You can usually tell when a production line has stopped improving. The floor looks cleaner than it did a year ago. Shadow boards are up. Labels are in place. Operators know the routine. But output still stalls, changeovers still drag, and quality issues still show up in the same places. The team isn't lazy and the process isn't broken in an obvious way. It's just carrying too much hidden friction.
That's where lean manufacturing process improvement either becomes useful or becomes theater. In real plants, lean isn't a poster about waste. It's a disciplined way to see what is happening, remove what shouldn't be there, and decide when manual improvement has hit its limit. Sometimes the right answer is 5S and standard work. Sometimes it's a better fixture. Sometimes it's a semi-automated station because the process now needs control, repeatability, or traceability that people alone can't deliver consistently.
Most operations leaders already know the basics. The hard part is choosing where to act, what to measure, and when to stop rearranging a weak process and start engineering a stronger one.
Table of Contents
- Diagnosing Your Production Line for Hidden Waste
- How to Prioritize Lean Improvement Opportunities
- Hands-On Lean Techniques for Immediate Impact
- When to Bridge Lean with Semi-Automation and Fixtures
- Building a Culture of Continuous Improvement
- Measuring What Matters with Lean KPIs
- Frequently Asked Questions About Lean Implementation
Diagnosing Your Production Line for Hidden Waste
The first mistake teams make is hunting for lean tools before they've identified the actual sources of waste. Waste on a factory floor rarely announces itself. It hides in waiting time between operations, in the extra reach an operator makes hundreds of times a day, in carts of half-finished product parked between stations, and in inspection loops that exist because the process still can't be trusted.
Start with observation, not assumptions
A good diagnostic starts at the gemba. Go to the line, stand where the work happens, and watch a full cycle without interrupting it unless safety requires it. Don't start by asking why people aren't following the standard. Start by asking what the process is forcing them to do.
Look for the classic categories of waste in practical terms:
- Waiting means operators standing while a machine completes a cycle, or material sitting for the next department.
- Motion shows up when tools, labels, bins, or paperwork aren't located where the task occurs.
- Transportation appears when product moves farther than it should because the layout was built around available space instead of flow.
- Overprocessing often hides in duplicate checks, redundant cleaning, or excessive handling.
- Inventory can look harmless until it starts masking quality issues or long setup losses.
- Defects include scrap, rework, sorting, and all the containment activity that follows.
- Overproduction often starts upstream when one process runs for convenience instead of demand.
- Unused talent is the waste many plants ignore. Operators usually know where the line loses time before the reports do.

The push toward data-driven improvement isn't theoretical. The digital lean manufacturing market is projected to grow from $34.66 billion in 2025 to nearly $80 billion by 2032, a 131% increase, and the same analysis notes manufacturing equipment operates at only 28% utilization on average. That should get every plant manager's attention. Most factories still have far more trapped capacity than they think.
Practical rule: If you can't point to the exact place where time, motion, or quality is being lost, you're not ready to choose the fix.
A useful floor walk isn't a compliance tour. It's a search for friction. If you want a blunt benchmark for that conversation, this breakdown of whether your manufacturing operation is truly efficient is the kind of lens operations teams should apply to their own lines.
Build a rough value stream map
Don't turn value stream mapping into a month-long workshop. Start with a hand sketch. Capture the major process steps, queues between them, inspection points, changeovers, and where information tells production what to build.
That rough map should answer a few direct questions:
- Where does product wait the longest
- Where do defects get discovered instead of prevented
- Which step controls total throughput
- Where does the process depend on one experienced operator to keep moving
A rough map built in a day is more useful than a polished one nobody updates. The point is visibility. Once the team can see where flow breaks down, improvement stops being abstract and starts becoming specific.
How to Prioritize Lean Improvement Opportunities
Once a team starts seeing waste clearly, the next problem appears fast. Suddenly there are fifteen things worth fixing. A rack layout is wrong. A kitting process is inconsistent. Setup takes too long. One station drives most of the rework. Material flow is awkward. The temptation is to launch everything at once and call it a transformation. That usually creates noise, not progress.
