If you're machining titanium right now, you probably know the sound before you see the scrap. The cut starts clean, then the spindle loads up, chips stop behaving, heat piles into the tool, and the job that looked profitable on the quote sheet turns into a fight for consistency. Titanium does that to good shops. It exposes weak fixtures, mediocre coolant delivery, and parameter choices that worked fine in stainless.
That’s why the machining of titanium has to be managed as a business system, not just a programming problem. Tool wear, cycle time, operator intervention, secondary deburring, validation risk, and machine uptime all show up on the same balance sheet. A process that makes acceptable parts but burns through cutters or requires constant babysitting isn't a strong process.
Table of Contents
- Beyond the Spark Profitable Machining of Titanium
- Not All Titanium is the Same Grades and Machinability
- Core Challenges in Titanium Machining
- Selecting Tooling and Coolant for Maximum Uptime
- From Speeds and Feeds to Stable Processes
- Identifying and Solving Common Machining Failures
- The ROI of Semi-Automation in Titanium Machining
Beyond the Spark Profitable Machining of Titanium
Titanium has a reputation for a reason. It’s a premium material with premium failure modes. When a tool starts throwing sparks and the cut sounds rough, the problem isn't just that the insert is dying. The problem is that the job is losing margin by the minute through downtime, rework risk, and unstable output.

That’s why titanium deserves a different mindset than commodity materials. In aerospace alone, the global aerospace titanium machining market was valued at USD 6,663.62 million in 2024 and is projected to grow to USD 14,266.43 million by 2033, at a CAGR of 8.8%. Shops that can machine titanium reliably aren't serving a niche. They're building capability in a growing segment where precision, repeatability, and process control matter.
Profit comes from control
Titanium rewards discipline. It punishes shortcuts. A plant manager usually sees the same pattern when titanium work struggles:
- Tool costs climb first because heat and edge breakdown show up before anyone changes the process.
- Throughput drops next as operators slow feeds, add checks, or pause to clear chips.
- Quality risk follows when chatter, built-up edge, or recutting starts affecting surface finish and dimensional control.
A profitable titanium process does the opposite. It keeps load predictable, gets heat out of the cut, and limits variation from one part to the next.
Practical rule: If a titanium job depends on operator feel to stay in control, the process still needs work.
The shops that win don't chase speed alone
The best results in machining of titanium usually come from balancing three things at once: the right material strategy, the right cutting process, and the right level of automation around the machine. Shops often focus on spindle speed because that’s easy to discuss. The better question is whether the entire process can hold a stable cut for a full production run.
That changes the buying decision too. Instead of asking only which end mill or insert to order, ask which combination of tooling, coolant delivery, fixturing, and part handling gives the lowest total cost per good part. That’s where titanium stops being a headache and starts becoming a competitive advantage.
Not All Titanium is the Same Grades and Machinability
A lot of titanium discussions go wrong because people talk about the material as if every grade behaves the same. It doesn’t. The difference between commercially pure titanium and a high-strength alloy can completely change cycle time, tool life, and whether a job belongs on an existing machine or a heavier-duty setup.
Why grade selection changes the job economics
The most common shop-floor mistake is treating titanium as one category in the ERP system and then trying to fix performance problems downstream with tooling alone. Material choice often decides the economics before the first chip is made.
Grade 2 commercially pure titanium is a good example. According to Makino’s titanium machining guidance, Grade 2 can be machined at surface speeds up to 145 m/min, delivering a 2.9-fold increase in processing rates compared with Ti-6Al-4V, because Grade 2 has about one-third the strength and 2.5 times higher thermal conductivity. In practical terms, that means some parts that look difficult on paper become very manageable if the application allows Grade 2 instead of Grade 5.
That doesn’t mean Grade 2 is always the right answer. Ti-6Al-4V remains common because many parts need its higher strength. But from a production standpoint, the question isn't "What titanium are we cutting?" It’s "What properties does the part need, and what will those properties cost us to machine?"
If engineering can approve a more machinable grade, production often gets a second win: a faster process and a wider process window.
