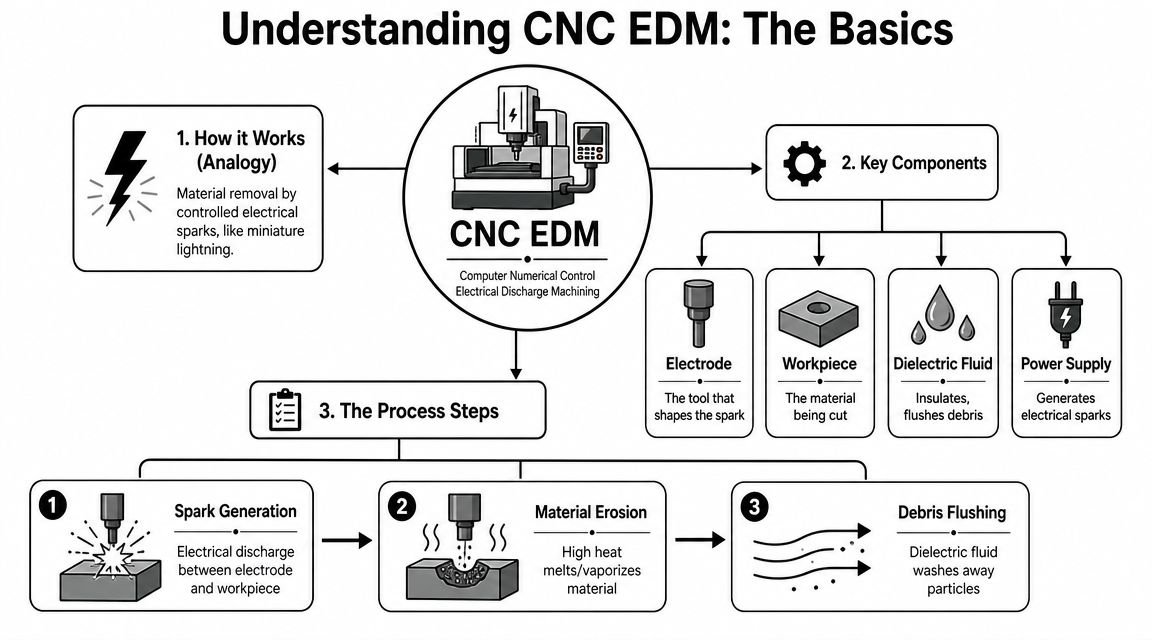
In practical terms, every EDM setup depends on the same core elements:
- Electrode or wire: This is the tool that shapes where erosion happens.
- Workpiece: The part must be electrically conductive.
- Dielectric fluid: The fluid insulates the gap and helps flush away debris.
- Power supply and control: This manages spark generation and CNC motion.
The main EDM machine types
Most buyers should separate EDM into three shop-floor categories.
Wire EDM uses a continuously fed conductive wire to cut through the part. It's the right fit for profiles, punches, dies, thin slots, and intricate through-features. Industry references identify wire EDM as one of the main EDM forms, alongside die-sinker and hole-drilling EDM, and note that wire EDM emerged as a distinct production technology in the 1960s, with a commercially available wire EDM machine appearing by 1967 and one account placing the first CNC EDM in 1976, as summarized in this overview of EDM history and machine types.
Sinker EDM uses a shaped electrode to burn a cavity into the workpiece. If the part has a blind cavity, mold detail, or a 3D internal form that can't be cut through with wire, sinker EDM is usually the conversation.
Hole-drilling EDM handles very small or deep holes where conventional drilling struggles.
EDM isn't a replacement for every cutting process. It's a specialized answer for conductive parts that punish conventional tools or demand geometry those tools can't reach cleanly.
For a plant manager, that's the useful definition. CNC EDM machines aren't general-purpose metal removal equipment. They're capability machines. When the print gets difficult enough, that capability becomes operationally important.
