If you're running production right now, you probably don't need a lecture on why the floor feels harder to manage than it should. One station falls behind and the next one starves. An experienced operator keeps quality stable on one shift, then variation shows up on another. A simple product change turns into a setup headache. Labor gets pulled to repetitive work that adds little value but still has to be done correctly every time.
That's where an automation machine system starts to matter. Not as a flashy capital project, and not as a robot dropped into the middle of a bad process. It matters as a practical way to remove bottlenecks, tighten repeatability, improve operator support, and build a process that performs the same way on Monday morning and Friday night.
Most manufacturers don't need an all-or-nothing answer. They need the right level of automation for the work in front of them. In many plants, that means a semi-automatic system, smart tooling, vision support, or better controls rather than a fully automatic line. The plants that get the strongest return usually aren't the ones chasing maximum complexity. They're the ones solving the right production problem with a system sized to the job.
Table of Contents
- Why Smart Manufacturers Invest in Automation
- Defining the Modern Automation Machine System
- Inside the System Core Automation Components
- Finding Your Fit Manual Semi-Automatic and Fully Automatic Systems
- Choosing the Right System for Your Production Goals
- Your Implementation Roadmap from Concept to Commissioning
- The Next Step in Your Automation Journey
Why Smart Manufacturers Invest in Automation
A plant manager usually calls about automation after the symptoms are already obvious. Output is inconsistent. Quality depends too much on who's running the station. Maintenance is getting asked to hold together equipment that was never designed for current demand. Engineering knows the process can run better, but the line still depends on manual workarounds.
The mistake is thinking the only fix is a large fully automated line. That's rarely the first answer worth pursuing.
A better approach is to ask where production loses control. Sometimes it's part presentation. Sometimes it's operator fatigue on a repetitive step. Sometimes the process itself is stable, but loading, checking, indexing, or data handling is still manual. In those cases, an automation machine system can solve the constraint without forcing the plant into unnecessary complexity.
What managers are usually trying to fix
- Bottlenecks at one operation: One station dictates the pace for everything upstream and downstream.
- Quality tied to manual judgment: A process works, but repeatability changes by shift, operator, or batch.
- Labor assigned to low-value repetition: Skilled people spend time loading, aligning, pressing, checking, or transferring parts.
- Changeovers that disrupt production: Product variation creates downtime because the equipment is too rigid or too manual.
Practical rule: Automate the constraint first. Don't automate the whole line just because one station is painful.
Smart manufacturers invest when they can define the production problem in plain terms. They know what needs to improve. Better consistency. Safer handling. Fewer manual touches. Smoother flow. More reliable uptime. Those are operational goals, not technology goals.
That distinction matters. A robot, a vision system, a rotary dial table, a servo press, or a simple fixture can all be the right answer depending on the task. The return comes from matching the solution to the problem.
| Production issue | Often works well | Often fails |
|---|---|---|
| Repetitive loading or transfer | Semi-automatic indexing, pick-and-place, guided fixtures | Jumping straight to a full line redesign |
| Variable operator quality | Error-proof tooling, controlled sequences, in-process checks | Adding labor and hoping training alone fixes it |
| Frequent part variation | Flexible fixtures, recipe-driven controls, vision assistance | Hard tooling that locks you into one version |
| Safety exposure | Guarded motion, interlocks, controlled energy removal | Manual handling in high-risk areas |
The strongest automation projects usually start small and precise. They solve one painful problem well, then give the plant a foundation to expand.
Defining the Modern Automation Machine System
A modern automation machine system is a production asset that controls a process, not just a piece of motion hardware. It monitors conditions, makes sequence decisions, drives actions, and gives the operator a defined way to run, adjust, and recover the machine.
That distinction matters on the plant floor. A motor, cylinder, conveyor, or press can mechanize one step. An automation system coordinates those devices so the process repeats the same way from cycle to cycle, shift to shift, and operator to operator.
