You’ve probably done it already. You typed machinery manufacturers near me into search, opened a dozen tabs, and got a messy mix of local machine shops, giant industrial brands, contract manufacturers, and companies that seem to make everything for everyone.
That search result page feels useful, but it usually sends plant managers in the wrong direction. The core decision isn’t who can build something. It’s who can solve the production problem that’s slowing your line, tying up labor, creating quality risk, or forcing operators to work around a process that should’ve been fixed years ago.
For small to mid-sized manufacturers, the best answer often isn’t the biggest automation package. It’s the right level of automation. That usually means a partner who can improve throughput, safety, and consistency with semi-automated systems, custom tooling, fixtures, and integrated controls that fit the plant you already have.
Table of Contents
- Beyond a Simple Search for Machinery Manufacturers Near Me
- Identifying the Right Type of Manufacturing Partner
- Building an Evaluation Framework That Works
- What to Look for During a Site Visit
- Calculating Total Cost of Ownership and ROI
- From Contract to Commissioning Your Solution
Beyond a Simple Search for Machinery Manufacturers Near Me
Most buyers start with geography. That makes sense. If a line is underperforming, local access matters. You want quick communication, service support, and a team that can show up when installation details shift or startup problems appear.
But proximity alone won’t fix the wrong scope.
One of the biggest gaps in machinery manufacturers near me search results is the lack of guidance on semi-automated systems. Data tied to this search behavior shows that 15-20% of U.S. mid-sized manufacturers seek semi-automated upgrades for safety and throughput, yet only 30% find local providers offering custom tooling and scalable lines, according to industry observations summarized in this market gap review.
Define the production problem first
If you don’t define the job correctly, every quote you receive will be distorted. A vendor can only price what you ask for. If your request is “we need a machine,” expect a machine quote. If your request is “we need to reduce operator handling, improve repeatability, and fit within our current line footprint,” you’ll get far more useful responses.
Start with the constraint that matters most:
- Labor pressure: Is the line too dependent on operator availability, skill variation, or repetitive manual handling?
- Quality exposure: Are you seeing inconsistency tied to setup, fixturing, inspection, or transfer steps?
- Safety concern: Is a workstation exposing operators to avoidable ergonomic or motion hazards?
- Capacity bottleneck: Is one manual step holding back an otherwise capable process?
- Compliance requirement: Does the application need tighter process control, documentation, or GMP-aware execution?
Practical rule: Don’t search for a machine category first. Search for a partner that can diagnose the process, then recommend the right level of automation.
Why bigger isn’t automatically better
Large integrators can be excellent when you need a broad, standardized platform across multiple lines or sites. They can also be the wrong fit when your need is narrower, more surgical, and more budget-sensitive.
Many plants don’t need a full lights-out automation strategy. They need better part presentation, a smarter fixture, an indexed semi-automatic station, cleaner controls integration, or a skid-based solution that can be expanded later. That’s where the best ROI often lives.
A good partner won’t force a full-automation answer onto a problem that can be solved more effectively with a staged upgrade. They’ll look at the line as it really operates, including operator motion, handoff points, rework loops, maintenance access, and future flexibility.
That’s the shift that makes the search worthwhile. You’re not buying machinery. You’re buying a production improvement.
Identifying the Right Type of Manufacturing Partner
Search results flatten very different businesses into one list. That’s why buyers lose time. A local CNC shop, a national OEM, and a specialist automation builder can all appear under the same query, even though they solve completely different problems.
In a state like California, that confusion gets bigger fast. The state hosts around 22,000 manufacturers, from major names to highly specialized firms, which is exactly why buyers need to separate large-scale suppliers from partners capable of customized semi-automatic lines and integrated controls, as noted in this overview of California’s manufacturing base.
Why search results are so misleading
A company that machines excellent parts may not be able to design controls, manage validation expectations, or commission an integrated workstation. A major OEM may have impressive standard platforms, but that doesn’t mean they’re interested in adapting one for a mid-sized plant with legacy equipment and a very specific process bottleneck.