How EDM Achieves Unmatched Precision and Complexity
A common trigger for buying EDM is a part that keeps failing in conventional machining for predictable reasons. Thin ribs move during finish passes. Hardened material burns up tools. Tiny internal details force multiple setups and still come out inconsistent. EDM earns its place when those problems show up often enough to affect scrap, delivery, or labor hours.
The reason is straightforward. EDM removes material with controlled electrical discharges instead of cutter pressure. That changes the process limits in ways a plant manager can measure on the floor. Less mechanical load on the workpiece means fewer problems with deflection, burrs, and tool-induced variation on difficult geometry.
Why no cutting force matters in real production
On a stable, open part, milling is usually the cheaper first option. On a delicate or fully hardened part, cutter force becomes part of the problem. EDM avoids that force, so the process holds shape better on thin sections, narrow slots, and fine profiles that would be risky to machine conventionally.
That matters for more than tolerance.
It changes routing decisions. Shops can rough a tool steel component conventionally, heat treat it, then finish the hard features with EDM instead of trying to protect stock for secondary grinding or fighting cutter wear in hardened material. For small-to-mid manufacturers, that hybrid approach often makes more financial sense than treating EDM as a standalone department.
Precision comes from process control, not just machine specs
High EDM accuracy depends on gap control, flushing, thermal stability, wire or electrode condition, and a realistic skim strategy. Shops that get strong results do not buy on positioning specs alone. They control the whole burn.
For wire cutting, wire diameter sets a practical floor on corner detail and slot width. Surface finish and accuracy often improve through skim passes after the main cut. Machine builders such as Mitsubishi Electric describe that relationship between wire EDM process control, skim cutting, and achievable precision in their wire EDM technology overview.
That is the useful takeaway for an investment decision. EDM precision is real, but it is process-driven. A shop that plans for clean water management, stable fixturing, operator training, and unattended recovery will see the return. A shop that expects push-button micron work from day one usually gets a longer learning curve.

Where EDM changes the make-versus-subcontract decision
EDM starts to make business sense when the part combines hard material, tight geometry, and low tolerance for distortion. That combination is common in tooling, medical components, aerospace details, and precision fixtures. It is also common in the type of jobs smaller manufacturers often outsource because conventional equipment ties up too much time for too little confidence.
A few capabilities usually drive the decision:
| Capability | Practical value for a manufacturer |
|---|---|
| Machining after heat treatment | Reduces tool wear problems and helps preserve final hardness |
| Fine kerfs and sharp internal detail | Produces features that are difficult or impossible with standard milling cutters |
| Low mechanical stress on the part | Protects thin walls, narrow webs, and delicate forms |
| Repeatable profile control | Helps semi-automated cells run difficult parts with less rework |
For shops reviewing wire cut EDM machine options for precision profile work, the right question is not whether EDM is more advanced than milling. The right question is whether EDM removes recurring production pain that already costs money.
That is also where GMP and validation enter the discussion for regulated manufacturers. EDM can support repeatable feature generation, but only if the process is documented and controlled like any other critical operation. Dielectric maintenance, consumable condition, debris control, and inspection method all matter if the shop needs traceability and repeatability instead of one-off success.
EDM does not win every comparison on cycle time. It wins when conventional methods create too much variation, too much tool cost, or too much process risk. In those cases, the value is not the machine alone. The value is a more predictable route to parts that were previously difficult to make well.
Wire EDM vs Sinker EDM A Practical Comparison
The wrong way to choose between wire EDM and sinker EDM is by asking which one is “better.” The right way is to start with part geometry.
If the feature goes through the part and you need an accurate profile, wire EDM is often the cleaner fit. If the feature is a blind cavity or formed internal shape, sinker EDM usually takes over. That sounds simple, but many buying mistakes happen when a shop focuses on machine specs before it maps its actual part mix.