From mechanized equipment to controlled production systems
Manufacturing has used powered equipment for a long time. The bigger shift came when builders started connecting individual motions into a governed sequence with programmed logic, feedback, and interlocks. As noted earlier, automation developed from isolated mechanized tools into coordinated production systems.
That change is still the practical definition that matters. The question is not whether a machine has a robot or servo on it. The question is whether it can manage the process in a controlled, repeatable, and understandable way.
For many manufacturers, that does not require a lights-out line. A semi-automatic workstation with the right controls, sensors, and operator prompts is often a better automation machine system than a fully automatic line that is expensive to maintain and difficult to change over.
What makes the system self-governing
Self-governing does not mean fully unattended. It means the machine handles the sequence correctly unless a person is needed for loading, replenishment, inspection, or changeover.
A practical system does a few things well:
- Controls the sequence: Each step happens only after the required condition is met.
- Uses feedback: Sensors, switches, encoders, and inspection devices confirm what occurred.
- Guides the operator: The interface shows machine state, required actions, faults, and recovery steps.
- Responds safely: Faults, open guards, bad parts, or missing inputs trigger the correct stop or safe state.
That is the difference between motion and control. If a station cycles fast but operators still guess at fault recovery, bypass checks, or manually compensate for inconsistency, the machine is not fully doing its job.
A well-designed system also fits the production reality around it. It should match product mix, staffing, maintenance capability, and changeover frequency. Plants often get better results from a focused automation and control system design that solves one operation cleanly than from forcing full automation into a process that still needs human judgment or flexible handling.
The best systems are disciplined. Operators can see the current state, maintenance can trace a fault, and supervisors can trust the output. That is what makes the machine useful in production, not just impressive during a demo.
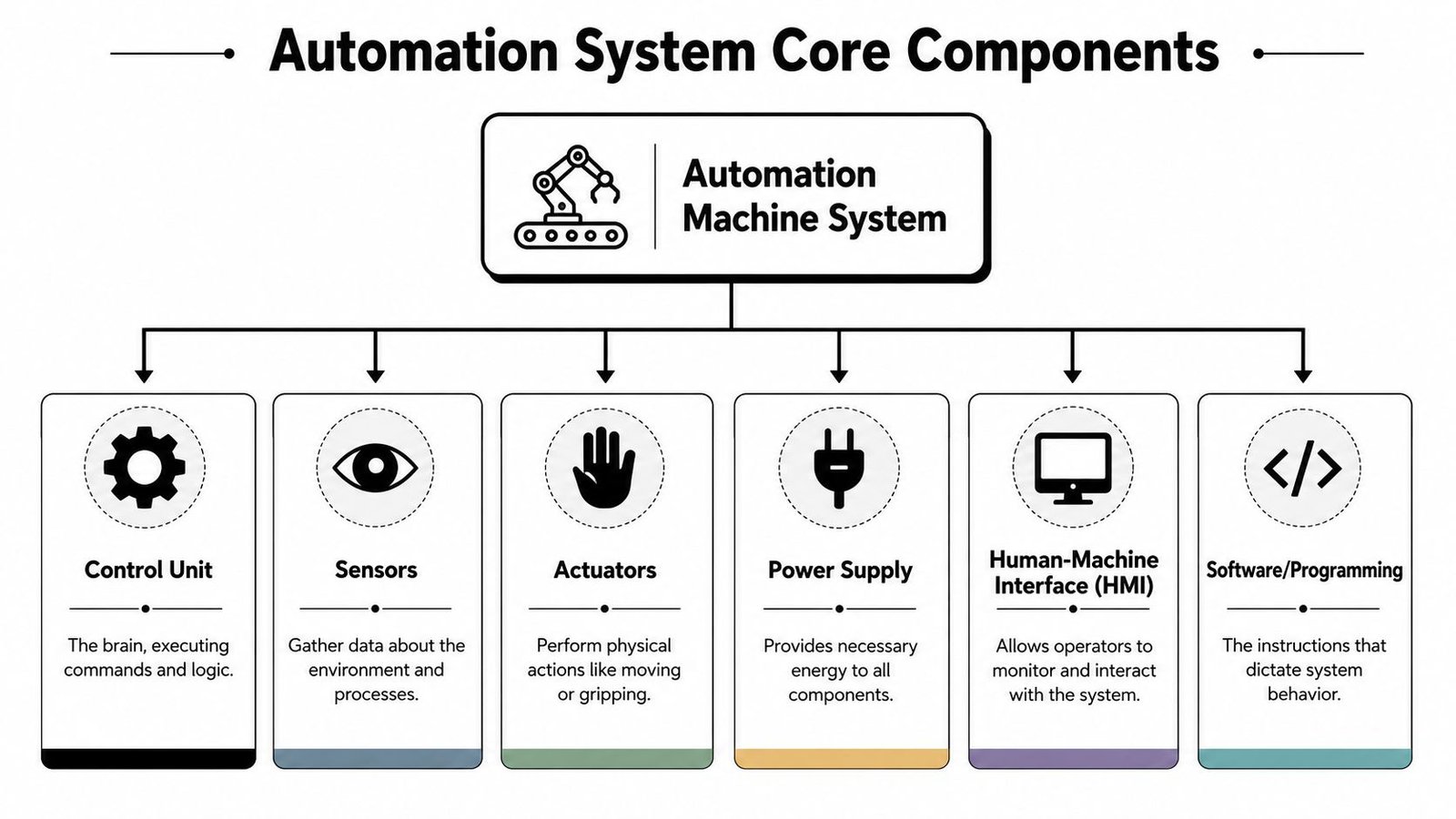
Inside the System Core Automation Components
The machine on the floor may look like a frame, a conveyor, a few guards, and an HMI screen. Underneath that, a lot more has to work together. A machine automation system is a coordinated stack of power distribution, motor control and drives, safety, PLCs, I/O, communications, and HMI, and each subsystem has to work together in real time, as explained in ISA's machine automation basics.
