A lot of plant managers arrive at the 5-axis cnc mill decision from the same place. They’re not shopping for technology because it looks advanced. They’re dealing with parts that keep getting harder to machine, customers who expect tighter tolerances, and production teams that lose hours every week to extra setups, inspection loops, and avoidable handling.
That’s usually the moment when a 3-axis process starts to feel stretched. You can still get parts out the door, but the work takes too much fixturing, too much operator attention, and too much risk. The question isn’t whether 5-axis machining is impressive. It’s whether it fits your mix, your staffing, your quality requirements, and your budget better than improving what you already have.
Table of Contents
- Is a 5-Axis CNC Mill the Right Next Step for Your Shop
- Understanding 5-Axis Kinematics and Configurations
- How 5-Axis Machining Compares to 3-Axis and 4-Axis
- The Business Case for 5-Axis Precision and Efficiency
- Integrating a 5-Axis Mill into Your Workflow
- A Checklist for Choosing the Right Machine and Partner
- How SEA Helps Manufacturers Maximize 5-Axis ROI
Is a 5-Axis CNC Mill the Right Next Step for Your Shop
If your shop is quoting more contoured parts, angled features, deep cavities, or multi-face components, a 5-axis cnc mill starts to move from “nice to have” to “worth evaluating.” The trigger isn’t just geometry. It’s the combination of geometry, tolerance, lead time, and the amount of labor tied up in making the process stable.
The broader market is moving in that direction. The global 5-axis CNC machine tool market was valued at $9.4 billion in 2025 and is projected to reach $18.7 billion by 2034, with a 7.9% CAGR, according to DataIntelo’s 5-axis CNC machine tool market report. That matters because your competitors are facing the same pressure you are. Some are already responding with better machining capability, better process control, or both.
A 5-axis mill can be the right next step when you keep seeing the same pain points:
- Setup count is driving cost: Operators are re-clamping complex parts multiple times, and each handoff introduces time and risk.
- Inspection keeps catching stack-up issues: A part may be within print on one side, then drift after the next setup.
- You’re turning away work: Parts with compound angles, undercuts, or difficult access either go out for outsourcing or get priced too conservatively to win.
- Quality depends too much on specific people: If your best machinist is the process, your process isn’t stable enough.
Practical rule: Don’t buy a 5-axis cnc mill to solve a utilization problem. Buy it to solve a capability and process problem that keeps showing up in quoting, production, and quality.
There’s also a second possibility that deserves equal attention. Some shops don’t need a 5-axis machine first. They need better workholding, smarter tooling access, and semi-automated fixturing around existing equipment. If your current bottleneck is repeatable loading, orientation, or operator motion, that can be a better first investment.
The strongest decision process starts with part families, not machine brochures. Look at the parts that create the most rework, the most setups, the longest queue times, and the most quotation friction. That’s where the answer usually shows up.
Understanding 5-Axis Kinematics and Configurations
A 5-axis cnc mill still cuts with the same core three linear motions. X moves side to side, Y moves front to back, and Z moves up and down. The difference is that the machine adds two rotary motions, so the tool and workpiece can meet at angles that a standard vertical mill can’t reach efficiently.
