Your maintenance lead is standing at the main line HMI. Operators are waiting. The machine didn't fail because of a bad sensor, a jammed actuator, or worn tooling. The line stopped because something moved across the network that shouldn't have been there in the first place.
That's the situation many plant managers are in now. They've added remote access for support, tied production data into reporting systems, retrofitted older machines with new controls, and pushed for better visibility to optimize production and service. All of that makes operational sense. It also means the factory floor is no longer isolated from the rest of the business.
Industrial network security sits right in the middle of that reality. Done badly, it creates friction and delays. Done well, it protects uptime, product quality, serviceability, and the investments manufacturers make in automation. The pressure is only growing. The global Industrial Cybersecurity market was valued at USD 26.70 billion in 2025 and is projected to reach approximately USD 61.18 billion by 2035, driven by tighter IT and OT integration in manufacturing, according to Maximize Market Research on the industrial cybersecurity market.
Table of Contents
- Beyond IT A New Era of Production Security
- The Modern Threat Landscape for Manufacturers
- Understanding Core Security Frameworks and Standards
- Essential Security Controls for Your Factory Floor
- A Practical Roadmap to Industrial Network Security
- Special Considerations for Retrofits and GMP
- How a System Integrator Builds Resilient Operations
Beyond IT A New Era of Production Security
A lot of manufacturers still treat cyber risk like a problem that lives in office systems. Email, laptops, finance platforms, cloud applications. That view breaks down the moment a controls engineer needs remote vendor support, a historian starts feeding production dashboards, or a retrofit ties older assets into a newer line.
On the floor, the consequence isn't just lost files. It's lost output. A missed batch. Scrap. A line that won't restart cleanly because an HMI, engineering workstation, or controller network is no longer behaving predictably.
Production uptime depends on OT discipline
The hardest shift for many teams is accepting that industrial network security is part of production engineering. It belongs in the same conversation as change control, spare parts strategy, preventive maintenance, machine guarding, and validation.
If a network path lets an office-side problem reach a packaging cell, the issue is no longer “IT had an incident.” The issue is “operations inherited an avoidable failure mode.”
Practical rule: If a networked asset can stop production, affect quality, or change machine behavior, it belongs inside your production risk review.
Efficiency projects can open security gaps
Manufacturers are under constant pressure to optimize production and service. They connect machines to collect better data. They add remote access so OEMs can troubleshoot faster. They modernize manual stations with smart tooling and integrated controls. Those are the right moves.