Common Titanium Grades Compared
| Grade | Alloy Type | Common Applications | Machinability Index (vs. Steel) | Key Challenge |
|---|---|---|---|---|
| Grade 2 | Commercially pure titanium | Chemical processing parts, marine components, medical components | Lower than steel | Heat still concentrates at the edge, even though the grade is more workable |
| Ti-6Al-4V Grade 5 | Alpha-beta alloy | Aerospace parts, implants, high-strength precision components | Lower than steel | High strength and poor heat flow make the cut unforgiving |
For plant managers, the table matters because quoting mistakes often start here. A job in Grade 2 may support more aggressive production planning. A job in Grade 5 usually needs more conservative assumptions around tool consumption, setup rigidity, and intervention risk.
The other useful way to think about grades is this: titanium behaves less like a “hard metal” problem and more like a “heat management” problem. Some grades allow you to move heat out of the cut more effectively than others. When the grade traps heat and resists shear, every weakness in the process gets amplified.
That’s why solid process planning starts with the print, the approved material, and the production target. If the part family is likely to grow, it also makes sense to design fixtures and machine strategy around the hardest grade you expect to run, not the easiest one you happened to prototype first.
Core Challenges in Titanium Machining
Most failed titanium jobs can be traced back to a short list of interacting problems. The material isn't just hard to cut. It concentrates heat, reacts with the tool, and creates instability when the setup isn’t rigid enough. Once those factors combine, small mistakes turn into broken edges, bad finish, and lost time.
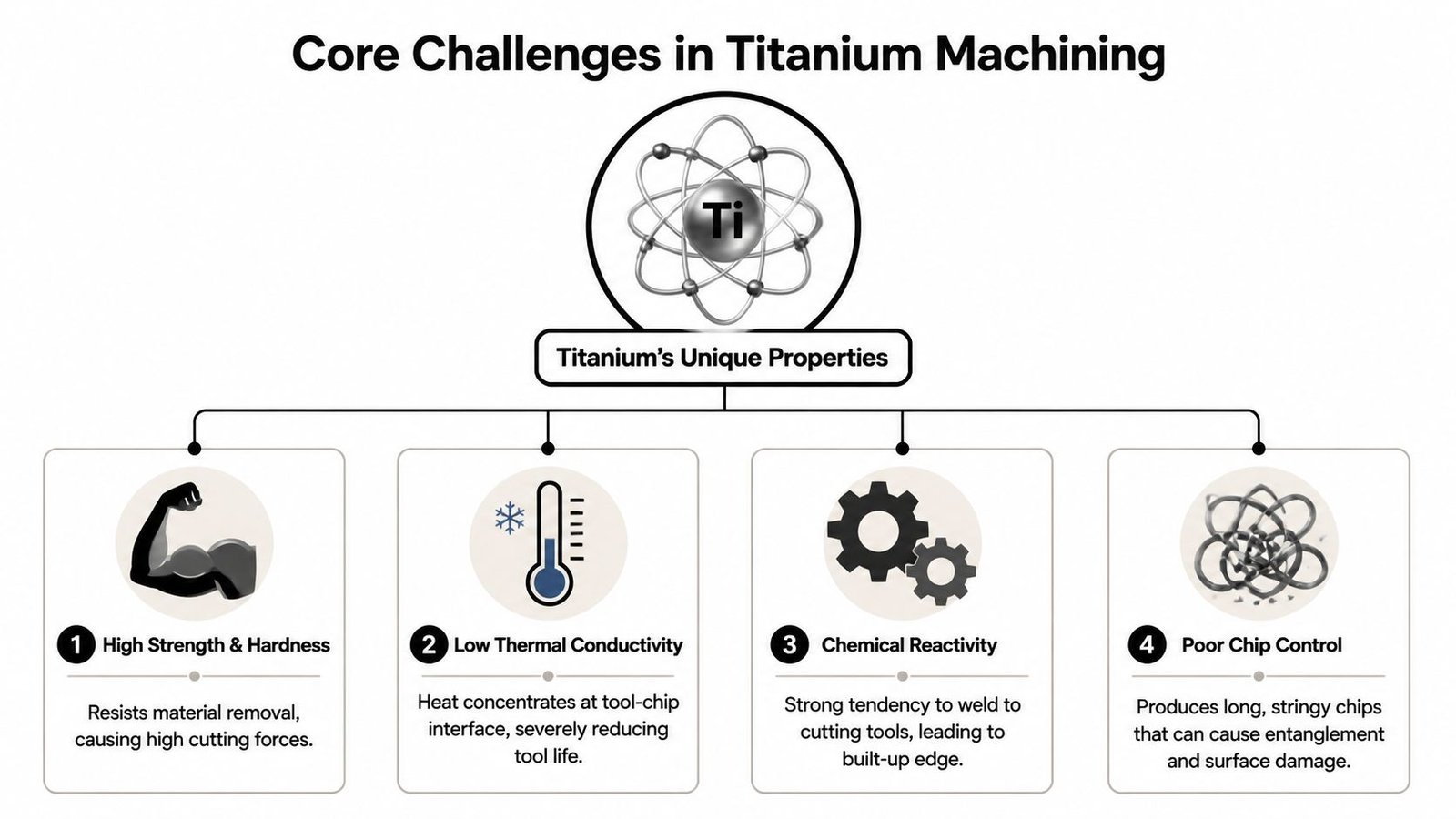
Heat stays where you don't want it
With many materials, some of the heat leaves through the chip and the workpiece fast enough to keep the cut manageable. Titanium doesn’t cooperate. It holds heat at the tool-workpiece interface, so the tool tip absorbs punishment quickly.
