A lot of plant managers are dealing with the same frustrating pattern right now. A semi-automated station that has “always run fine” starts missing cycles, a sensor becomes intermittent, the operator develops a workaround, and maintenance gets pulled in only after output slips enough to hit the schedule. Nobody planned for a long outage. Nobody budgeted for a rushed retrofit. Yet the line still has to run.
That's why equipment lifecycle management matters so much in real manufacturing environments. Not in greenfield factories with unlimited capital, but in plants running a mix of legacy equipment, custom fixtures, manual steps, and semi-automated cells that have to keep delivering. If you provide manufacturing solutions to optimize production and services, substantial value emerges in these settings. You don't need a complete factory overhaul to improve reliability, control maintenance effort, and extend asset value. You need a disciplined way to manage what you already own, decide what deserves upgrading, and avoid spending money in the wrong place.
Table of Contents
- Beyond Break-Fix The True Cost of Neglecting Your Equipment
- Understanding the Four Phases of the Equipment Lifecycle
- Who Owns the Equipment? Establishing Clear Governance
- From Reactive Repairs to Predictive Maintenance
- Using Data and KPIs to Make Better Decisions
- Your Phased Roadmap to Better Equipment Management
- Maximizing Your ROI Through Smart Asset Management
Beyond Break-Fix The True Cost of Neglecting Your Equipment
A packaging line stops on a weekday morning. The root cause looks small. A worn mechanical component has pushed a pick-and-place out of tolerance, the vision check starts rejecting good parts, and operators begin clearing jams by hand just to keep output moving. Maintenance swaps the obvious failed item, but the line still doesn't run cleanly because the original issue had already started affecting alignment, sensor timing, and upstream handling.
That's the complete cost of neglect. The repair invoice is only one part of it. You also lose production time, operator attention, maintenance hours, planning confidence, and often quality margin. In semi-automated systems, those losses hide easily because people compensate for weak equipment longer than they should. A good operator can keep a tired machine alive for months. That doesn't mean the asset is healthy.
The line usually fails before the machine “dies”
In most plants, equipment doesn't jump from healthy to broken overnight. It drifts. Changeovers take longer. Minor stops become normal. Spare parts consumption gets erratic. Operators stop trusting auto mode and switch to manual intervention. Once that happens, the plant is already paying for poor lifecycle discipline.
Practical rule: If a line needs tribal knowledge to stay productive, you have an equipment lifecycle problem, not just a maintenance problem.
Managers often find themselves stuck. They think the choice is either keep patching the line or approve a full replacement. In practice, there's a middle path. You can standardize wear-part strategy, tighten PM tasks, retrofit controls, add low-cost monitoring, and clean up documentation. Even basic improvements in spare parts inventory management can reduce the chaos that follows an unplanned stop.
Break-fix feels cheaper until it isn't
Break-fix maintenance survives because it appears lean. You spend only when something fails. That logic works on non-critical, low-risk assets. It fails on bottleneck equipment, custom machinery, and stations where one unavailable part can idle operators and downstream processes.
Here's what usually does not work:
- Running custom equipment with generic PM checklists that ignore actual wear points.
- Treating controls issues as isolated faults when the machine has an underlying mechanical or process drift problem.
- Waiting for repeated failures before documenting root cause and corrective action.
What works is simpler and more disciplined:
- Classify assets by business criticality so effort goes where downtime hurts most.
- Record recurring failure modes instead of relying on memory from the last shutdown.
- Plan upgrades in layers so you improve reliability without replacing an entire cell.
Equipment lifecycle management starts there. It's not abstract. It's the operating discipline that keeps an aging or custom production asset economically useful.
