You're probably dealing with some version of the same problem most plant managers face. Output targets keep climbing, operators are already working hard, quality can't slip, and capital budgets don't magically expand because the schedule got tighter. On paper, the line looks capable. On the floor, production still loses time to waiting, rework, awkward handoffs, changeovers, and small interruptions that never seem small by the end of the shift.
That's why efforts to reduce cycle time matter so much. Not because “faster is better” in some abstract lean sense, but because a shorter, more stable cycle creates room. Room to ship more without adding headcount too quickly. Room to absorb demand swings. Room to stay compliant without turning every improvement into a major capital project.
For mid-sized manufacturers, especially in regulated environments, the best answer usually isn't full automation everywhere. It's a disciplined baseline, a clear view of the actual bottleneck, and a right-sized intervention that fits budget, staffing, and validation requirements.
Table of Contents
- Why Cycle Time Is Your Most Powerful Production Lever
- Establish Your True Cycle Time Baseline
- Pinpoint Your Real Production Bottlenecks
- Evaluate Smart Interventions That Fit Your Budget
- Run a Pilot Program to Validate and De-Risk
- Scale Your Solution and Measure Sustained ROI
Why Cycle Time Is Your Most Powerful Production Lever
A plant can miss target for a week straight even with experienced operators, extra overtime, and daily expediting meetings. I've seen that pattern many times. The problem usually is not effort. It is the amount of time each unit spends waiting, being handled twice, or moving through a process that was never designed to run cleanly at the required pace.
Cycle time matters because it changes capacity at the source. Cut wasted seconds from loading, adjustment, inspection handoff, or operator motion, and the line produces more within the same staffed hours. That improves cost per unit without forcing a capital request for another machine or the disruption of adding a full shift.
It also gives managers a lever that works across departments. Shorter, more predictable cycle time helps production hit schedule, helps maintenance target recurring delay points, and helps quality reduce the workarounds that create deviations. In GMP-regulated plants, that stability matters. A process that runs at a consistent rhythm is easier to document, easier to validate, and easier to keep in control after changeover.
The throughput effect is straightforward. If each unit clears the process faster, more units leave the line during the same production window. That is why cycle time deserves attention at the plant level, not just on the shop floor. Small improvements in the right step can create meaningful capacity, especially in mid-sized facilities where one constrained operation can limit the entire value stream.
Practical rule: If your team is constantly expediting, ask where time disappears between value-added steps, not who should work faster.
That distinction matters. Chasing speed usually creates more variation, more operator fatigue, and more quality risk. Engineering cycle time down through better fixtures, cleaner part presentation, semi-automation, or simpler confirmation steps gives you output you can keep.
For managers looking at the broader plant impact, this guide to improving manufacturing efficiency through smarter operations is useful context. The point here is simpler. Cycle time is one of the few production metrics that directly affects throughput, responsiveness, labor efficiency, and process control at the same time.
Establish Your True Cycle Time Baseline
A weak baseline creates expensive arguments later. Operations says the line should run faster. Quality points to holds and checks. Maintenance points to stops nobody logged. Finance asks why the savings never showed up. If the starting number is soft, every improvement discussion turns into debate instead of action.

Measure the actual process, not the ideal run
Start with normal production under normal conditions. Use enough observations to capture routine variation across operators, material lots, minor stoppages, and handoffs. One clean run after startup tells you very little about the shift you have to manage all week.
For manual processes, define the start and stop points before anyone collects a single sample. Keep the definition tight. Does the cycle begin at part presentation, first touch, or machine start? Does it end at unload, inspection handoff, or operator confirmation in the system? In regulated plants, those distinctions matter because documentation steps often consume more time than the team admits during a quick walkthrough.
Break the cycle into elements if needed. Load. Align. Clamp. Run. Unload. Inspect. Record. That level of detail helps in two ways. It improves measurement consistency, and it shows where a low-cost fix like a fixture change, better part presentation, barcode confirmation, or a semi-automated clamp can remove seconds without forcing a full equipment purchase.