But every one of those improvements changes exposure. A retrofit can inadvertently introduce a flat network. A new remote support path can stay open longer than intended. A shared account on an engineering station can become normal because it feels operationally convenient. None of that looks dramatic during commissioning. It becomes dramatic during an incident.
Good OT security doesn't fight modernization. It makes modernization sustainable.
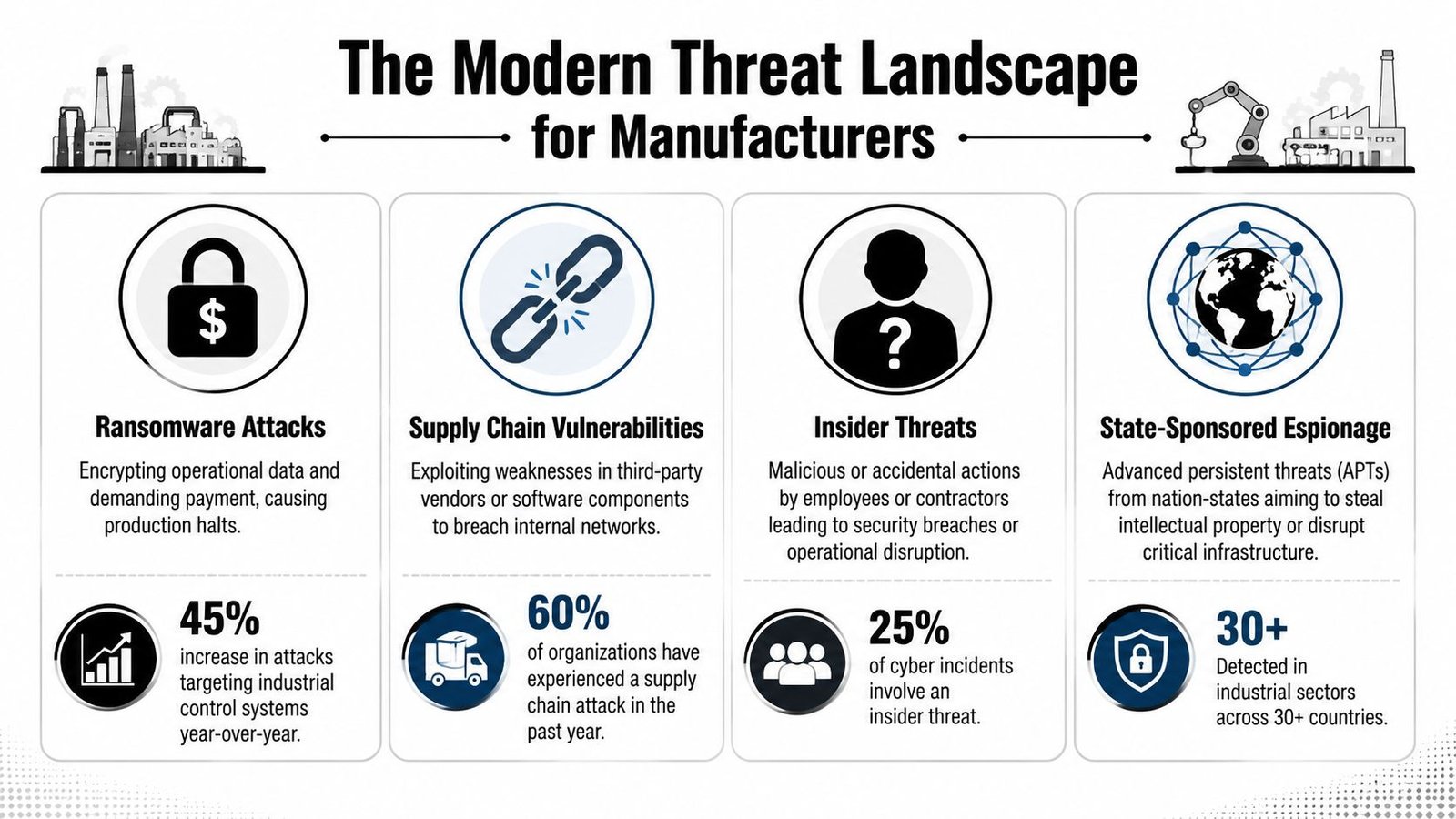
The Modern Threat Landscape for Manufacturers
A Tuesday night nuisance in the office can become a Wednesday morning production stop on the plant floor. An accounting user clicks the wrong attachment, a vendor leaves remote access open, or a contractor plugs into the wrong switch during a rushed service call. By the time operations feels it, the symptom is not "cyber." It is a line that will not start, an HMI that cannot be trusted, or a batch that needs to be held.
For manufacturers, exposure usually comes through normal work. The problem is not a dramatic break-in. It is ordinary connectivity, weak access control, and old equipment being asked to live on newer networks without the protection those machines never had to begin with.
How risk enters the plant
In small and mid-sized facilities, the common entry points are rarely mysterious. They are the same connections teams rely on to keep production running, support legacy assets, and avoid long service delays.
- Ransomware crossing from IT into OT: An incident that starts on the business network can shut down production once operators lose recipe access, historian access, alarm visibility, or confidence in engineering workstations.
- Vendor and supply chain access: OEM laptops, remote support tools, update packages, and contractor credentials all need tight boundaries. If they do not, a trusted support path becomes an exposure path.
- Human error under production pressure: During startup, changeover, or downtime recovery, people take shortcuts. A file gets moved through the wrong shared folder, a laptop with the wrong settings gets connected to a controls VLAN, or a temporary firewall rule stays in place.
- Network instability and denial of service effects: Many control systems depend on predictable timing and clean communications. Excess traffic, broadcast storms, and unstable routing can create a production problem even if the original event was aimed somewhere else.
This shows up often in retrofit projects. A plant adds new data collection, remote support, or line integration to equipment that was never designed for segmented access, logging, or modern authentication. The project goal is valid. The risk comes from bolting new connectivity onto old controls without redesigning the supporting network around them.
Generic IT security tools also have limits in these environments. Aggressive scanning can miss OT-specific weaknesses, and on older systems it can create the very disruption the site is trying to avoid. That is why OT reviews need passive discovery where possible, targeted validation when needed, and people who understand how a packaging line, batch system, or utility skid behaves under load.