If you want a broader look at integrated automation and control systems, this is the stack you should expect any serious builder to design around.
What sits inside the machine
The PLC is the logic engine. It controls sequence, timing, permissives, alarms, and machine states. If the machine needs to decide whether a part is present, a guard is closed, a servo is in position, and a press can cycle, the PLC handles that logic.
The HMI is how operators and technicians interact with the machine. Good HMIs don't just look clean. They show mode, fault detail, manual functions, counters, and setup parameters in a way that supports fast recovery.
Then there's I/O. Inputs tell the controller what's happening. Outputs command devices to act. Sensors, valves, relays, indicators, solenoids, and interlocks all depend on this layer being designed cleanly and documented well.
The motion side includes motors, drives, actuators, and motor control hardware, components through which the machine creates force and movement. It can be simple pneumatic motion, coordinated servo axes, or a combination of both.
A few components deserve more respect than they often get:
- Power distribution: Clean, protected power isn't glamorous, but poor power design creates unstable machines.
- Communications: Devices need reliable exchange of status and commands. Weak network design creates intermittent faults that waste hours.
- Safety circuitry: The machine must reach a safe state when needed, not just stop moving in normal production.
Why weak subsystems cause strong machines to fail
A common purchasing mistake is focusing on the obvious hardware and missing the supporting architecture. Buyers ask about robot brand, cycle speed, or frame design, but not enough about panel layout, diagnostics, spare access, safety reset logic, or field wiring strategy.
The machine usually doesn't fail where the brochure says it's strong. It fails where the design team treated one subsystem as an afterthought.
ISA notes that safety systems must remove motion-causing energy on demand, including electrical and fluid power. That requirement shapes the whole machine architecture. If the system can't safely remove energy when required, it isn't properly built for real production use.
Here's what experienced teams look for during review:
- Clear separation of control and power where scale demands it
- Accessible diagnostics that maintenance can use without guessing
- Documented I/O and wiring
- Safety design tied to the actual hazards of the process
- Communications that remain stable during real operating conditions
A reliable automation machine system isn't one impressive component. It's a coordinated design where no critical layer is underspecified.