That’s one reason operators describe titanium as “running hot” even when the programmed parameters don’t look extreme. The edge sees the heat first, coating failure follows, and then the geometry that was working at the beginning of the run is no longer cutting the same way.
A simple analogy helps. Aluminum is like opening a door and letting heat leave the room. Titanium is like closing the door and turning the heater back toward the tool.
The cut can damage tomorrow's cut
Titanium also work hardens. Once the surface gets overheated or rubbed instead of sheared cleanly, the next pass may be cutting a tougher skin than the previous one. That creates a nasty loop. A dulling tool causes more rubbing, more rubbing hardens the surface, and the hardened surface damages the tool even faster.
Chemical reactivity adds another problem. Titanium likes to weld itself to the tool's edge. When that built-up edge forms and breaks away, surface finish gets inconsistent and the tool can chip unexpectedly.
In titanium, a bad cut doesn't always fail immediately. Sometimes it sets up the next failure one pass later.
Here’s how those issues usually show up together on the floor:
- Localized heat concentration drives edge wear and weakens the consistency of the cut.
- Work hardening punishes any hesitation, rubbing, or light chip load.
- Chemical affinity with the tool encourages galling and built-up edge.
- Poor chip behavior increases recutting and surface damage when evacuation isn't controlled.
For a plant manager, the takeaway is simple. Titanium failures are rarely isolated. If chips are packing, coolant isn't hitting the edge, and the fixture lets the part move, you won't solve the problem with a different speed alone. You need a process that controls heat, force, and chip evacuation at the same time.
Selecting Tooling and Coolant for Maximum Uptime
A titanium job starts losing money long before the tool breaks. It happens when insert life swings from one batch to the next, operators start chasing offsets, and an hour of planned spindle time turns into repeated stoppages for edge checks and chip cleanup. The shops that make titanium pay treat tooling and coolant as one production system, because that is what determines uptime.

Tool geometry has to reduce stress not add it
Titanium rewards a tool that cuts freely and punishes one that rubs. Edge prep, rake, core strength, flute spacing, and holder quality all affect whether the tool shears cleanly or starts generating heat that shortens life.
Positive-cutting carbide tools are usually the safer starting point for milling and drilling titanium, but there is a trade-off. A sharper edge lowers cutting force and helps protect the surface. The same sharp edge can chip early if runout, entry conditions, or workholding are poor. That is why profitable titanium machining does not start with catalog geometry alone. It starts with a tool package the machine and setup are configured to support.
A practical selection checklist looks like this:
- Use sharp, positive-cutting carbide tools where the setup is stable enough to protect the edge.
- Choose coatings suited to sustained heat at the edge such as TiAlN, especially when dry contact time is unavoidable.
- Keep tool assemblies short and rigid to limit runout and deflection that show up quickly in titanium.
- Match flute count and chip space to the operation instead of carrying over a steel strategy by default.
- Standardize holders and presetting practices if tool life varies more by shift than by part number.
Shops that need tighter repeatability from custom setups often get more value from fixing workholding and assembly consistency than from trying a fourth end mill. This overview of tooling and fixtures that improve efficiency and precision in manufacturing is useful when the actual uptime problem is part movement, stack-up error, or inconsistent stickout.
Coolant delivery determines whether the edge survives long enough to earn its keep
In titanium, coolant has two jobs. It has to reach the cut, and it has to move chips out before they get recut. If it only floods the general area, the process still runs hot where the edge meets the material.