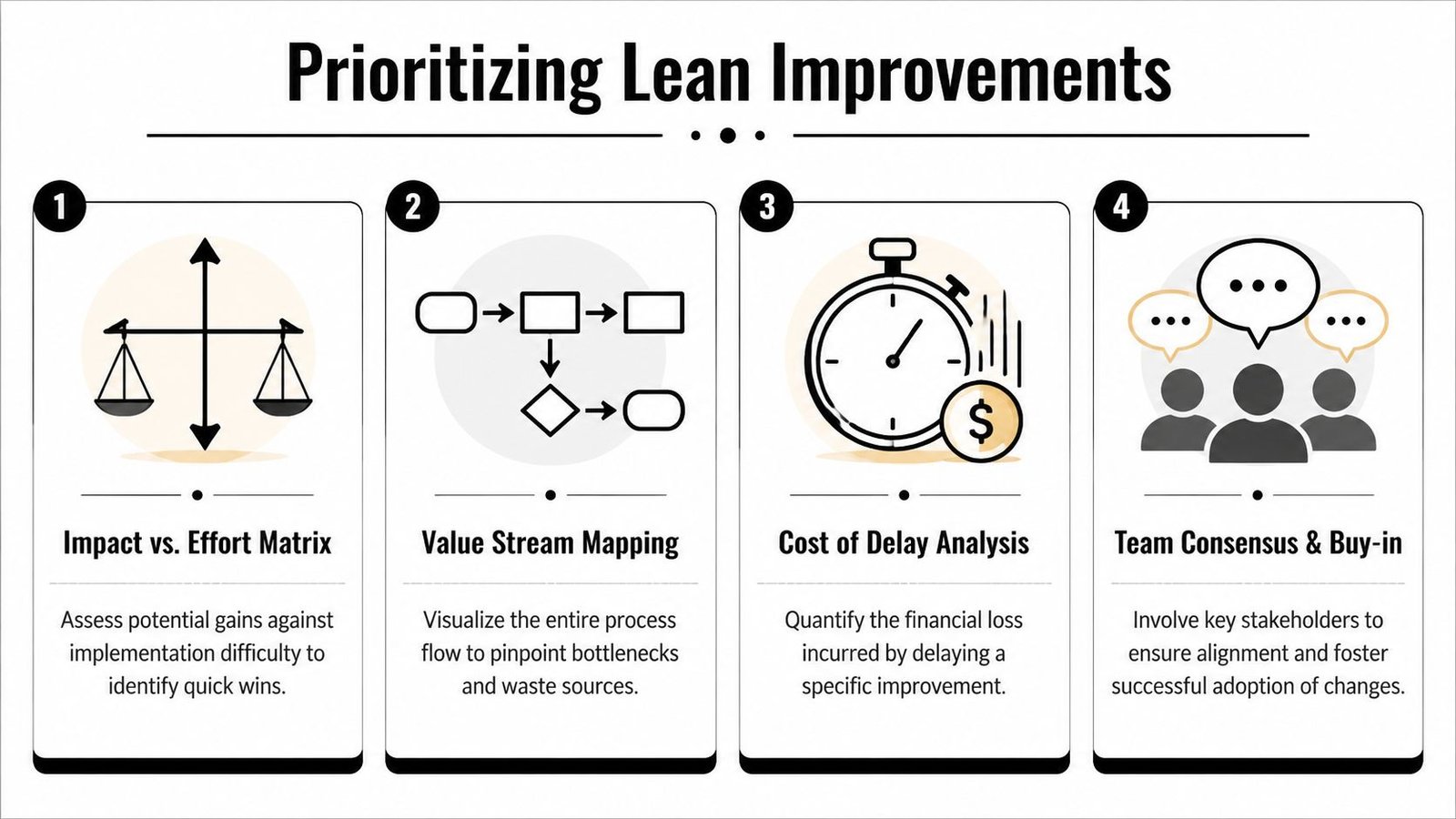
Use impact and effort to break the tie
The most practical way to prioritize lean improvement opportunities is an impact versus effort matrix. It's straightforward, but it works because it forces teams to compare ideas using the same logic.
Put each opportunity on a simple four-quadrant grid:
- High impact, low effort projects deserve immediate action. A workstation layout change, visual controls for tooling, or standard work cleanup often lands here.
- High impact, high effort projects matter, but they need scoping and ownership. Layout changes across departments or controls integration usually fit this category.
- Low impact, low effort items are fine if they support discipline, but they shouldn't displace bigger problems.
- Low impact, high effort ideas often feel attractive because they sound advanced. Most should wait or be dropped.
Choose the first projects carefully
The first projects should do two jobs at once. They should improve performance, and they should prove that the team can change the process without creating chaos.
Here's a practical comparison:
| Opportunity | Likely impact | Likely effort | Priority logic |
|---|---|---|---|
| Reorganize one assembly cell with point-of-use materials | Moderate to high | Low | Good first move if motion and searching waste are obvious |
| Redesign plant-wide material flow | High | High | Worth doing, but only after current-state flow is understood |
| Standardize setup preparation on one machine family | High | Moderate | Strong early project if schedule loss comes from changeovers |
| Add another inspection step | Low | Low to moderate | Usually a weak choice unless risk containment is urgent |
There's another filter that matters. Ask what happens if you delay the improvement. A cosmetic labeling refresh can wait. A recurring source of defects in a regulated assembly process usually can't.