Finding Your Fit Manual Semi-Automatic and Fully Automatic Systems
There are three broad levels of automation most manufacturers consider. The mistake is ranking them from “basic” to “advanced” and assuming the top of the ladder is automatically better. It isn't. The right answer depends on product variation, staffing, floor space, process risk, and how much control you need.
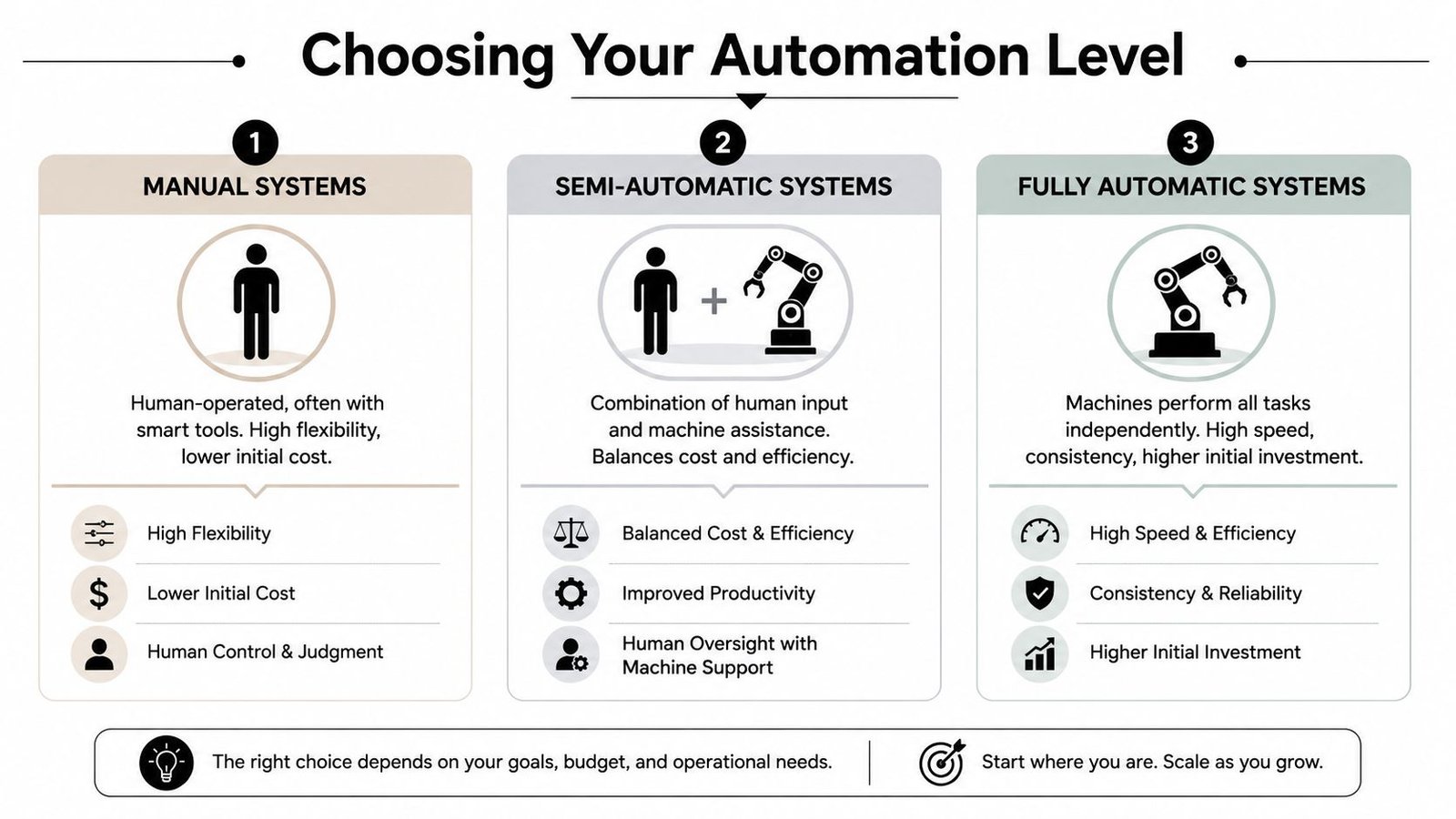
Manual systems with smart engineering
A manual workstation can still be highly engineered. Custom nests, poka-yoke fixtures, torque tools, part-present sensors, light guidance, and controlled sequences can dramatically improve consistency without removing the operator.