That distinction matters on the balance sheet. Poor coolant access usually shows up as unpredictable tool life, more frequent inspections, and finish variation that forces extra passes or scrap review. Through-spindle delivery and well-aimed nozzles cost more up front, but they often pay back by reducing unplanned stops and making tool replacement intervals consistent enough to schedule.
This short video shows the kind of process thinking titanium demands.
The coolant plan should answer a few direct questions:
- Does coolant hit the actual cutting interface under load? If not, adjust nozzle position, pressure, or tool choice.
- Are chips leaving the cut cleanly? If not, flute count, pressure, and path strategy need review.
- Does the tool enter smoothly enough to avoid early edge damage? Entry shock can erase any benefit from premium tooling.
- Can the process run the same way across operators and shifts? If not, uptime will stay unstable even with better tools.
Plant managers should judge tooling and coolant decisions by repeatability, not by unit price. A cheaper cutter that lasts inconsistently is usually more expensive than a premium tool in a controlled holder with coolant aimed correctly. The same logic applies to coolant hardware. If better delivery gets longer predictable runs, fewer manual interventions, and less rework, it improves throughput and gives semi-automation a process stable enough to scale.
From Speeds and Feeds to Stable Processes
A titanium job can look profitable at setup and still lose money by the end of the week. The program hits cycle time on the first article, then tool life drifts, one operator backs off the feed to stop chatter, another adds an extra finish pass, and the quoted margin disappears in small, repeatable losses. Stable titanium machining starts by preventing that drift.
The shops that do this well do not treat speeds and feeds as isolated numbers. They set engagement, entry, and machine stiffness first, then tune cutting data inside a process window the machine can hold across shifts. That approach protects tool life, keeps cycle time predictable, and gives you a process that can be scheduled instead of babysat.
Start with engagement, then tune the numbers
In titanium, radial engagement is one of the main controls for heat and edge load. If engagement changes suddenly, chip thickness changes with it. That is where stable cuts turn into chipped corners, finish variation, and unexpected tool changes.
A practical process plan usually follows a simple progression. Roughing holds enough engagement to keep the tool cutting cleanly without trapping heat. Semi-finishing reduces load so walls stay where they should. Finishing lightens engagement again to control deflection and hold surface condition.
That sequence matters for ROI. A process with slightly lower headline metal removal can still outperform an aggressive recipe if it finishes parts with fewer stoppages, fewer offsets, and more predictable insert life.
For shops comparing path strategies, this overview of high-speed machining approaches for production environments is useful when deciding whether a dynamic path matches the spindle, fixture, and part mix already on the floor.
Stability comes from the whole system
The same program can run well on one machine and fail on another because titanium exposes every weak point in the loop. Spindle growth, holder runout, long gauge length, poor support under the workpiece, and abrupt entry moves all show up quickly in the cut.
A process worth scaling usually has these traits:
- Short tool projection
- Rigid workholding with support close to the cut
- Lead-ins and entries that reduce impact loading
- Toolpaths that hold engagement steady through corners and leftover stock
- Offsets and wear rules that operators can follow the same way every shift
I use a simple test in production reviews. If the process only works when your best operator is standing at the machine, it is not ready for scale.
That is where many shops lose money. The common reaction to vibration is to reduce feed until the cut sounds acceptable. In titanium, that often pushes the edge into rubbing instead of cutting. The machine sounds calmer, but heat rises, wear accelerates, and dimensions start to move. You save the tool for a few minutes and give the margin back through scrap risk, extra inspection, and unstable cycle time.
Plant managers should judge titanium parameters by repeatability first and peak output second. A stable process makes tool replacement intervals predictable, supports realistic scheduling, and creates the consistency needed for semi-automation. Once the cut behaves the same way across operators and shifts, optimization starts paying back instead of creating more trial and error.
Identifying and Solving Common Machining Failures
Titanium problems rarely appear as mysteries. They usually show up as patterns. If you know how to read the symptom, you can usually find the process mistake without losing another shift to trial and error.
When the edge chips early
If a tool chips long before expected life, the first suspects are impact loading, unstable engagement, and a machine that doesn’t have the torque to support the chosen strategy. Consequently, a lot of shops get misled by generic advice about high-speed machining.