A baseline worth using usually includes:
- Observed cycle time for the task itself
- Effective cycle time across the scheduled production window
- Variation notes tied to interruptions, rework, and approvals
That third item often explains why output misses plan. A machine can post a respectable run speed while the full process still drags because material waits, forms queue up, or QA disposition arrives late.
Separate planned events from actual losses
Do not blend everything into one average. Changeovers, line clearance, scheduled cleaning, and required in-process checks are planned events. Breakdowns, jams, missing components, and waiting for a supervisor or QA signature are losses. If those categories get mixed together, the team will chase the wrong fix.
This separation matters even more in GMP environments. Some time is required to stay compliant, and trying to cut it blindly creates audit risk. The better approach is to measure it clearly, then ask whether the step can be simplified, combined, error-proofed, or partially automated without changing the control intent.
Use a short review like this with your supervisors and engineers:
- What cycle repeats when the process is stable?
- How often does the process leave that condition?
- Which delays come from maintenance, material flow, setup, or quality release?
- Which steps add value, and which steps only add time?
A baseline should hold up in a finance review, an engineering review, and a GMP audit.
If the line already has machine signals or historian data, use it. If it does not, manual collection still works. Just keep the definitions consistent and the observation period long enough to catch the line as it runs. That discipline is what lets a plant choose the right-sized fix later, whether that means a simple tooling change, a semi-automated station, or a larger capital request.
Pinpoint Your Real Production Bottlenecks
The slowest machine isn't always the bottleneck. In many plants, the bigger problem sits between operations. Parts wait for an operator. Operators wait for materials. Material waits for inspection. Inspection waits for paperwork. Everyone blames the machine because it's visible.

Look between operations, not just at them
Start with a simple process map that follows one unit through the line. Don't make it pretty. Make it accurate. Include transport, queue time, approvals, checks, and every handoff where ownership changes.
Then walk the process in real time. Ask four blunt questions:
- Where does the unit wait?
- Who is waiting on whom?
- What gets touched more than once?
- Where does rework loop back into the line?
In such scenarios, hidden cycle loss usually shows up. A well-running machine can still sit inside a badly designed system.
One of the most common examples is quality feedback that arrives too late. By the time a defect is found, the line has already produced more suspect material. Rework and containment then expand the total cycle. Another common issue is material presentation. Operators lose seconds reaching, turning, aligning, or searching. Those seconds become minutes, then hours, across a shift.
Appian's manufacturing cycle time strategies point out two useful facts for bottleneck analysis. Predictive maintenance reduces breakdowns by an average of 70%, and standardizing processes to cut variability can reduce defects by up to 50%. Those are not separate conversations. Equipment instability and process variation both create hidden cycle loss.
After you've mapped the flow, this walkthrough can help teams visualize bottlenecks and delay sources in practice:
Use Pareto thinking to focus effort
Plants waste time when they attack ten issues at once. Use a Pareto board instead. Track the recurring causes of delay over a defined period and rank them by total time lost. You're looking for the few causes that repeatedly consume production time.
A simple bottleneck review table might look like this:
| Loss category | What to verify on the floor | Likely owner |
|---|---|---|
| Equipment stoppage | Fault history, reset frequency, recovery steps | Maintenance and engineering |
| Quality hold | Inspection timing, reject feedback loop, paperwork delay | Quality and production |
| Material starvation | Replenishment path, kitting discipline, presentation | Logistics and supervisors |
| Operator motion | Reach, orientation, fixture interaction, search time | Industrial engineering |
If a delay happens daily, it deserves engineering attention. If it happens once a quarter, it might not.
The key is to solve the right problem in the right order. Don't optimize a fast station upstream of a chronic inspection queue. Don't buy automation for a step that's only slow because material arrives in the wrong container. And don't blame operators for variability that starts with unclear standard work.