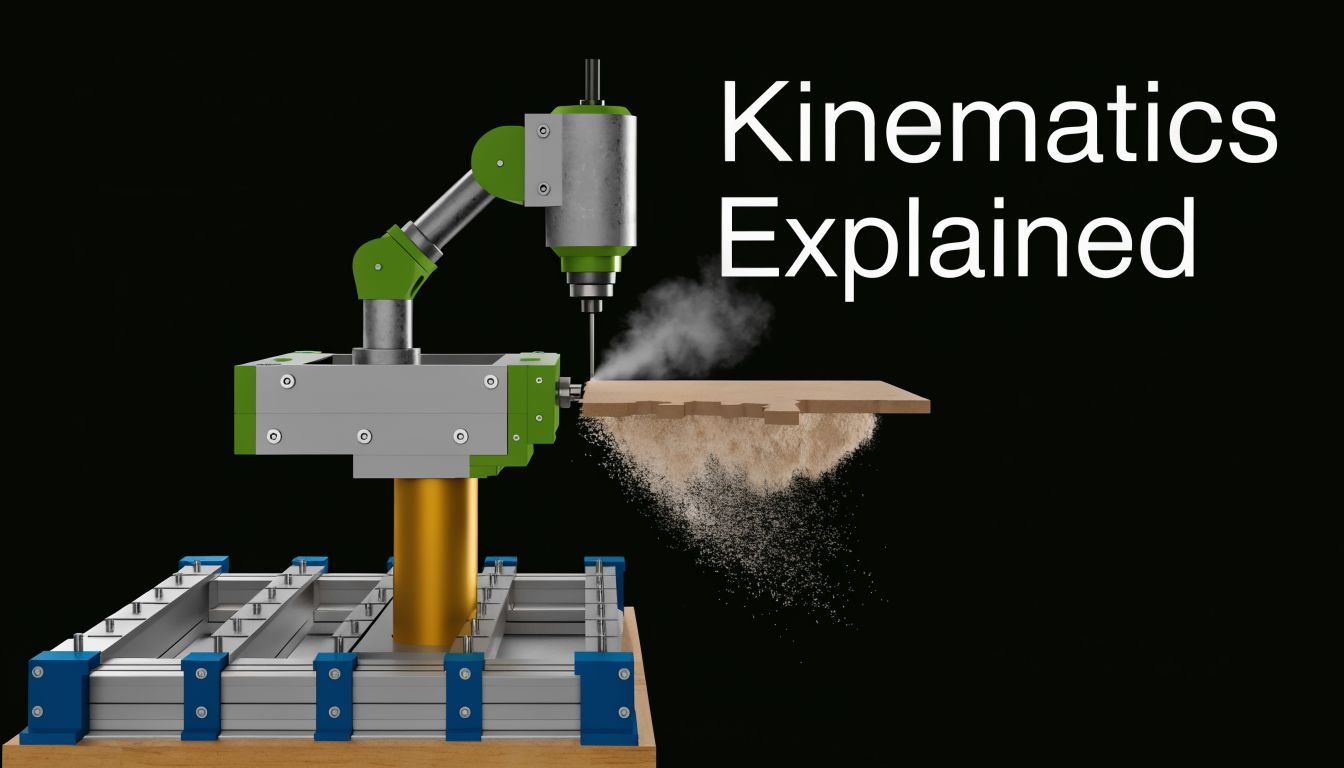
What the extra two axes actually do
The easiest way to think about it is hand position versus wrist angle. A 3-axis machine can move the hand to the right location. A 5-axis machine can also angle the wrist so the cutter approaches the feature in a better orientation.
That matters for three practical reasons:
- Tool access improves. The cutter can reach angled walls, deep pockets, and complex surfaces without awkward repositioning.
- Tool length can often stay shorter. That helps stiffness and surface finish.
- The part can stay clamped once. That reduces the opportunities for accumulated setup error.
According to Datron’s explanation of 5-axis machine motion, 5-axis systems use either trunnion-style (A and C axes) or swivel-rotate-style (B and C axes) setups. The A-axis typically rotates from ±120° to +30° while the C-axis provides full 360° rotation, which lets the tool approach a workpiece from virtually any angle in a single clamping.
Trunnion and swivel-rotate setups in practical terms
A trunnion machine rotates the table and the part. That design usually gives very direct access to multiple faces. For smaller to medium parts with demanding geometry, it can be a strong fit because the machine can present the workpiece to the spindle efficiently.
A swivel-rotate configuration changes the angle at the head, or combines head and table motion depending on the machine design. In practice, that can help when part size, access strategy, or workholding constraints make a table-driven approach less convenient.
Here’s the shop-floor version of the difference:
| Configuration | What moves | Best fit in practice | Main watch-out |
|---|---|---|---|
| Trunnion | Workpiece rotates on the table | Dense, complex parts that benefit from broad face access | Part orientation and fixture design affect usable envelope |
| Swivel-rotate | Head or combined axes reorient tool approach | Parts where spindle approach flexibility matters most | Programming and collision checking become more critical |
The machine’s axis layout should match your parts, not your assumptions. A machine that looks more flexible on paper can still be the wrong fit if your fixtures, toolpaths, and loading method fight the kinematics every day.