The most useful filter is this question: Are they selling equipment, or are they solving a workflow problem?
Here’s the distinction that matters on real projects.
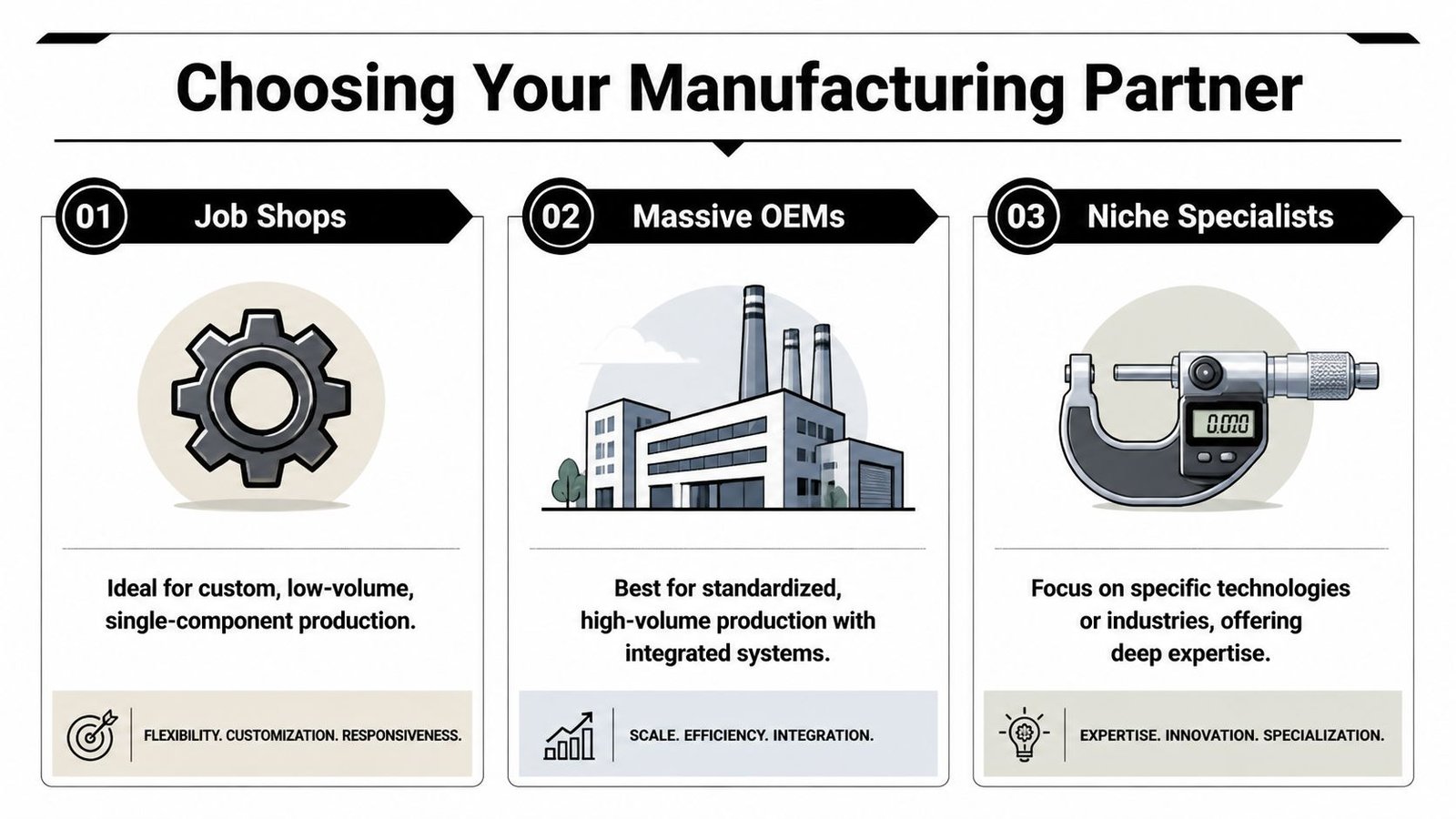
| Partner type | Where they fit | Where they struggle |
|---|---|---|
| Job shops | Custom parts, machined components, prototype pieces, small fabrication runs | System architecture, controls integration, commissioning, end-to-end production optimization |
| Massive OEMs | High-volume standardized platforms, broad installed bases, well-defined use cases | Flexibility, budget alignment for smaller projects, adapting around unusual plant constraints |
| Niche specialists | Semi-automated workstations, custom tooling, fixtures, process-specific builds, industry-focused solutions | May have narrower scope if you need a very broad corporate rollout |
A practical comparison of partner types
Job shops matter. Many plants rely on them for fast-turn components and repair support. But if your need involves operator interaction, safety logic, sensors, PLC integration, guarding, or a sequence that must work inside a larger line, a parts supplier isn’t enough.