Evaluate Smart Interventions That Fit Your Budget
A plant manager usually feels this decision in two places at once. Finance wants a shorter payback. Quality wants less variation and fewer deviations. Production just wants the line to stop losing minutes on the same task every shift.
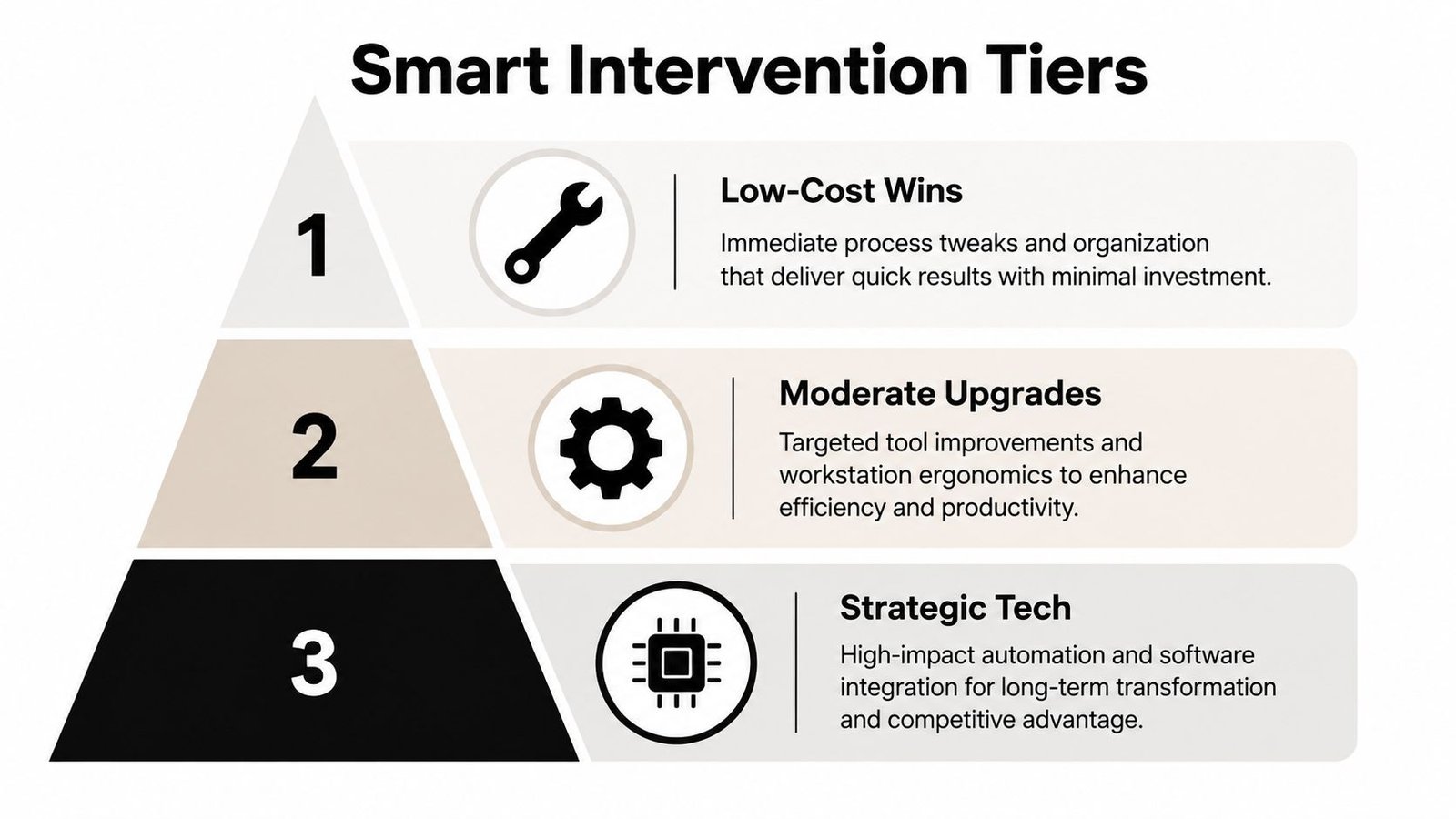
The practical answer is rarely a full automation project. For mid-sized manufacturers, especially in GMP-regulated plants, the better path is staged investment. Start with tooling that removes wasted motion and setup variation. Add semi-automation where the task is repetitive, measurable, and expensive to do inconsistently. Save full automation for processes that are already stable enough to deserve it.