The best early project isn't the one with the broadest slogan. It's the one that removes visible pain, teaches the team how to improve, and creates a baseline for the next decision.
Teams also need consensus from the people who run, maintain, and support the process. If engineering loves the idea but operators know it won't survive a busy shift, the priority score should drop. Lean improvement doesn't fail because the matrix was wrong. It fails because teams rank ideas without checking whether the floor can absorb the change.
Hands-On Lean Techniques for Immediate Impact
Some lean tools produce visible gains quickly when applied to the right problem. Others get copied into the wrong setting and become paperwork. The difference is usually in how directly the tool addresses a known source of loss.
Use 5S to remove daily friction
5S works best when the workspace is fighting the operator. In manual assembly, that often means too many tools, poor point-of-use storage, mixed part presentation, unclear locations for gauges, and cleaning tasks that nobody owns.
Start with one cell, not the whole plant. Remove what isn't used. Put what remains where the hand naturally reaches during the cycle. Mark locations that matter. Then define who restores the condition and when.
In a GMP-aware assembly environment, 5S has to do more than look neat. It has to support line clearance, identification, and repeatability. If trays, fixtures, labels, and documentation compete for the same space, quality risk goes up quickly.
A practical 5S implementation usually includes:
- Sort what the station needs. Remove duplicate tools, expired reference sheets, and excess containers.
- Set in order for the sequence of work. Place parts, fixtures, scanners, and documentation in task order, not in whatever open space exists.
- Shine to expose abnormalities. Cleaning matters because leaks, wear debris, loose fasteners, and damaged surfaces become visible.
- Standardize the condition. Photos, outlines, and simple checklists keep the setup from drifting.
- Sustain with routine checks. If no leader verifies the condition, the system fades.
Apply SMED where changeovers control the schedule
If your plant runs high mix or short batches, SMED often has a greater impact than another round of general housekeeping. Setup loss tends to spread into larger batches, excess inventory, late schedule changes, and overtime. Reduce setup time, and flow improves in several places at once.
The method is straightforward:
- Observe a real changeover and record every step.
- Separate internal tasks that require the machine to stop from external tasks that can happen while it's still running.
- Move preparation, tooling selection, material staging, and document review outside the stopped window.
- Simplify clamps, fasteners, location methods, and adjustments.
- Create standard work for the new setup sequence.
What doesn't work is calling any faster setup “SMED” without redesigning the tasks. If the operator still searches for tools, cleans unpredictably, hunts for paperwork, and performs trial-and-error adjustments, the setup is only slightly less bad.
Use TPM to stabilize equipment behavior
Total Productive Maintenance becomes valuable when the line is losing output to small stoppages, poor startup behavior, chronic adjustment, or recurring minor faults that nobody owns. TPM isn't just preventive maintenance with a new label. It puts basic equipment care and abnormality detection into daily operations.
A stable TPM routine usually assigns operators a small set of checks they can perform reliably:
- Clean key contact areas where debris changes machine behavior.
- Inspect wear points that signal drift before quality goes out.
- Confirm settings visually so misadjustment is obvious.
- Escalate abnormalities early before breakdown becomes downtime.
That only works if maintenance and production agree on responsibilities. Asking operators to “own the machine” without training, time, or escalation support creates resentment. Asking maintenance to fix everything after failure creates a reactive culture.
Standard work, SMED, and TPM work best together. One reduces variation in the task, one shrinks lost time around the task, and one keeps the equipment capable of repeating the task.
For many plants, these are the fastest manual improvements available. They also reveal a second truth. Once the workspace is organized, the setup is disciplined, and the machine is stable, the remaining losses become much easier to see. That's the point where a fixture, poka-yoke, or semi-automated function may become the right next move.
When to Bridge Lean with Semi-Automation and Fixtures
Lean should make the process simpler. It shouldn't trap the team into believing every problem can be solved with tape, labels, and more discipline. Some losses remain because the task itself is too variable, too awkward, too sensitive, or too dependent on operator judgment. That's when engineering needs to enter the conversation.

Recognize the point of diminishing returns
A lot of lean guidance stops at waste reduction. It doesn't help managers decide when to move from manual methods to controls, smart fixtures, or semi-automation. That gap matters because the core decision isn't whether waste exists. The core decision is whether the next gain should come from behavior change or from engineered capability.