This level works well when product mix is high, task complexity changes often, or the operation still benefits from human judgment and dexterity. It also keeps capital exposure lower and changeovers simpler.
What doesn't work is calling a process “manual” when it's unmanaged. If operators rely on memory, alignment by feel, and verbal tribal knowledge, that isn't flexibility. That's instability.
Where semi-automatic systems usually win
Semi-automatic systems are often the best fit for small to mid-sized manufacturers. The operator loads, unloads, or confirms a step. The machine handles alignment, force control, indexing, timing, validation, or repetitive motion.
This is usually where the strongest ROI lives because it balances labor support with process control.
A semi-automatic cell can include:
- Guided loading: Operators place the part, and the machine confirms orientation and presence.
- Automated process execution: Pressing, fastening, dispensing, marking, cutting, or testing happens under controlled parameters.
- Operator-assisted flexibility: Recipe changes, quick-change fixtures, and adjustable sequences allow multiple product variants.
On the floor: If the process changes often but one or two steps keep causing scrap, delay, or fatigue, semi-automatic design is usually worth evaluating before full automation.
This section of the market is also where providers like System Engineering & Automation's machine manufacturing services are most relevant. Semi-automatic builds, custom fixtures, and integrated controls often solve the underlying production issue without forcing a plant into a larger automation package than it needs.
Take a closer look at how these levels play out in real equipment:
When full automation makes sense
Fully automatic systems make sense when the product is stable, volume is sustained, and the process benefits from continuous flow with minimal manual intervention. If variation is low and the task is repetitive, a fully automatic line can deliver strong consistency.
But this approach has real trade-offs.
| System type | Best fit | Main strength | Main risk |
|---|---|---|---|
| Manual with smart tooling | High mix, lower volume, operator-driven assembly | Flexibility | Too much dependence on operator consistency |
| Semi-automatic | Moderate mix, controlled critical steps | Balance of cost and control | Can be undersized if throughput targets are unrealistic |
| Fully automatic | Stable product, repetitive high-volume work | Throughput and repeatability | Overbuilding, rigidity, harder changeovers |
Plants get into trouble when they buy for image instead of need. The right automation machine system is the one that solves the production problem with the least operational drag.
Choosing the Right System for Your Production Goals
Selection should start with the business constraint, not the equipment wish list. If output is limited by one hard manual step, solve that step. If scrap comes from inconsistent alignment, solve alignment. If staffing is unstable on a repetitive station, support the operator or automate the sequence. Buying a more complex machine than the process requires usually creates a second problem after it solves the first.

Start with the constraint not the technology
A lot of systems get overbuilt because the team starts by naming hardware. Robot. Conveyor. Vision. Servo table. That's backwards.
Start by writing down the exact production objective:
- Stabilize a critical assembly step
- Reduce manual handling in a guarded area
- Improve repeatability for an inspection or joining process
- Support multiple part variants without rebuilding the workstation
- Create a cleaner path to validation in regulated manufacturing
Once that's clear, the hardware decision gets easier. Some processes need hard tooling because the part geometry is stable and repeatability matters more than flexibility. Others need configurable fixturing and recipe-based control because the product changes too often for fixed tooling to stay practical.
One of the most useful options for flexible automation is machine vision. Modern vision-based position detection can locate and align parts with an average error of about 0.5° without GPU-heavy computation, according to Keyence's explanation of precision position detection systems. That matters when you want adaptability without building a station around rigid fixed nests for every part variation.
A flexible system isn't the one with the most features. It's the one that handles your expected variation without turning every change into an engineering event.