Contrary to common assumptions, high-speed machining of titanium often underperforms on low-torque machines, while a high-torque strategy in the 300 to 1500 Nm range at low RPM of 3000 or less can deliver double the tool life by keeping forces stable. That’s a valuable reality check for mid-sized shops. High RPM alone doesn’t make titanium productive.
If you see early edge failure, try this:
- Check whether the machine matches the strategy. A low-torque spindle may need a different approach than the CAM default.
- Reduce shock at entry by using smoother lead-ins rather than aggressive plunges.
- Look for engagement spikes in corners, stepdowns, and leftover stock conditions.
- Inspect fixture stiffness before blaming the cutter.
When finish falls apart and chips take over
Poor surface finish often has two root causes in titanium: the edge has already degraded, or chips are being recut. Chip nests, long stringers, and smeared surfaces usually mean evacuation isn't keeping up with the process.
Use a quick symptom map on the floor:
| Symptom | Likely cause | First correction |
|---|---|---|
| Premature chipping | Unstable entry, torque mismatch, chatter | Smooth the toolpath and confirm spindle capability |
| Poor finish on walls | Deflection, worn edge, too much engagement in finishing | Reduce engagement and shorten the assembly |
| Chips wrapping or recutting | Weak evacuation, coolant not reaching the cut | Improve coolant targeting and chip clearing |
| Squealing or intermittent chatter | Fixture movement or variable chip load | Increase rigidity and stabilize engagement |
One contrarian point is worth holding onto. A slower-looking process can produce more good parts if it stays stable for the full run. Plant managers sometimes chase headline spindle values and end up with frequent stoppages, erratic life, and more inspection holds. In titanium, controlled force usually beats aggressive appearance.
The ROI of Semi-Automation in Titanium Machining
A titanium job proves out on Monday, then slips by Thursday. The program is unchanged, the tools are nominally the same, but part loading varies, clamp force drifts, chips collect where they should not, and cycle time stretches because operators keep stopping to check the cut. That is the point where semi-automation starts paying for itself. The gain is not only fewer touches. It is a tighter process window, better use of spindle time, and fewer surprises at inspection.
Where semi-automation pays back
Titanium exposes every weak link in the cell. Small changes in part position, clamping consistency, coolant aim, or operator timing show up as chatter, edge breakdown, rework, or unpredictable tool life. Shops that already did the tooling and CAM work usually find their next margin improvement in process control around the machine, not in another round of parameter changes.
That is why practical semi-automation often starts with basic controls that remove variation from the manual steps:
- Repeatable loading and clamping keep the cut inside the process window established during prove-out.
- Poka-yoke part presentation and presence checks prevent bad starts that consume tools and create scrap.
- Standardized handoff between stations reduces operator-to-operator drift across shifts.
- Traceability built into the cell supports validation and documentation in regulated production.
- Incremental automation lets a mixed-volume shop improve throughput without committing to a full unattended system.
As noted earlier, titanium is less forgiving when vibration and heat start to build. That matters for ROI. Many plants do not need new machine tools first. They need the current machines to run the same way on the fiftieth part as they did on the first. Semi-automation helps get there by controlling the variables around the cut that usually cause downtime.
What a scalable upgrade looks like
The best semi-automated titanium cells are usually built around repeatability, not complexity. A rigid fixture that locates the part the same way every cycle often returns more than an advanced robot added to a weak setup. Sensor checks, interlocks, guided loading, and consistent coolant delivery cut the avoidable interruptions that drag down OEE and tie up skilled labor in babysitting work.
A useful reference is this guide to semi-automated systems that fit budget and production goals. It matches what works on the floor. Start with the manual step that creates the most variation, stabilize it, measure the result, then add automation where it protects uptime or labor efficiency.
The best automation investment in titanium removes variation before it adds sophistication.
For plant managers, the business case is straightforward. If a semi-automated loading station, fixture package, or verification step cuts interrupted cycles, holds clamping consistency, and reduces inspection exceptions, the margin improves across the whole job. Training gets easier. Validation gets easier. Capacity planning gets easier because quoted cycle time starts matching actual output.
If you're evaluating how to make titanium machining more repeatable without overbuilding the solution, System Engineering & Automation helps manufacturers improve throughput, fixture stability, process control, and labor efficiency with practical engineering and cost-effective automation. Whether you need smarter tooling, a semi-automated workstation, or a scalable production cell, SEA can help you build a solution that fits your budget and production goals.