Massive OEMs bring scale and polish. They often shine when your process matches their platform. If it doesn’t, you may end up paying for capability you won’t use, plus adaptation work that should’ve been designed around your process from the start.
That leaves the category many buyers should evaluate more seriously: the solution-focused specialist.
These firms usually work best when the plant needs:
- A phased upgrade: one station now, broader expansion later
- Legacy line integration: new equipment must coexist with older assets
- Custom fixtures or smart tooling: the issue isn’t a whole line. It’s one unstable step inside the line
- GMP-aware execution: the build must support process control, documentation, and cleaner handoffs
- Budget discipline: the answer must pay back without forcing unnecessary complexity
If you’re evaluating providers in that category, it helps to review how some automation machine manufacturers approach custom system design and plant-specific integration.
The best partner usually isn’t the one with the biggest catalog. It’s the one that can explain why a smaller, more focused system will outperform a larger one in your plant.
That difference shows up in the first conversation. Strong partners ask about flow, constraints, operator touchpoints, maintenance realities, and expansion paths. Weak ones jump straight to hardware.
Building an Evaluation Framework That Works
Once you’ve narrowed the field, stop asking broad questions like “What can you build?” That invites polished but vague answers. Ask questions that force engineering judgment.
The U.S. machinery manufacturing industry includes over 12,233 companies, which makes disciplined vetting essential. The strongest partners evaluate the full production environment, including workflow, operator interaction, and safety, rather than forcing one technology onto every project, as described in this review of the U.S. machinery manufacturing landscape.

What your RFP should force them to answer
A useful RFP doesn’t just request price. It forces the supplier to show how they think. If two proposals look similar on paper, the one with the better assumptions usually wins in the field.
Ask them to respond to these categories:
Current-state understanding
Require a written summary of your existing process. If they can’t describe the bottleneck clearly, they probably don’t understand it.Recommended level of automation
Make them explain why the solution should be manual-assist, semi-automatic, or fully automated. Overbuilt proposals often start to unravel during this discussion.Operator interaction
Ask who loads, who unloads, who verifies, and what happens when the cycle is interrupted.Controls and integration
Require details on PLC, HMI, sensors, alarms, interlocks, and how the system will interface with upstream and downstream equipment.Service model
Ask what support looks like after startup. Training, troubleshooting response, spare parts philosophy, and warranty terms all belong here.
A helpful benchmark is whether they can discuss enclosure layout, control philosophy, and documentation quality with the same confidence they use when talking about mechanics. Buyers evaluating control-heavy projects often benefit from this practical guide on how to choose the best control panel maker for your production.
Questions that expose weak vendors fast
Use direct questions. They shorten the sales cycle and reveal competence quickly.
“What would you automate first, and what would you leave manual?”