Choosing by geometry, not by habit
Here's the short version.
| Attribute | Wire EDM | Sinker EDM (Die-Sinker) |
|---|---|---|
| Best-fit geometry | Through-cuts, profiles, slots, punches, dies | Blind cavities, mold features, formed pockets |
| Tooling method | Continuously fed wire | Shaped electrode |
| Internal feature style | Excellent for intricate cut-through shapes | Excellent for cavity detail and 3D form |
| Typical buying trigger | Precision profile work in hard conductive material | Mold and die cavity production |
| Setup focus | Wire path, flushing, workholding | Electrode design, burn strategy, flushing |
Shops that want to review dedicated profile-cutting options can compare current wire cut EDM machine solutions against their actual part families rather than buying on brochure language.
What taper claims really mean on the shop floor
Taper is where sales language can get ahead of process reality. Yes, wire EDM can cut taper. No, that doesn't mean every machine will handle aggressive tapers with the same stability or accuracy.
Industry guidance notes that practical taper angles can range from about 10° to 45°, and that steep tapers often require specialized die guides plus CNC compensation for Z-axis change and reduced wire tension, as discussed in this wire EDM taper cutting article.
That leads to a useful buying question: how often are you cutting steep tapers in production, not just in occasional prototype work?
- If taper is routine: Evaluate axis architecture, guide design, and control capability carefully.
- If taper is occasional: A simpler machine may still fit, provided expectations stay realistic.
- If taper is extreme and quality-critical: Consider whether the part should be redesigned for manufacturability before treating machine complexity as the only fix.
A machine may be capable of a taper on paper and still be the wrong production choice for repeated steep-angle work.
For many shops, wire EDM and sinker EDM aren't competing technologies. They're complementary. The main decision is whether your bottleneck is profile cutting or cavity generation.
Key Applications in Modern Manufacturing
The value of CNC EDM machines becomes clearer when you stop talking about technology and start talking about the jobs that keep landing in the red folder. The difficult revision. The part with the fragile feature. The tooling detail no one wants to polish by hand again.
Medical and regulated production
Medical manufacturing is one of the clearest examples. A component may be small, conductive, and geometrically unforgiving. Burrs are a problem. Deflection is a problem. Manual cleanup is also a validation problem, because every touch adds variability.
Wire EDM fits this environment well when the part needs narrow features, close dimensional control, and repeatable cutting without mechanical load on the workpiece. In GMP-aware production, that matters beyond the cut itself. Stable, repeatable processes are easier to document, easier to standardize, and easier to defend during audits than processes that depend on operator finesse to rescue geometry at the end.
A practical medical use case often looks like this:
- Small conductive components: Fine cut paths support detailed profiles.
- Post-heat-treatment machining: Hard material doesn't force a tool-life battle.
- Repeatable production records: Controlled machine parameters support traceability.
Tooling, molds, and difficult conductive materials
Tool and die shops see a different version of the same value. A hardened insert, punch, or die detail may be technically machinable with conventional methods, but not economically machinable once you count setup complexity, cutter wear, and finishing time.
Sinker EDM earns its keep on cavity work. Wire EDM earns it on precise profiles, die sections, and intricate cut-through geometry. Aerospace and electronics work also lean on EDM when conductive materials are difficult to cut cleanly and the geometry punishes tool pressure.
A common pattern across these industries is that EDM isn't replacing the whole process route. It's inserted where it has the strongest advantage.
Shops get the best results from EDM when they treat it as part of the process plan, not as a rescue step after conventional machining has already failed.
This video gives a useful shop-floor view of EDM in action:
Another application worth watching is mixed-product manufacturing. In high-mix environments, EDM can stabilize difficult families of parts that otherwise require operator-specific know-how. That's often more valuable than raw speed, because consistency is what protects schedule and margin when the product mix keeps changing.
Integrating CNC EDM for Maximum ROI
Buying CNC EDM machines only makes financial sense when they solve a recurring production problem. The machine can't live on technical capability alone. It has to improve the economics of the line.
EDM has real costs. Cutting is slower than many conventional methods. Wire or electrodes are consumables. Dielectric management adds maintenance and process discipline. Those aren't reasons to avoid EDM. They're reasons to evaluate it objectively.
When EDM is the right investment
A useful ROI framework starts with four questions.
First, are the parts electrically conductive and regularly difficult to machine conventionally? If the answer is no, EDM may stay a niche resource.