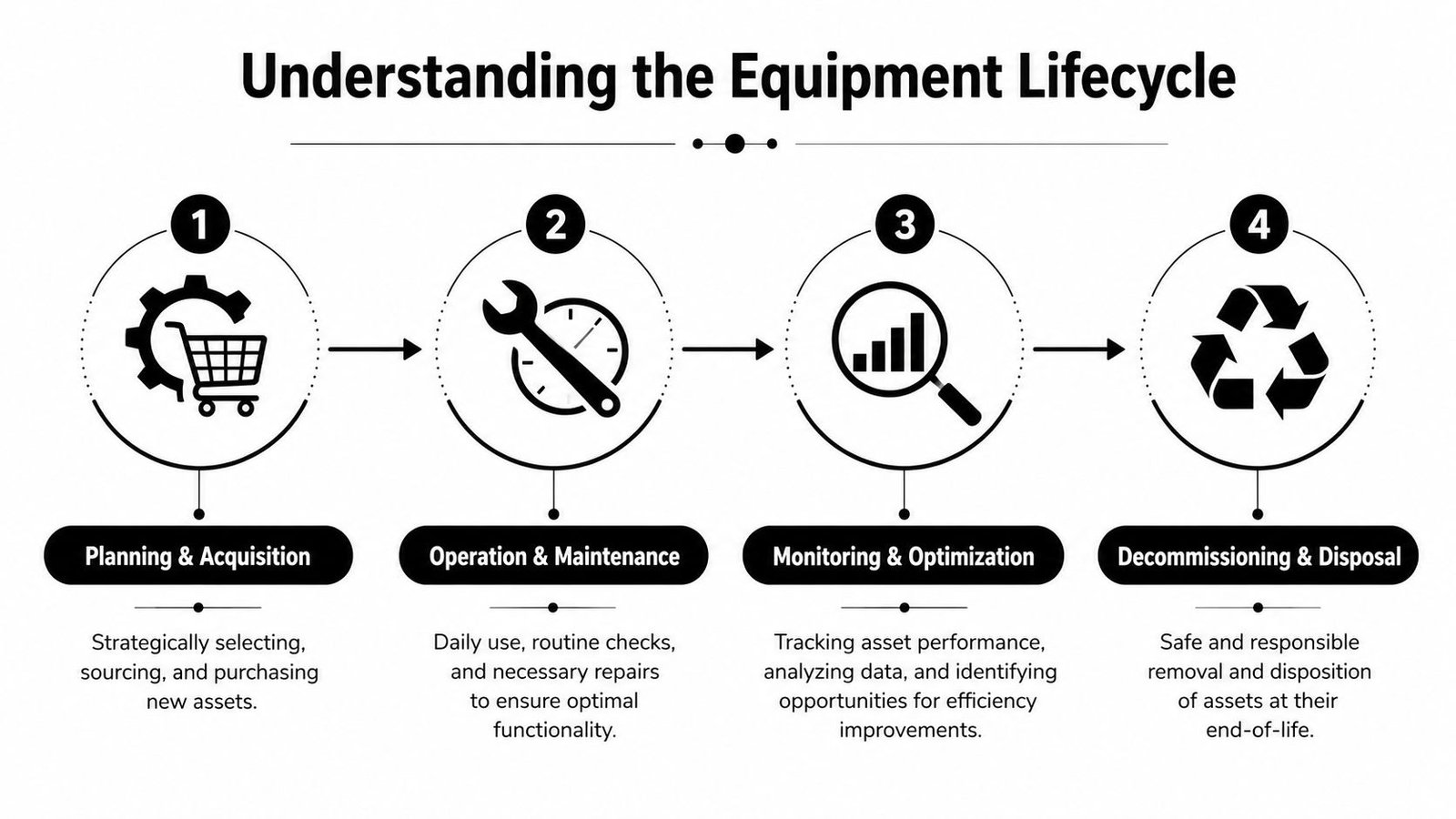
Understanding the Four Phases of the Equipment Lifecycle
Think about equipment the same way you'd manage a plant vehicle fleet. The purchase price matters, but so do commissioning quality, serviceability, operating discipline, parts availability, and the decision about when to rebuild versus replace. A machine should be managed as a long-life production asset, not a one-time purchase order.
A practical lifecycle model has four phases. Each one creates or destroys value.
Planning and acquisition sets the cost curve
The earliest decisions shape most of the lifetime pain. If you buy equipment that doesn't match your process, footprint, operator skill level, or maintenance capability, the plant keeps paying for that mismatch.
In this phase, the strongest plants ask practical questions:
- Can maintenance support it? An advanced machine with obscure components can become a liability in a small plant.
- Will it integrate cleanly? Controls architecture, guarding, conveyors, and data points should fit the line you already have.
- Can it be upgraded later? Expansion capacity matters, especially for semi-automated processes that may need added sensing, traceability, or poka-yoke features later.
A cheap machine that's hard to support often becomes expensive. A modestly specified machine with clear documentation and standard components usually ages better.
Installation and commissioning decide how stable startup will be
Many plants underestimate this phase. They assume once a machine powers on and cycles, the hard part is over. It isn't. Commissioning is where you lock in baseline settings, train operators, confirm safety functions, and verify the process performs under production conditions.
The video below gives a useful visual perspective on lifecycle thinking in practice.