Start with tooling and workstation design
Before approving new equipment, inspect the station like an engineer, not a buyer. If operators are hunting for parts, fighting a weak clamp, aligning by feel, or checking quality with three different methods, the process is telling you where the cycle time is going.
Low-cost changes often do more than expected:
- Custom fixtures that locate parts correctly on the first try
- Poka-yoke features that block incorrect loading
- Nest redesigns that reduce handling and repositioning
- Ergonomic layout changes that cut reach, twist, and walking
These upgrades are attractive because they improve repeatability without adding much maintenance burden or validation work. They also scale well across product families. In regulated environments, that matters. A fixture change is often easier to document, qualify, and train than a new automated cell.
Use semi-automation where it removes repeatable delay
Once the station is physically disciplined, semi-automation starts to make economic sense. Mid-sized plants typically see the best return. You reduce operator-to-operator variation, shorten the manual portion of the cycle, and avoid the capital cost and rigidity that come with a fully automated line.
Good candidates include:
- Indexing and part presentation for awkward or inconsistent components
- Pressing or joining stations where force, position, or dwell must stay within a narrow band
- Integrated checks for presence, orientation, or completion before the part moves on
- Controlled dispensing or fastening where manual variation drives rework or holds
For machining-heavy operations, the same logic applies. Better loading, smarter fixtures, and repeatable positioning often beat a large capital request. Teams reviewing options in this area can compare their process needs with high-speed machining methods for throughput improvement.
Buy automation for repeatability and to reduce labor dependency. Don't buy it to compensate for an unstable process.
Know when full automation is the wrong answer
Full automation earns its keep in the right conditions. Stable demand, stable product design, and a process with low exception handling are usually part of that picture. Many mid-sized plants do not have all three.
Use this comparison to keep the decision grounded:
| Option | Best fit | Main risk |
|---|---|---|
| Manual process with improved tooling | Variable products, lower volumes, early-stage control | Gains can plateau |
| Semi-automation | Repeatable tasks with labor or quality pressure | Needs thoughtful integration |
| Full automation | Stable demand, stable product, justified capital | Complexity and reduced flexibility |
I've seen plants spend heavily on automation when the underlying problem was fixture repeatability, material presentation, or inspection timing. That route adds cost without fixing the root cause. Match the solution to process maturity, budget, and compliance burden first. Then spend where the cycle-time loss is repeatable enough to justify it.
Run a Pilot Program to Validate and De-Risk
A pilot is where good ideas become operational decisions. It's also where weak assumptions get exposed before they become expensive. If you want to reduce cycle time without creating plant-wide disruption, start with one focused application and prove it under normal conditions.

Pick the right pilot cell
The best pilot target is not the most politically visible area. It's the area where three things are true:
- The bottleneck is already understood
- The team running it is engaged
- The process can be measured cleanly before and after
That often means choosing a single workstation, one assembly cell, or one recurring manual handling step. Avoid pilots that span too many departments at once. If maintenance, quality, validation, production, and supply chain all have to redesign their systems just to start, the pilot is too broad.
A strong pilot also has a clear operational boundary. Everyone should know what part of the process is in scope and what stays unchanged.
Define success before the build starts
Most weak pilots fail because success was never defined. The team says it wants “better flow” or “more efficiency,” but nobody agrees on what must improve to justify scaling.