Questions worth answering before you buy
Before approving an automation machine system, a plant team should push through a short decision filter.
What exactly limits output today
Name the station, the task, and the failure mode. “We need more automation” is not specific enough.How much variation must the system handle
Different part sizes, recipes, operators, packaging formats, or inspection criteria all affect the architecture.What must stay manual on purpose
Some operations still benefit from human loading, tactile feedback, or final judgment. Don't automate those just to say the line is automated.What happens when the process changes
Ask how the station adapts to a new product, a revised tolerance, or a fixture change. The answer should be operational, not theoretical.What compliance or documentation matters
In medical device and similar environments, the machine design has to support disciplined process control, documentation, and validation expectations.
A good buying decision usually feels narrower than expected. Instead of “automate the line,” it becomes “build a semi-automatic station that controls alignment, joining, and verification while keeping operator load and unload.” That's how plants avoid expensive overreach.
Your Implementation Roadmap from Concept to Commissioning
The hardest part of automation for many plants isn't the hardware. It's uncertainty. Managers worry about schedule drift, missed requirements, startup disruption, and a machine that looked good in a review meeting but creates friction on the floor.
A structured implementation process removes a lot of that risk.
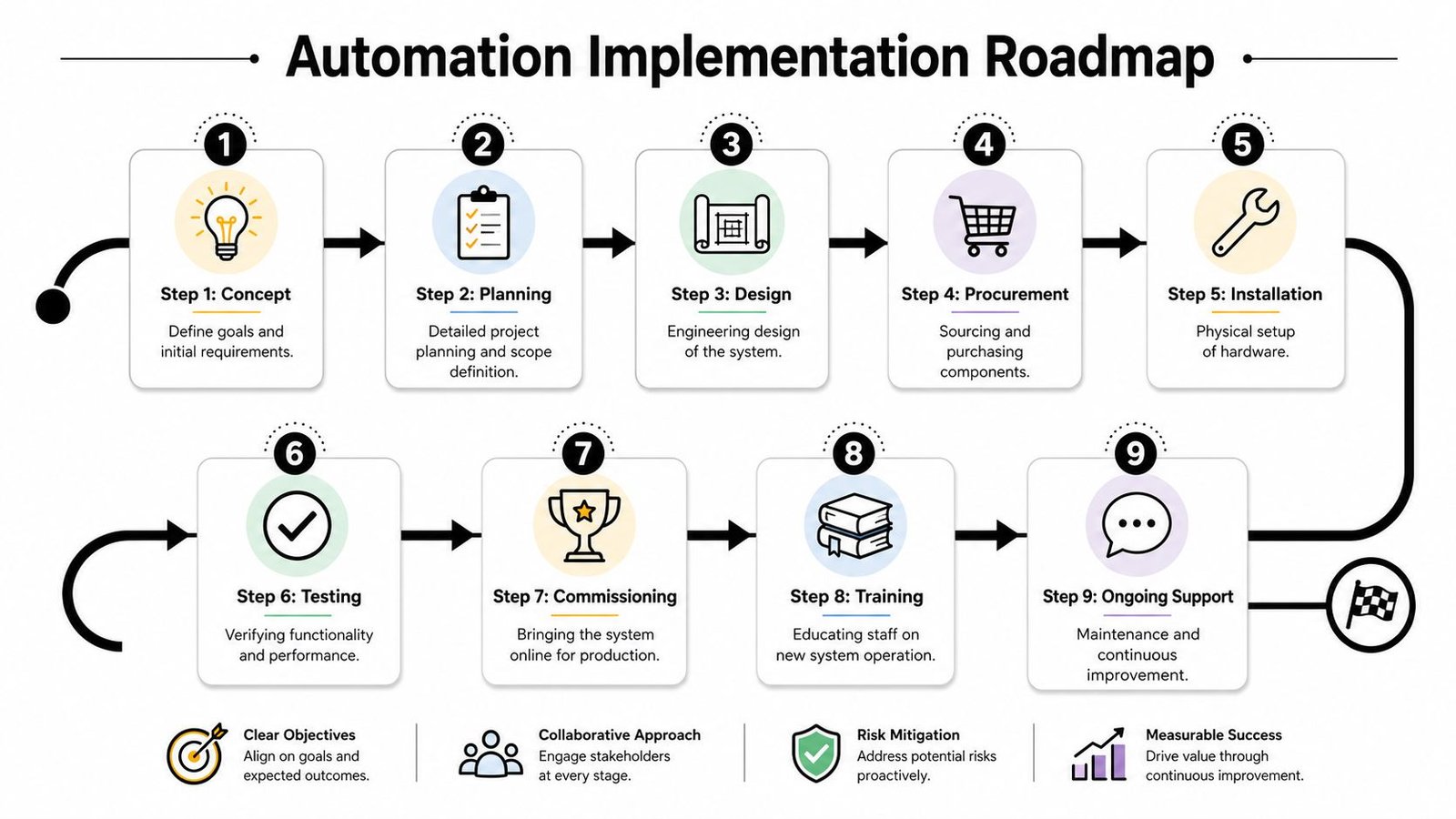
Early work that prevents expensive rework
The first stage is requirements clarity. That means part information, throughput expectations, operator involvement, quality criteria, floor constraints, utilities, and safety expectations. If those inputs are loose, everything downstream gets expensive.
Then comes concept development. During this phase, the team decides whether the job calls for a manual fixture, semi-automatic station, or a more complete automated cell. The right concept should show part flow, operator touch points, control philosophy, and likely changeover method.
A practical early checklist includes:
- Process definition: What the machine must do, in what sequence, and under what conditions.
- Risk review: Where the process can fail, where safety measures are required, and where flexibility matters.
- Acceptance expectations: What the system must prove before shipment and again after installation.
For many teams, factory acceptance testing becomes a key control point. It gives operations, engineering, and quality a chance to verify that the machine performs as intended before it lands on the production floor.
Build test launch support