Weak commissioning creates long-term instability. You'll see it later as nuisance alarms, recurring adjustments, inconsistent startup after changeovers, and maintenance teams working from assumptions instead of known-good settings.
A machine that was never properly commissioned will keep charging you for that shortcut.
Good commissioning includes more than SAT and a signoff sheet. It includes a documented maintenance baseline, spare parts list, backup of control programs, sensor setpoints, and clear ownership of change control.
Operation and maintenance protect the return
This is the longest phase, and it's where plant discipline matters most. Operators, setup technicians, maintenance staff, engineering, and quality all influence equipment life whether they realize it or not.
A healthy operation phase usually includes:
| Focus area | What good looks like |
|---|---|
| Daily operation | Standard startup, shutdown, cleaning, and changeover practices |
| Maintenance | Planned tasks based on actual failure points and wear behavior |
| Supportability | Critical spares on hand, current drawings, backed-up PLC and HMI files |
| Improvement | Small upgrades that remove chronic loss points |
What doesn't work is overcomplicating the system with enterprise software before the plant can consistently execute basic checks, work orders, and root-cause follow-up.
Decommissioning and retrofit are business decisions
End of life isn't only about disposal. In many plants, the better choice is a targeted retrofit. New controls, updated guarding, smarter sensing, improved fixturing, or a redesigned operator interface can extend useful life and improve safety without replacing the full asset.
Use this phase to ask a harder question: is the machine structurally sound and worth modernizing, or is it consuming too much support for the value it returns? That answer should come from documented performance and maintenance history, not frustration after a bad week.
Who Owns the Equipment? Establishing Clear Governance
Most equipment lifecycle failures aren't caused by a lack of effort. They're caused by diffuse responsibility. Operations assumes maintenance owns uptime. Maintenance assumes engineering owns modifications. Engineering assumes production will report issues early. Quality gets involved only when rejects increase. The machine sits in the middle and nobody owns the whole picture.
That's why governance matters. Not a bureaucracy. Just clear accountability.

What good ownership looks like
In small and mid-sized plants, one person rarely owns every aspect of an asset. That's fine. What matters is that each area has a named responsibility.
A workable ownership split often looks like this:
- Operations owns daily condition. Operators should report abnormal noise, repeated intervention, sensor bypasses, and changeover drift before those issues become failures.
- Maintenance owns technical health. PM execution, repair quality, spare strategy, and failure history need one accountable team.
- Engineering owns modifications and obsolescence planning. If controls are outdated or a recurring issue needs redesign, engineering has to govern the change.
- Quality owns process impact. If equipment condition can affect product acceptance, inspection burden, or traceability, that link needs to be explicit.
A simple governance model that works
You don't need a steering committee. You need a short routine that plant teams will keep.
Try a monthly review for critical assets with four standing questions:
- What failed or drifted since the last review
- Which recurring issue still lacks a permanent fix
- What parts or controls are becoming hard to support
- Which asset needs a repair, retrofit, or replacement decision
Then make one person the asset owner for each critical line or station. That person doesn't do all the work. They make sure the work gets closed.
When ownership is vague, maintenance becomes a fire brigade and engineering becomes a last resort.
The governance piece is especially important for custom machines and semi-automated cells. Those assets often sit outside standard OEM support models, so the plant has to own more of the knowledge, documentation, and upgrade path itself. Without that discipline, every problem turns into an emergency and every emergency costs more than it should.
From Reactive Repairs to Predictive Maintenance
Reactive repair, preventive maintenance, and predictive maintenance aren't competing philosophies. They're stages of maturity. Most plants use some mix of all three. The mistake is assuming predictive maintenance means an expensive digital transformation project. It doesn't have to.
Three maintenance approaches side by side
Reactive maintenance is straightforward. Something breaks, the team responds, and production recovers as quickly as possible. This approach makes sense for low-cost, non-critical items where failure doesn't create wider production risk. It's a poor strategy for bottleneck assets or custom stations where one failed component can stop an entire process.
Preventive maintenance is the next step. You replace or inspect components based on time, cycles, or routine intervals. It's better than waiting for failure, but it can still waste effort if tasks aren't tied to actual failure behavior. Plants often over-maintain easy items and under-maintain the awkward but critical ones.
Predictive maintenance uses condition signals to intervene earlier and more selectively. According to McKinsey's maintenance and analytics perspective, companies that implement predictive maintenance programs can reduce equipment downtime by up to 50% and lower maintenance costs by 10-40% compared to those relying solely on reactive or preventive strategies.