Managers sometimes underestimate how much configuration affects fixturing. On a 5-axis machine, the fixture cannot just hold the part securely. It also has to stay out of the way through all planned tilt and rotation positions. A workholding approach that performs well on a vertical 3-axis machine may block the very access you’re paying the 5-axis machine to provide.
That’s why early layout reviews matter. Before you compare brands, compare your actual part family against the machine’s reachable orientations, likely tooling lengths, and fixture clearance.
How 5-Axis Machining Compares to 3-Axis and 4-Axis
A lot of buying mistakes happen because shops compare axis count instead of comparing process outcome. More axes don’t automatically mean a better result. The right question is simpler: which machine architecture produces your target parts with the least setup risk, least operator intervention, and most stable quality?
Where 3-axis still makes sense
A 3-axis machine remains the right tool for many jobs. If you’re producing straightforward prismatic parts, flat surfaces, simple pockets, and easily accessed holes, 3-axis machining is often the most economical route. It’s also easier to staff, easier to program, and often easier to keep loaded productively.
For many shops, the better first move is to tighten up existing 3-axis processes before jumping to 5-axis. That can mean standardizing workholding, reducing manual touchpoints, or improving programming discipline. If your current process variation comes from loading inconsistency, weak fixtures, or poor setup repeatability, a more advanced machine won’t fix the root cause.
For readers comparing baseline milling approaches, this overview of a three-axis milling machine is useful because it reflects where conventional setups still fit well.
What changes when you add the fourth and fifth axis
A 4-axis machine often solves the next layer of difficulty. It helps when the part needs rotation to reach multiple faces more efficiently, especially for indexed operations. That can cut down on manual repositioning without introducing the full complexity of simultaneous 5-axis toolpaths.
A 5-axis cnc mill changes the process in a more significant way. It improves access, reduces setup dependency, and handles freeform or compound-angle features more naturally. It also changes who and what the process depends on. Programming, simulation, fixture clearance, tool gauge length, and collision avoidance all become more important.
The performance difference is most visible on precision and setup count. According to Fictiv’s 5-axis machining overview, 5-axis CNC mills can achieve tolerances of ±0.01–0.02 mm, compared with ±0.05 mm for conventional 3-axis milling, which is about 2.5 to 5 times tighter. That advantage comes from avoiding the cumulative positioning error that builds across multiple setups.
Here’s a practical comparison:
| Capability | 3-Axis Machine | 4-Axis Machine | 5-Axis Machine |
|---|---|---|---|
| Best part type | Simple prismatic parts | Multi-face parts with indexed rotation | Complex, contoured, compound-angle parts |
| Setup approach | Often multiple setups for complex parts | Fewer setups than 3-axis | Frequently consolidated into minimal setups |
| Tool access | Limited to accessible faces | Better side access | Broad access to difficult geometry |
| Programming demand | Lower | Moderate | Highest |
| Workholding demand | Conventional fixtures often sufficient | More planning required | Clearance and orientation become critical |
| Best business use | Stable, repeatable, lower-complexity production | Intermediate complexity without full 5-axis investment | Tight tolerance, high-mix complexity, premium work |
The table helps, but the decision usually becomes obvious when you watch the part move through the shop. On 3-axis, the operator breaks down a complex part into a sequence of setups. Every reset requires locating, clamping, proving out, and inspecting. On 4-axis, some of that goes away. On 5-axis, a much larger share of the part can often be completed without physically moving it between operations.
If your current router sheet has more fixture instructions than machining instructions, that’s usually a sign the process is carrying too much manual setup burden.
What doesn’t work is forcing every complex part onto 5-axis just because the machine is available. Shops lose money that way too. Some parts still run better on simpler equipment, especially when geometry is straightforward and cycle stability matters more than axis flexibility. The best shops route work based on process fit, not machine prestige.
The Business Case for 5-Axis Precision and Efficiency
The business case for a 5-axis cnc mill isn’t based on one big win. It’s built from several smaller gains that stack up across quoting, setup, cutting, inspection, and delivery. If those gains show up consistently in your part mix, the investment starts to make operational sense.
Where the return actually comes from
One of the clearest benefits is setup reduction. According to PTSMAKE’s guide to 5-axis CNC machining, 5-axis processing can reduce production time by 30-40% and geometric errors by 65-80%. For complex parts, it typically requires 1-2 setups rather than the 4-6 setups often needed on 3-axis machines.