Once the concept is locked, detailed engineering follows. Mechanical design, electrical schematics, control programming, component procurement, fabrication, assembly, and debug all need to stay tied to the original production goal. A technically advanced machine that misses the actual shop-floor need is still a miss.
After build comes testing and commissioning. Strong integrators distinguish themselves in this phase. They don't just power up the machine and check for motion. They run sequences, fault handling, recovery states, operator interactions, safety validation, and real product trials.
Don't judge readiness by whether the machine cycles. Judge it by whether your team can run it, troubleshoot it, and recover from normal disruptions.
Training matters too. Operators need to know normal use, setup, and fault response. Maintenance needs access to diagnostics, documents, and spare strategy. Supervisors need to understand what the machine should do when production is going right and what signals show it's drifting.
The final step is ongoing support. Production conditions change. Parts change. Operators change. Good automation holds up because the support structure exists after startup, not just during installation.
The Next Step in Your Automation Journey
The right automation machine system isn't the most elaborate system your budget can carry. It's the one that solves the production problem you have. For one plant, that may be a fixture and a guided manual station. For another, it may be a semi-automatic cell that controls the critical process while keeping loading flexible. For a stable high-volume product, it may be a fully automatic line.
That's why the all-or-nothing view creates bad projects. It pushes manufacturers toward either staying too manual for too long or buying more complexity than operations can use well. The better path is to match the machine to the work, the operators, the product variation, and the quality requirement.
If you're looking at bottlenecks, inconsistent assembly, repetitive operator load, or a process that's become too dependent on tribal knowledge, there's usually a practical automation answer. It may not require a full line redesign. It may require better controls, stronger fixtures, smarter part handling, or a semi-automatic station designed around the exact task that keeps hurting production.
Good automation improves output because it improves control. It gives your team a process they can trust, maintain, and scale. That's where the return comes from.
If you're evaluating a manual upgrade, a semi-automatic cell, or a larger integrated project, System Engineering & Automation provides manufacturing solutions focused on practical production gains, including custom machinery, tooling, controls, installation, and commissioning support aligned to your process goals.