Here's the practical comparison:
| Approach | Best use case | Common weakness |
|---|---|---|
| Reactive | Non-critical assets with low consequence of failure | Unplanned stops and rushed troubleshooting |
| Preventive | Known wear items with stable replacement patterns | Tasks may be too early, too late, or too generic |
| Predictive | Assets that show measurable condition changes before failure | Requires useful signals and disciplined follow-up |
Where predictive maintenance fits in regulated production
For medical device manufacturing and other GMP-aware environments, maintenance strategy affects more than uptime. It affects documentation, change control, and confidence during audits. If a sealing station, assembly fixture, or inspection device can influence product quality, the maintenance record has to support that reality.
In those settings, what works is a documented approach that connects equipment condition to process control. That might include calibrated sensors, controlled software backups, approved parts substitutions, and maintenance records that clearly show what changed, when, and why.
What doesn't work is informal troubleshooting on validated or quality-relevant equipment. A clever technician can get a machine running again. If the fix isn't documented properly, the plant may create a bigger compliance problem than the original fault.
How to start without replacing the machine
Most semi-automated equipment already has untapped signals. Cycle counts, motor current trends, fault history, pressure stability, reject patterns, and downtime categories can all provide early warnings if someone captures them consistently.
A good starting path looks like this:
- Pick one chronic asset. Don't start plant-wide. Choose the machine everyone knows is temperamental.
- Add only the signals you'll use. Basic sensors, event logging, and alarm history are often enough for a pilot.
- Tie alerts to action. If no one responds differently, the data adds noise instead of value.
- Support the team with the right service structure. Plants that need help bridging maintenance and engineering can benefit from maintenance support services that fit custom and semi-automated equipment.
Predictive maintenance works best when it solves a specific recurring problem. It doesn't need to be flashy. It needs to be useful.
Using Data and KPIs to Make Better Decisions
Many plants collect data but still make equipment decisions by gut feel. That usually happens because the data is either too broad, too late, or disconnected from action. Good equipment lifecycle management depends on a small set of metrics that answer practical questions: Is this asset stable? Is maintenance getting ahead of failure? Is this machine still worth supporting?
The few KPIs that actually help
You don't need a dashboard full of colors. Start with a short list tied to decisions.
Use these as working definitions:
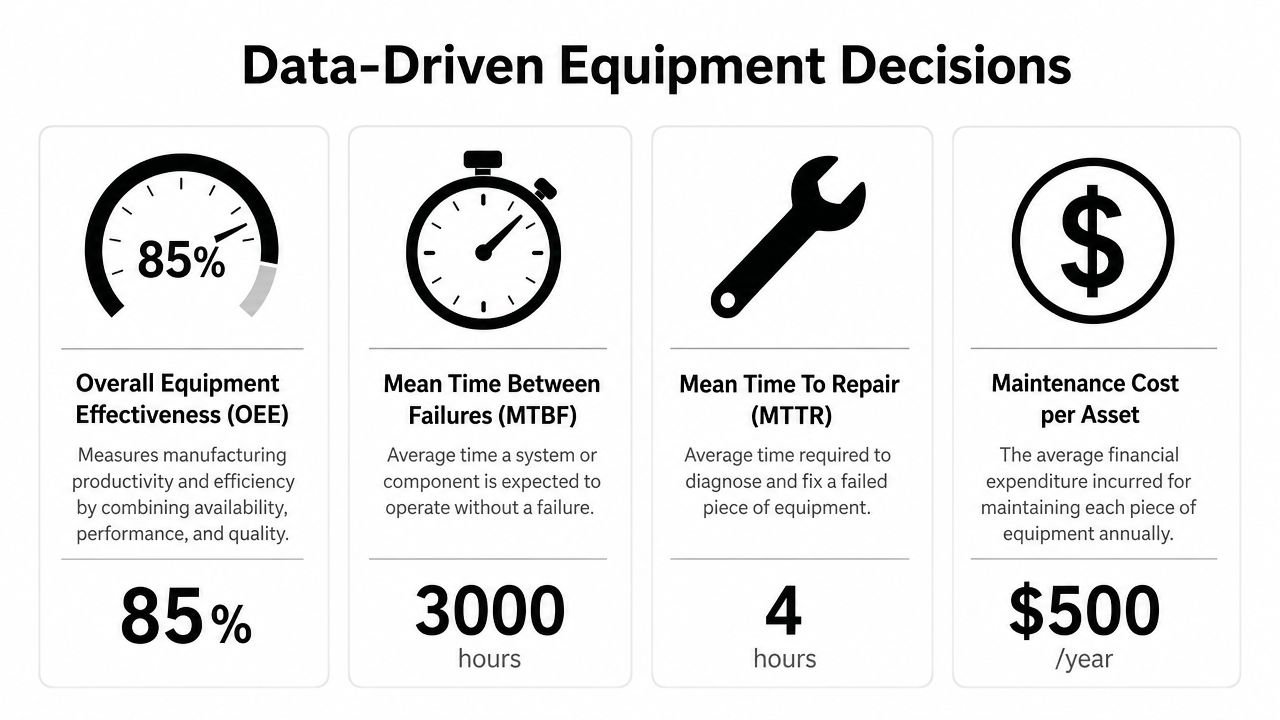
- OEE tells you whether the equipment is producing the way the business expects. It combines availability, performance, and quality into one operational view.