That setup compression changes the economics in ways managers can feel quickly:
- Labor shifts from non-cut time to productive time: Less indicating, less re-clamping, less manual verification between operations.
- Queue time drops: Parts spend less time waiting for the next machine or the next operator handoff.
- Inspection effort becomes more focused: Fewer setup transitions usually mean fewer chances for positional drift that has to be chased downstream.
- Scheduling gets easier: A process with fewer handoffs is easier to keep on plan.
A second source of return is capability. Some parts are hard to quote competitively on 3-axis because the risk is high. The machining time may be manageable, but the setup burden, likelihood of rework, and uncertainty around final geometry push cost up fast. A 5-axis process can make those jobs more practical to run in-house.
Why quality gains matter as much as speed
For medical, aerospace, and other tight-tolerance environments, quality improvement can matter more than cycle time. Every extra setup creates another chance to introduce dimensional shift, witness marks, surface mismatch, or alignment-related defects. The more times a part gets touched, the more chances the process has to drift.
This is where 5-axis earns its keep beyond speed alone. Better tool approach angles, shorter tool projection, and reduced workpiece handling all support a more stable process. In regulated environments, the ability to complete more of the part in a controlled sequence also simplifies process discipline.
A faster machine isn’t the real prize. A more repeatable process is.
There’s a caution here. Shops sometimes overstate the return because they focus only on spindle time. The stronger business case includes all the hidden work around the cut:
| Cost driver | Typical effect with stronger setup consolidation |
|---|---|
| Manual handling | Reduced |
| Fixture changes | Reduced |
| Rework exposure | Reduced |
| In-process variation between operations | Reduced |
| Dependence on highly specific operator technique | Often reduced, if programming and fixturing are solid |
That last point matters. A 5-axis cnc mill can reduce operator-dependent variation, but only if the process around it is engineered well. Poor CAM strategy, weak workholding, or rushed prove-outs can erase a lot of the theoretical advantage.
Integrating a 5-Axis Mill into Your Workflow
Buying the machine is the easy part. Integrating it into daily production is where most of the success or disappointment shows up.

The machine is only one part of the system
A 5-axis cnc mill changes the demands on your programming, fixturing, tooling, inspection planning, and operator training. Shops that treat it like a simple replacement for a vertical machining center usually struggle early. The machine may be capable, but the surrounding process isn’t ready for it.
Fixturing is usually the first reality check. On 5-axis work, the fixture must hold securely while preserving access around the part through planned rotations and tilt angles. That often means lower-profile clamping, different datum strategy, and more deliberate thinking about clearance. Good tooling and fixtures become a central part of the machining strategy, not an afterthought.
Other integration points deserve equal attention:
- CAM capability: Your programmers need reliable simulation, collision checking, and post-processing that fits the chosen control.
- Tool library discipline: Gauge lengths, holders, and tool assembly consistency matter more when access is changing throughout the cycle.
- Inspection planning: If the process is designed around one-clamp machining, inspection strategy should support that logic rather than forcing unnecessary handling.
- Material flow: If the machine becomes the new bottleneck because upstream prep and downstream quality aren’t aligned, the investment underperforms.
The first production problem after a 5-axis install is rarely “the machine can’t cut the part.” It’s usually “the rest of the process wasn’t designed to support the machine.”
What usually causes rough implementation
The most common mistake is underestimating programming complexity. Simultaneous motion, tool orientation, holder clearance, and machine limits create a different level of CAM responsibility. A good 3-axis programmer can absolutely grow into 5-axis work, but shops need to budget time for that transition.
The second mistake is using old fixture habits on a new process. Tall vises, blocked faces, poor datum access, and clamping that works only in one orientation can turn an advanced machine into an awkward 3-axis machine with expensive rotary hardware.
This video gives useful visual context for what integrated 5-axis motion looks like in practice:
A smoother rollout usually includes a phased approach. Start with a narrow group of parts that already justify the machine. Standardize a repeatable fixture concept. Lock down tooling assemblies. Prove out the programming workflow before trying to move every difficult job onto the machine.