Use a pilot scorecard that includes:
- Cycle time change measured the same way as the original baseline
- Operator interaction including ease of use and recovery from faults
- Quality impact including defect escape risk and rework behavior
- Maintenance needs including daily checks and likely wear points
- Validation burden for regulated processes
In GMP settings, validation planning needs to start early. Don't wait until the hardware is installed to ask how settings, sensors, recipes, or data collection will be documented. If the pilot changes the way the process is controlled, quality needs to see that before launch.
A practical way to reduce risk is to formalize acceptance criteria up front and test against them. That's why many manufacturers use structured protocols similar to factory acceptance testing practices before wider rollout.
A pilot should answer one question clearly. Did this intervention improve the process enough, in real operating conditions, to justify broader deployment?
Document operator feedback as carefully as the timing data. If the concept only works when the best operator runs it, it isn't ready. If the process recovers poorly after a jam or reset, it isn't ready. A pilot earns scale when average conditions improve, not when ideal conditions look good in a presentation.
Scale Your Solution and Measure Sustained ROI
A pilot can save 12 seconds per unit and still disappoint at rollout.
That usually happens when the improvement depends on extra attention, informal workarounds, or one strong operator who knows how to keep the station running. Once the change moves to a second line or a second shift, variation shows up fast. Tooling wears differently. Materials arrive in a different orientation. Supervisors enforce the new method unevenly. In GMP operations, document control and change management can add enough friction to wipe out the expected gain if they were treated as afterthoughts.
Scale in steps that match your plant's ability to support the change. For a mid-sized manufacturer, that often means expanding by product family, line type, or shift instead of pushing a full-site rollout. A semi-automated station or smart fixture may be the right answer on one line, while another line only needs poka-yoke, better part presentation, or a faster changeover cart. The point is to protect the economics. Do not force the most expensive version of the solution into every process just because the pilot performed well.
Ownership needs to be clear before the rollout starts. Engineering should own the technical standard. Production should own adherence during daily operation. Maintenance should own inspection points, wear limits, and response time for recurring faults. Quality should own what must be documented, reviewed, and revalidated when settings, recipes, sensors, or data collection methods change.
That discipline matters because sustained ROI comes from repeatability, not from the launch window.
Measure the scaled solution with the same definition of cycle time used in the baseline and pilot. Then add the operating measures that determine whether the gain will hold:
- Cycle stability by shift, product mix, and operator
- Downtime patterns tied to jams, resets, sensor faults, and minor stops
- Quality performance including rework, defect escapes, and first-pass yield
- Maintenance load including routine checks, spare consumption, and wear trends
- Compliance effort including document updates, training records, and validation support time
For GMP-regulated lines, include the cost of staying in control. A faster station that creates extra review steps, exception handling, or periodic revalidation work may still be worth it, but only if that burden is visible in the ROI. Plant managers get into trouble when the capital request shows labor savings and throughput gains, while the actual operating cost lands on quality, validation, or maintenance a quarter later.
Watch for drift early. The first signs are usually small. Operators bypass a fixture because loading feels slower on a rushed shift. Preventive checks slip because the line is busy. Changeover settings start to vary between crews. Those are management signals, not floor noise. If nobody corrects them, the process returns to its old cycle time one exception at a time.
Long-term return comes from holding the new standard under normal plant conditions, not from repeating pilot results in a presentation.
The plants that keep the gain usually choose practical solutions they can support. Sometimes that is a custom fixture with sensors and simple controls. Sometimes it is a semi-automated station instead of a fully automated cell. In regulated environments, that restraint often produces the better financial result because it improves throughput without creating a validation and maintenance burden the site cannot sustain.
If you're trying to reduce cycle time without overbuilding the solution, System Engineering & Automation can help. SEA designs cost-effective manufacturing solutions that range from custom tooling and fixtures to scalable semi-automated systems with integrated controls. For manufacturers balancing throughput, quality, labor pressure, and GMP requirements, that kind of right-sized engineering support can make the difference between a short-lived improvement and a process that keeps delivering.