That challenge is stated well in this discussion of when manual improvements should give way to capital investment in controls or semi-automation. The hard part is identifying the payback threshold where process capability or GMP risk makes an engineered solution the better return.
In practice, manual lean starts to hit its limit when you see patterns like these:
- The process depends on perfect technique. Good operators can hit the target, but variation returns with fatigue, turnover, or short training cycles.
- Ergonomics are doing damage. Reaching, force, repetition, or awkward orientation create safety risk and inconsistent output.
- Quality escapes still rely on downstream inspection. If defects are only found later, the process needs prevention, not more checking.
- Traceability requirements are growing. In regulated production, manual records and manual confirmations can become the weak link.
- Changeovers remain complex after SMED work. The next reduction may require mechanical location, guided adjustment, or automatic recipe control.
A smart fixture can solve more than people expect. It can orient a part correctly, limit travel, verify presence, guide assembly, and remove adjustment from the operator's hands. That's often the lowest-risk bridge between lean and automation.
Questions that justify engineering investment
Before approving equipment, ask a short set of practical questions.
| Question | If the answer is yes | Likely direction |
|---|---|---|
| Does output still depend heavily on operator skill after standard work is in place | Manual control is still too variable | Consider fixture design or guided tooling |
| Are defects caused by missed sequence, orientation, or component presence | Prevention is better than inspection | Add poka-yoke sensing or interlocks |
| Is the job physically difficult or repetitive | Ergonomic risk is driving inconsistency | Consider semi-automated handling or actuation |
| Does the process need stronger traceability or validation support | Manual recording may not be enough | Consider controls integration and data capture |
A manual deburring step is a good example. If 5S and standard work remove obvious waste but edge quality still varies with pressure, angle, and fatigue, a dedicated fixture may hold the part more consistently. If the task still exposes the operator to repetitive strain or inconsistent finish, a semi-automated station becomes easier to justify.
The same logic applies in medical device assembly. If a process requires confirmation that the right component is present, oriented correctly, and assembled in the right order, a sensor-based poka-yoke can reduce errors more effectively than adding another final inspection step.
For teams exploring that middle ground, this overview of how semi-automated systems bridge the gap between manual and full automation reflects the right mindset. Don't automate because it sounds advanced. Engineer the step that manual lean can no longer stabilize.
A short example helps frame the trade-off in motion:
The strongest production systems usually aren't fully manual or fully automated. They're selective. They use lean to simplify the work, then apply engineering where repeatability, safety, and process control demand more than human consistency can deliver.
Building a Culture of Continuous Improvement
Lean implementation doesn't hold because the team ran a workshop. It holds because people keep using the new method after the kickoff energy is gone. That requires structure, operator involvement, and leadership behavior that matches the standard being asked of everyone else.
Operator input has to shape the system
Frontline operators see recurring loss in detail. They know which fixture sticks, which material presentation causes mix-ups, which setup step gets skipped under schedule pressure, and which work instruction nobody uses. If that knowledge never enters the improvement system, lean becomes a top-down exercise with weak traction.
The strongest implementation pattern is clear in this peer-reviewed analysis of lean success factors. Success depends on integration of job role and process analysis, end-to-end deployment instead of isolated fixes, operator-based data collection about processes and waste, detailed tracking of changes, and sustained measurement and control. When those how-factors are in place, success in delivering lasting measurable improvements approaches 100%.
That has practical consequences:
- Kaizen events need actual operators in the room. Not as spectators, but as co-designers of the new method.
- Data collection should happen where the work occurs. Notes from operators about stoppages, motion, defects, and workaround behavior are often more useful than summary reports.
- Standard work has to reflect the actual best-known method. If the document lags behind the true process, the process will drift.
A process doesn't become standard because engineering typed it. It becomes standard when operators can follow it, train it, and improve it without fighting reality.
Leadership has to reinforce the new way of working
Leadership support gets talked about too vaguely. In practice, it means supervisors and managers show up at the line, review the same metrics the team reviews, ask why abnormalities occurred, and help remove barriers the team can't remove alone.
A healthy continuous improvement culture usually has a few visible habits:
- Short regular review meetings at the cell or line level
- Visual performance tracking that teams can understand at a glance
- Escalation rules for quality, equipment, and material issues
- Training tied to standard work, not just tribal knowledge
- Recognition for useful problem-solving, especially small improvements that stick
What doesn't work is launching lean as a side project while the daily management system still rewards firefighting. If supervisors only react to missed output and never reinforce standard work, operators will revert to expedient habits. If leaders ask for ideas but never act on them, suggestion fatigue sets in fast.