Second, are quality issues tied to cutting force, access limits, or material hardness? EDM is strongest where contact machining creates distortion, tool wear, or unmanageable geometry.
Third, are difficult features common enough to justify dedicated process ownership? A once-a-year rescue job doesn't usually support investment. A steady stream of similar hard parts might.
Fourth, what is the true cost of making the part without EDM? That includes setup time, tool consumption, operator intervention, fixture complexity, scrap exposure, and polishing or bench work.
Industry guidance on EDM process selection makes this trade-off clear. EDM is well positioned for hard materials, sharp internal features, and precision parts, but ROI has to account for slow cutting rates, wire or electrode consumption, setup complexity, dielectric management, and the fact that the process is limited to conductive workpieces, as outlined in this overview of EDM machining trade-offs.
Why integration beats a standalone machine
The better investment case often comes from integration, not just acquisition. When EDM is tied into a semi-automated workflow, the machine stops acting like an isolated specialty asset and starts contributing to repeatable throughput.
That usually means:
- Dedicated fixtures: Stable, repeatable loading cuts setup variation.
- Part family standardization: Similar jobs run with less re-engineering each time.
- Integrated controls and data collection: Operators can monitor process status without constant manual checks.
- Upstream and downstream coordination: EDM works best when preceding operations and inspection plans are designed around it.
Manufacturers evaluating this step should also look at how automation and control systems can tie specialized equipment into a broader semi-automated process instead of creating another standalone island on the floor.
EDM ROI improves when it reduces labor dependency around the machine, not just when it burns a difficult feature accurately.
For small and mid-sized operations, that distinction is critical. The machine itself creates capability. Integration is what turns that capability into production value.
A Practical Guide to Purchasing and Maintenance
Most EDM buying mistakes happen before the machine ever ships. The issue usually isn't brand selection alone. It's mismatch between the machine's strengths and the shop's real production pattern.
What to check before you buy
Start with the part mix, then match the machine.
Modern submerged wire EDM platforms can include 5 axes (X, Y, Z, U, V) and 4-axis simultaneous movement, which improves taper cutting and control of complex geometry. Higher-end systems also emphasize automated threading and tension control, and manufacturers highlight features such as a 0.016" (0.400 mm) coated wire option and jet-less threading capability to support feed stability and long unattended cuts, according to this Makino wire EDM technology overview.
Those specs matter in practical terms:
- Axis architecture: More capable axis control helps when geometry includes taper or complex path changes.
- Automated wire threading: This matters if you plan to run unattended or recover reliably from interruptions.
- Tension control and wire handling: Stable wire behavior protects consistency on long cuts.
- Submerged cutting capability: Better process stability supports repeatable precision work.
If you're buying for regulated production, don't stop at machine capability. Confirm how the supplier proves repeatability, safety, and acceptance before handoff. A disciplined factory acceptance test process helps make sure the machine performs as expected before it lands in your plant.
Maintenance habits that protect uptime
EDM maintenance isn't glamorous, but it has a direct effect on cut stability and downtime.
Focus on the basics:
- Keep dielectric quality under control: Poor fluid condition affects flushing and spark stability.
- Inspect wire path components: Guides, contacts, and wear points can erode process capability.
- Watch for recurring wire breaks: Treat them as a process signal, not just an operator nuisance.
- Protect unattended operation: If your plan depends on long runs, reliability in threading and tensioning isn't optional.
A simple maintenance mindset works best. Don't wait for visible quality problems. By the time surface finish or dimensional drift shows up on finished parts, the machine has usually been asking for attention for a while.
The best EDM purchase is rarely the cheapest machine that can make one sample part. It's the machine your team can run, maintain, qualify, and trust in normal production.
If you're assessing where CNC EDM machines fit in your operation, System Engineering & Automation can help you look beyond the machine itself. SEA builds cost-effective manufacturing solutions that include semi-automatic systems, custom tooling, fixtures, integrated controls, and GMP-aware engineering support, so the decision is tied to production goals, labor reality, and long-term ROI instead of equipment specs alone.