Why manufacturers get caught off guard
Many sites believe the controls network is isolated because the drawing says it is. Then the assessment finds historian traffic, remote access software, dual-homed engineering stations, unmanaged switches, and file transfer paths that were added one practical decision at a time.
That is a normal plant reality, especially in facilities that have grown through line additions, phased upgrades, and OEM-specific support requirements.
In GMP-aware environments, the risk is wider than uptime alone. A security incident can affect audit trails, electronic records, batch confidence, and deviation handling. Even if no product hazard exists, the investigation burden is real, and production can stay delayed while the team proves system state, access history, and data integrity.
A short explainer is worth watching if your team needs a common reference point before making architecture decisions.
Understanding Core Security Frameworks and Standards
Security frameworks can sound abstract until you translate them into plant terms. The easiest way to think about them is this: they are design rules for keeping a problem small. Not just keeping attackers out, but limiting what happens when something gets through.
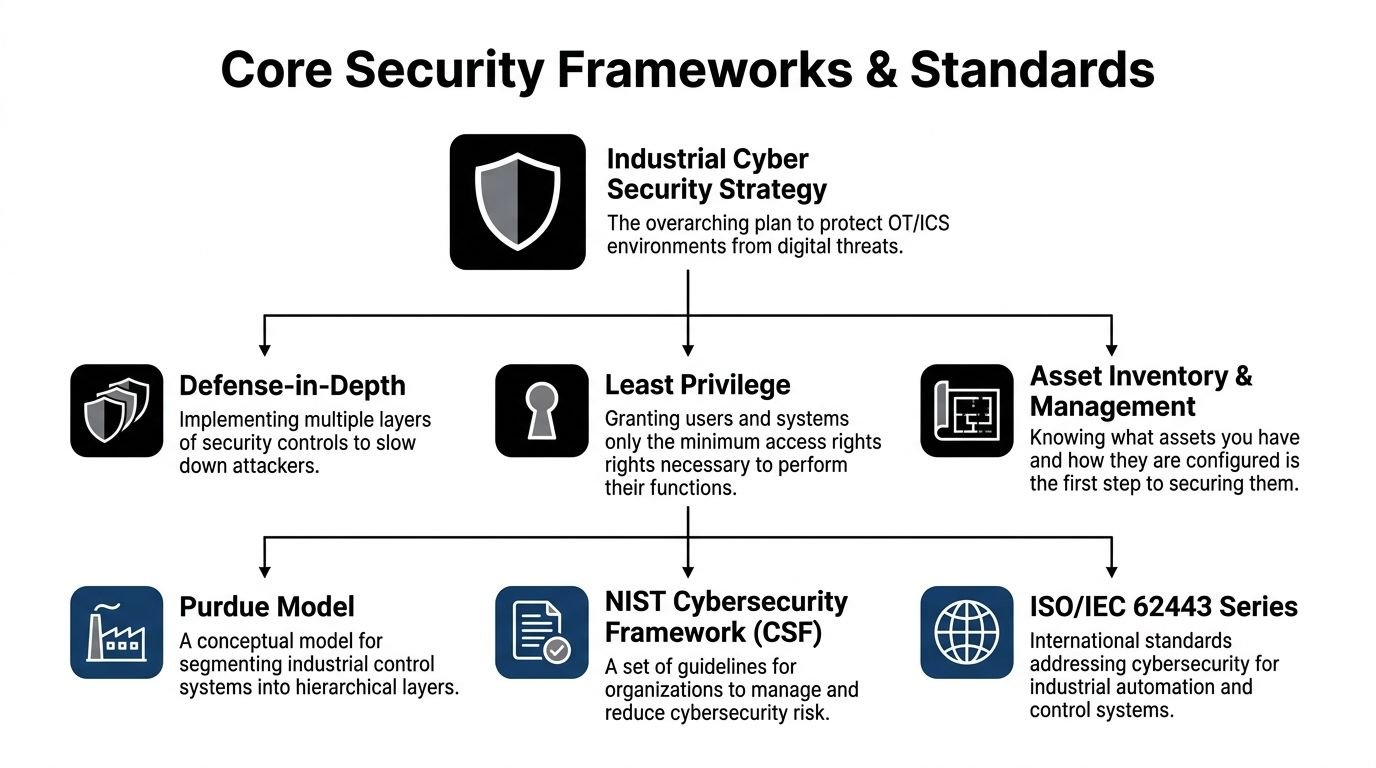
Defense in depth in plant terms
A castle analogy still works. You don't rely on one wall. You use outer barriers, controlled gates, inner walls, restricted access to key areas, and clear watch points. A factory network should work the same way.