For some mid-market manufacturers, the smartest path isn’t a full leap on day one. A semi-automated approach with improved workholding, integrated controls, and better loading discipline around existing machines can create a more stable foundation. Then the 5-axis machine becomes an expansion of a disciplined process, not a rescue attempt.
A Checklist for Choosing the Right Machine and Partner
A 5-axis cnc mill should be evaluated like a production system, not a showroom asset. The machine itself matters, but so do the parts you plan to run, the people who will support it, and the process changes required to make it earn back its cost.
Questions to answer before requesting quotes
Start with the part family. If you can’t name the jobs that justify the machine, the buying process is already off track.
Use this checklist:
- Part geometry fit: Are your target parts limited today by access, setup count, or angular features?
- Work envelope reality: Will your fixtures, tool lengths, and part orientation still fit once tilt and rotation are considered?
- Controller and software fit: Can your team support the CAM, post, and control environment without creating a programming bottleneck?
- Fixture strategy: Do you have a realistic plan for low-profile, access-friendly workholding?
- Operator readiness: Who will own prove-out, training, and process stability after installation?
- Inspection alignment: Can quality verify the process efficiently without undoing the single-clamp advantage?
- Automation path: If you expect longer-term gains from integration, review how an automated systems integrator streamlines operations before locking in a stand-alone machine choice.
A machine can look right on paper and still be wrong for your environment. For example, if your team is already stretched thin on programming support, a highly capable machine with a steep workflow curve may underperform a simpler, better-supported configuration.
How to think about ROI without guessing
The hardest part of the decision is usually ROI. That’s also where the market gives buyers the least concrete guidance. As noted in TI Rapid’s discussion of 5-axis milling, existing content often highlights capability but rarely quantifies the ROI threshold for mid-market manufacturers, including when the 2-4x capital expense premium over a 3-axis machine becomes justified.
That gap is real. There isn’t a universal break-even point because shops vary too much in part complexity, labor structure, quality burden, and available programming depth. But there is a solid way to evaluate the decision:
- Identify the parts that create the most setup burden today.
- Estimate the labor tied to handling, indicating, and re-fixturing those jobs.
- Track how often quality issues trace back to setup transitions.
- Separate parts that need 5-axis from parts that only need better fixtures or indexing.
- Include non-machine costs such as programming, training, fixturing, and integration support.
Don’t let the ROI model turn into fantasy. If the return depends on running every possible job on the new machine, the assumption is probably too aggressive.
Some shops discover that the 5-axis purchase is fully justified because it enables a class of work they can’t reliably pursue now. Others find that upgrading workholding, reducing setup waste, and applying semi-automation first will produce a stronger short-term return. Both outcomes are valid. Good capital decisions come from that level of honesty.
How SEA Helps Manufacturers Maximize 5-Axis ROI
The best 5-axis projects don’t start with a machine model. They start with a production problem. A manufacturer has a part family that’s too dependent on manual setups, too difficult to fixture consistently, or too risky to scale under current methods. The solution usually involves more than buying hardware.
That’s where an engineering-first approach changes the outcome. The machine has to fit the process, and the process has to fit the plant. In practice, that means reviewing part orientation, fixture clearance, operator interaction, loading sequence, controls, and inspection flow before the machine becomes another isolated asset on the floor.
A typical example is a medical or precision manufacturer trying to reduce setup variation on a multi-face component. The challenge often isn’t just machining access. It’s maintaining repeatability while limiting handling and supporting a cleaner, more disciplined workflow. In those cases, the right answer may combine a 5-axis platform with custom workholding, semi-automated loading logic, and process-focused controls rather than pushing immediately to full automation.
Good integration protects the return on the machine. Poor integration turns advanced equipment into an expensive workaround.
That’s the practical value of working with a team that understands machinery, fixtures, controls, and real production constraints together. A 5-axis cnc mill can absolutely optimize production, but only when the supporting system is engineered to make that performance repeatable.
If you're evaluating whether a 5-axis cnc mill is the right investment, System Engineering & Automation can help you assess the actual production case behind it. SEA designs cost-effective manufacturing solutions that connect machinery, custom tooling, fixtures, controls, and the right level of automation to your actual throughput and quality goals. If you want a practical review of where 5-axis fits, where semi-automation may be the better first move, and how to structure the investment for stronger ROI, their team is a smart place to start.