- MTBF helps you judge whether reliability is improving. If failures are getting closer together, the machine is drifting the wrong way.
- MTTR shows how repairable the equipment really is. A machine that fails rarely but takes too long to recover may still be a major risk.
- Total cost of ownership is the bigger lens. It includes maintenance burden, downtime exposure, support complexity, and the practical cost of keeping the asset viable.
The right KPI is the one that changes a decision, not the one that looks impressive in a meeting.
If a manager is deciding between rebuild, retrofit, or replacement, the most useful data often comes from failure history, repair time, quality impact, and parts supportability. Those are concrete. They also make budget discussions easier because they tie technical problems to business risk.
Choose tools that match your plant reality
A spreadsheet can be enough for a small pilot if people maintain it. A CMMS helps once the plant needs stronger scheduling, work order control, and history. Machine-level monitoring becomes valuable when you want live visibility into stoppages, cycle trends, or condition-based triggers.
The mistake is buying software before defining the workflow. Plants don't need another platform that operators ignore and maintenance updates only after a major breakdown.
Choose tools in this order:
- Standardize the event categories
- Make sure teams enter useful failure notes
- Create a review routine
- Then digitize at the level the plant can sustain
For operations teams trying to move beyond handwritten logs, machine monitoring software can be a practical step if it captures the events that matter on the line. The software should support decisions. It shouldn't become its own maintenance problem.
Your Phased Roadmap to Better Equipment Management
Most plants already know they should improve equipment discipline. The problem is scale. The team imagines a large asset management program, gets buried in setup work, and loses momentum. A phased roadmap works better because it proves value before the plant commits broader resources.
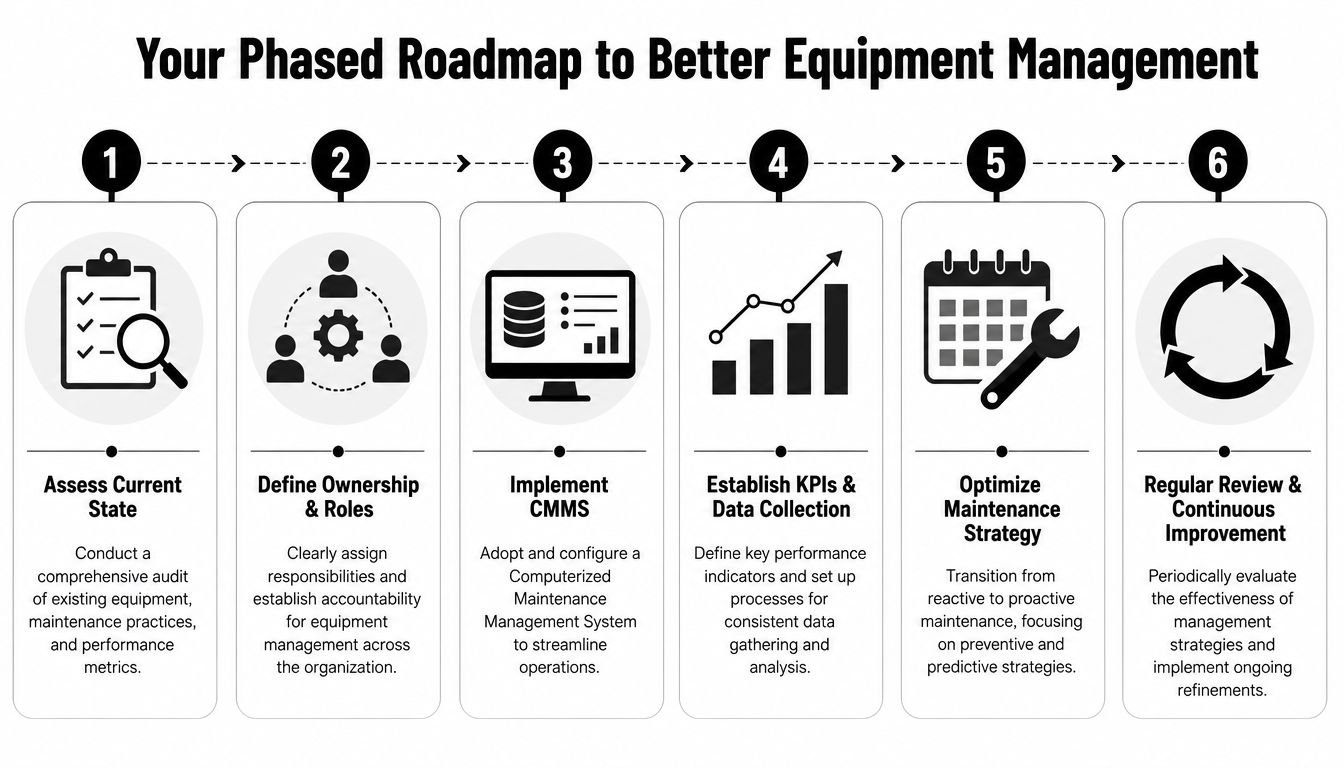
Phase one audit what matters most
Start narrow. Identify the assets that directly constrain output, create quality risk, or consume repeated maintenance effort. Then inspect each one with a practical lens.
Look for:
- Documentation gaps such as missing electrical drawings, outdated PLC backups, or unknown sensor settings
- Support risks such as obsolete components, hard-to-source wear parts, or one technician holding all the knowledge
- Operational symptoms such as frequent intervention, drift after changeover, or recurring faults that never got a permanent fix
This first phase isn't about solving everything. It's about building a clean baseline.
Phase two run a pilot on one line