A serious partner won’t automate every motion just because they can.“What assumptions are you making about our operators and shift conditions?”
This reveals whether they’ve designed for actual plant behavior or an idealized process.“How will you handle changeovers, jams, and maintenance access?”
Good engineering shows up in downtime recovery, not just normal cycle operation.“What information do you need before fixing scope?”
If the answer is “none,” be careful. They’re probably pricing a guess.
Field advice: If a supplier talks confidently about price before they’ve asked detailed process questions, they’re selling around your problem, not into it.
A strong evaluation framework also looks at behavior. Do they challenge your assumptions constructively? Do they point out risk areas you didn’t mention? Do they ask for part samples, cycle expectations, operator counts, and floor constraints?
The right manufacturer won’t rush this step. They know bad assumptions become expensive steel.
What to Look for During a Site Visit
A site visit tells you what brochures won’t. You’re not just inspecting machines. You’re inspecting discipline.

In high-tech manufacturing, top operators achieve defect rates below 0.1% in Class 1,000 cleanrooms, hold tolerances such as ±0.0005 inches for electro-mechanical assemblies, and follow testing protocols tied to ISO 13485 expectations, based on this look at precision cleanroom assembly and inspection practices. Even if your application doesn’t require that level of control, the principle still applies. Process discipline leaves visible fingerprints.
Watch the floor before you watch the sales presentation
When you walk the facility, pay attention to what the team treats as normal.
Look for:
- Shop organization: Materials, tools, WIP, and completed assemblies should move through the building in a controlled way
- Equipment condition: Their own machines don’t need to look new, but they should be maintained and obviously in use
- Workholding and inspection habits: Precision shops reveal themselves by how they fixture, measure, and protect parts
- Documentation visibility: Travelers, drawings, revision control, quality checkpoints, and calibration practices should be easy to see
- Technician engagement: The people building and wiring systems should understand the work, not just execute instructions
A clean floor doesn’t guarantee a good project. A chaotic floor often predicts one.
If a supplier says they build precise systems but can’t show organized measurement, revision control, and test discipline in their own plant, believe the floor, not the pitch.
Ask for proof of process discipline
Don’t settle for a general tour. Ask them to walk you through one completed system or subassembly and explain how it moved from design through fabrication, assembly, testing, and handoff.
Use questions like these:
- How do you confirm tolerances before assembly begins?
- Where do design changes get documented and approved?
- How do you separate debug issues from workmanship issues?
- What does FAT look like for a system like ours?
- How do you handle customer witness testing?
At this point in the visit, it helps to see how a manufacturer talks about factory acceptance in practice.
Ask to meet the people who will actually touch your build
Sales engineers matter, but they won’t be the only people shaping your project. Ask to speak with the mechanical lead, controls lead, and someone involved in assembly or testing.
Listen for practical thinking. Strong teams discuss cable routing, guarding access, sensor placement, cleaning considerations, parts presentation, and startup realities. Weak teams stay high level because they haven’t worked through the details yet.
You’re not looking for polished language. You’re looking for evidence that the build team knows how to make a system behave reliably on a plant floor, not just in CAD.
Calculating Total Cost of Ownership and ROI
A low quote can be expensive equipment wearing a cheap price tag. That happens when the proposal leaves out integration effort, startup support, training burden, maintainability, or the operational drag of a design that looked good in review but doesn’t fit the plant.
For many mid-sized manufacturers, semi-automated systems are the better financial answer. According to this overview of custom equipment design for sanitary processing, semi-automated skids with integrated PLC controls can cut labor dependency by 40% and reduce OSHA incident rates by 35%. The same source notes that manufacturers can achieve a 2.5x faster ROI by working with an experienced GMP provider and avoiding the 25% overspend that often comes with oversized fully automated lines.

The cheapest quote usually hides the real cost
Initial purchase price is only one line in the model. A plant manager should also account for what the system demands after delivery.