Continuous improvement becomes part of the culture when the plant treats abnormalities as process information, not as personal failure. That shift matters even more in regulated environments, where hiding a problem is always more dangerous than surfacing it early.
Measuring What Matters with Lean KPIs
If a team can't measure the condition before and after a change, it won't know whether the improvement worked or whether the process just shifted the problem somewhere else. Lean metrics should clarify decisions, not punish people.
Track the few metrics that reveal process health
A good KPI set starts with the process objective. If the line is machine-driven, Overall Equipment Effectiveness, or OEE, is often useful because it combines availability, performance, and quality into one operating view. If the process is assembly-heavy, First-Time Through, or FTT, can be more revealing because it shows whether units pass without rework. Cycle time belongs almost everywhere because flow breaks down when actual cycle time drifts from expectation.
This practical overview of important lean manufacturing metrics is useful because it keeps the focus on operational indicators that connect directly to improvement work. OEE, FTT, defect rates, labor cost per unit, and the Cost of Poor Quality all help teams show whether lean changes are creating real value.

A practical KPI set usually looks like this:
- OEE for constrained equipment where downtime, speed loss, and defects all matter
- FTT yield where rework is consuming labor and delaying release
- Cycle time for any process where flow and labor balance matter
- Defect rate or scrap trend where quality losses are visible
- Labor cost per unit where staffing intensity is under review
If you're focused on throughput, setup, and workstation performance, this discussion of how to reduce cycle time in manufacturing processes aligns well with the metrics teams should review before making process changes.
Use KPI reviews to drive action
The mistake many plants make is posting metrics no one uses. A KPI board that only records the result after the shift is weak. A useful KPI review asks what changed in the process and what response is now required.
Use a simple cadence:
| KPI | Baseline question | Improvement question |
|---|---|---|
| OEE | Where is equipment losing time or speed | Which loss category improved after the change |
| FTT | Where do units fail first pass | Did the new method prevent rework or just move inspection |
| Cycle time | Which step breaks takt or creates queueing | Did the change reduce actual elapsed time at the bottleneck |
Measure before you improve. Then measure at the same point in the process after the change. Otherwise the comparison won't hold.
The best KPI systems are boring in a good way. They are visible, consistent, and tied to actions that operators, supervisors, quality, and engineering all understand.
Frequently Asked Questions About Lean Implementation
Can lean work in high-mix regulated production
Yes, but not every lean tool fits every environment. A key challenge in medical devices and other regulated settings is that standardization can conflict with flexibility, traceability, and validation needs. As noted in this discussion of lean tools in high-mix regulated manufacturing, the important question isn't whether lean works. It's which tools are reliable enough to improve throughput without increasing validation burden or creating fragile automation.
In practice, value stream analysis, workplace organization, point-of-use material presentation, visual controls, and controlled changeover improvement usually translate well. Tools that assume stable repetitive flow need more caution. The process has to stay auditable and adaptable.
Should we improve manually first before automating
Usually yes, but not always for long. Manual improvement helps expose the underlying problem. It shows whether the loss comes from layout, motion, unclear work sequence, poor material presentation, or unstable equipment. That learning is valuable.
But if the remaining issue is process capability, ergonomic risk, repeatability, or error prevention, don't keep forcing a manual solution. That's where fixtures, sensors, guided tooling, or semi-automation become the logical next step.
How do we avoid over-standardizing a flexible process
Standardize the parts that must be repeatable. Leave room where the process requires judgment. In regulated assembly, that often means the sequence, verification points, material identification, and critical settings should be fixed. The exact pacing or minor noncritical handling choices may not need the same rigidity.
A good standard work document doesn't freeze everything. It protects the steps that affect safety, quality, traceability, and flow.
What usually causes lean efforts to stall
A few patterns show up repeatedly:
- Projects start without a baseline, so no one can prove what improved.
- Teams chase too many opportunities at once, so nothing gets finished.
- Leaders delegate lean but don't reinforce it daily, so old habits return.
- The process needs engineering, but the plant keeps applying organization tools, so gains flatten out.
- Operators are told to follow changes they didn't help shape, which weakens adoption.
Lean manufacturing process improvement works when the plant stays honest about the problem in front of it. Some problems need discipline. Some need redesign. Some need capital. The strongest teams know the difference.
If your production line has already captured the obvious lean wins and you're deciding whether the next improvement should be a fixture, a smarter workstation, or a semi-automated system, System Engineering & Automation can help evaluate the trade-offs. SEA designs practical manufacturing solutions for real factory conditions, including GMP-aware environments, with support ranging from custom tooling and fixtures to semi-automatic and fully integrated systems that improve quality, throughput, and operator efficiency.