Choose a line or station with visible pain and manageable complexity. In many plants, a semi-automated assembly station is the right candidate because the process has enough manual interaction to expose weaknesses, but enough control logic to benefit from targeted upgrades.
A practical example is a medical device assembly cell that has grown over time. The station may rely on custom tooling, operator judgment, and an older HMI with limited diagnostics. The plant doesn't need a full replacement. It may need revised fixturing, better sensing on critical motions, cleaned-up alarm logic, clearer maintenance checks, and documented setup parameters aligned with GMP-aware practices.
A strong pilot usually includes:
- One defined asset owner
- A short failure code list
- Basic condition or event data
- A maintenance plan tied to known wear points
- Change documentation that quality can follow
Phase three scale what proves itself
Once the pilot stabilizes, standardize what worked. Don't copy every detail to every machine. Copy the method.
That often means:
| Scale action | Why it matters |
|---|---|
| Replicate asset ownership rules | Prevents equipment from falling between departments |
| Standardize work order language | Makes failure history easier to analyze |
| Expand monitoring selectively | Keeps investment focused on critical assets |
| Build retrofit criteria | Helps teams decide when to upgrade and when to replace |
Plants get the best results when they keep the roadmap grounded in real constraints. Budget matters. Floor space matters. Validation effort matters. Operator skill level matters. The point isn't to make the plant look digitally advanced. The point is to make critical equipment easier to run, easier to maintain, and more economical to support over time.
Maximizing Your ROI Through Smart Asset Management
The best equipment lifecycle management programs aren't the most complicated. They're the ones that help a plant make better decisions earlier. That means knowing which assets are critical, assigning clear ownership, using maintenance strategies that fit the machine, and relying on data that supports repair, retrofit, or replacement choices.
For manufacturers running semi-automated or custom systems, this is where practical ROI lives. You don't have to replace every aging asset. You do need a disciplined way to protect uptime, reduce avoidable maintenance effort, and invest in upgrades that solve recurring production problems. Plants that do this well get more value from the equipment they already own and make future capital spending far more deliberate.
If you're looking for a practical partner to improve equipment reliability, upgrade semi-automated systems, or build a phased plan that fits your plant reality, System Engineering & Automation can help. SEA works with manufacturers to optimize production and services through cost-effective engineering, custom tooling, controls integration, maintenance support, and GMP-aware automation solutions that improve performance without forcing a complete factory overhaul.