That includes:
- Installation burden: rigging, utilities, floor preparation, guarding modifications, validation effort
- Training demand: how much tribal knowledge the system requires before operators can run it correctly
- Maintenance load: access to wear items, spare parts strategy, troubleshooting clarity, control panel serviceability
- Downtime exposure: how the system behaves when sensors fail, parts vary, or operators make recoverable mistakes
- Expansion flexibility: whether the design can scale without forcing a complete replacement
A proposal can look inexpensive because the supplier pushed risk back onto your team. If your maintenance crew has to decode undocumented logic or fabricate missing brackets during startup, the “savings” disappear fast.
What belongs in your ROI model
Build the business case around operational effect, not just machine cost.
A simple ROI discussion should include:
| ROI factor | What to measure |
|---|---|
| Labor effect | Operator time reduced or reassigned from repetitive manual steps |
| Quality effect | Fewer defects tied to setup variation, handling, or inconsistent positioning |
| Safety effect | Reduced exposure to repetitive motion, pinch points, or awkward manual transfers |
| Throughput effect | Better flow through the bottleneck step without overbuilding the whole line |
| Support effect | Warranty strength, startup support, and responsiveness after handoff |
Decision lens: If semi-automation solves the constraint with less complexity, faster deployment, and cleaner payback, full automation is often the worse investment.
The most reliable ROI models also include a reality check. Ask what happens if volume stays flat for longer than expected. Ask what happens if product mix changes. Ask what can be reused if the line evolves. The partner who answers those questions well is usually protecting your investment, not just trying to win the PO.
From Contract to Commissioning Your Solution
The last stage is where good projects stay good, or go sideways. By this point, the technical direction should already be clear. What matters now is whether the contract matches what was discussed.
This is especially important in regulated or quality-sensitive production. In medical manufacturing, 40% of plant managers report delays from mismatched local suppliers who lack the 30+ years of experience or one-year guarantees needed for compliant, high-ROI semi-automated systems, according to this review of GMP-aware automation gaps in local supplier searches.
Red flags in the final negotiation
Vague language is the first problem. If the scope says “as needed,” “to be determined,” or “standard testing,” push for specifics. A production system should have defined responsibilities, defined acceptance criteria, and a defined support plan.
Watch closely for these issues:
- Undefined scope boundaries: who owns controls integration, utility connection, guarding interfaces, and startup support
- Weak acceptance language: no clear FAT, no documented pass criteria, no agreed handling of punch-list items
- Soft warranty terms: a warranty exists, but response expectations and exclusions are fuzzy
- Training gaps: no commitment on operator training, maintenance training, or documentation package
- Revision ambiguity: no process for handling engineering changes once fabrication begins
What a reliable rollout actually looks like
Good partners make commissioning feel structured, not improvised. You should see scheduled design reviews, updated drawings, build checkpoints, pre-shipment testing, installation planning, and a startup sequence that names who does what.
For buyers who want a stronger understanding of acceptance planning, this breakdown of factory acceptance tests and how they reduce startup risk is worth reviewing before contract signature.
A reliable rollout usually includes these elements in writing:
- Design signoff points before fabrication locks in expensive decisions
- Documented FAT criteria tied to the actual process and expected behavior
- Installation plan that accounts for floor conditions, utilities, and production disruption
- Operator and maintenance training before the handoff is considered complete
- Post-commissioning support so startup issues don’t become your team’s permanent burden
The handoff you want isn’t “machine delivered.” It’s “system running, team trained, acceptance completed, support path clear.”
That’s the standard worth holding. A machine on the dock has no ROI. A commissioned system that fits your process does.
System Engineering & Automation helps manufacturers improve quality, throughput, safety, and process reliability with practical automation that fits real plant constraints. If you’re evaluating machinery manufacturers near me and want a partner that can design, build, install, and support semi-automated systems, custom tooling, fixtures, and integrated controls, explore System Engineering & Automation.