That means:
| Layer | Plant-level purpose |
|---|---|
| Segmentation | Keeps office-side traffic and plant-side traffic from mixing freely |
| DMZ | Creates a controlled exchange area instead of direct IT-to-OT connections |
| Access control | Limits who can reach engineering tools, HMIs, and control networks |
| Hardening | Removes unnecessary services, ports, and pathways |
| Monitoring | Gives maintenance, controls, and security teams a way to see abnormal behavior |
The point isn't to build complexity for its own sake. The point is to stop a single mistake, infection, or exposed account from becoming a plant-wide event.
What the standards are really telling you
NIST and IEC 62443 matter because they consistently push manufacturers toward zones and conduits, not flat networks. In practical terms, critical control traffic belongs in the most protected part of the environment, with tightly controlled pathways between business systems and production systems.
NIST SP 800-82 says a DMZ architecture is essential to prevent direct traffic between IT and OT. It also notes that environments without that kind of segmentation suffer 3.5x higher incident rates due to lateral movement from corporate IT into OT operations, as outlined by NIST SP 800-82 Rev. 2 for industrial control systems security.
That one idea solves more real-world problems than many plants expect.
- It protects fragile systems: Legacy PLC and HMI environments don't handle unpredictable traffic well.
- It creates a service boundary: Historians, reporting tools, patch staging, and remote support can be managed in a controlled middle layer.
- It supports troubleshooting: When something goes wrong, teams can isolate zones faster instead of searching a flat network.
Security standards aren't telling you to buy everything. They're telling you to separate critical functions, define allowed communications, and make access intentional.
IEC 62443 is especially useful for manufacturers because it fits the way plants are built. Lines, cells, skids, packaging stations, utilities, and engineering workstations all have different roles. Treating them the same is what causes avoidable exposure.
Essential Security Controls for Your Factory Floor
Most plants don't need an exotic security stack. They need a handful of controls implemented cleanly, tested properly, and aligned with production reality. If you get those right, you remove a large amount of operational risk without turning the factory into a compliance exercise.
Start with containment not complexity
The first control that earns its keep is segmentation. If a line controller, HMI group, utility system, and engineering network all sit on the same broad trust boundary, a minor incident can spread too easily.
Micro-segmentation improves that. Instead of saying “this whole OT network is trusted,” you define exactly which systems are allowed to talk, over which protocols, and in which direction. According to Palo Alto Networks guidance on OT security, facilities using dynamic allowlisting through micro-segmentation reduce unauthorized access attempts by 78%, and application allowlisting on fixed-function OT workstations can decrease malware execution failures by 92%.
That matters on a live floor because fixed-purpose machines shouldn't behave like general-purpose computers. An HMI station that runs one approved application set should reject everything else by default.
Controls that pull their weight
A practical factory baseline usually includes these controls:
- Named accounts instead of shared logins: Shared engineering credentials create confusion during incidents and make change tracing difficult.
- Hardened remote access paths: Vendor access should go through controlled jump hosts, with approval, logging, and time limits.
- Asset inventory: You can't secure panels, switches, workstations, PLCs, and remote I/O you haven't documented.
- Application allowlisting: Especially effective for fixed-function HMIs and engineering stations that rarely need software changes.
- Firewall rules built as allowlists: Plants get into trouble when rules accumulate around convenience instead of required communications.
A useful starting point is an automation risk assessment for manufacturing systems. The value isn't just in finding technical gaps. It's in identifying which gaps can stop production, affect service response, or create quality drift.
Key takeaway: The best control is the one operators can live with, engineers can support, and maintenance can recover from at 2 a.m.
Patching also needs a plant-specific mindset. Don't assume every vulnerability gets handled with an immediate update. Some assets can't tolerate that. In those cases, stronger segmentation, restricted access, and application control often do more good than forcing a risky change window.
A Practical Roadmap to Industrial Network Security
Most manufacturers don't fail at industrial network security because they disagree with the goal. They fail because the work feels too large, too disruptive, or too disconnected from production priorities. A phased plan fixes that.
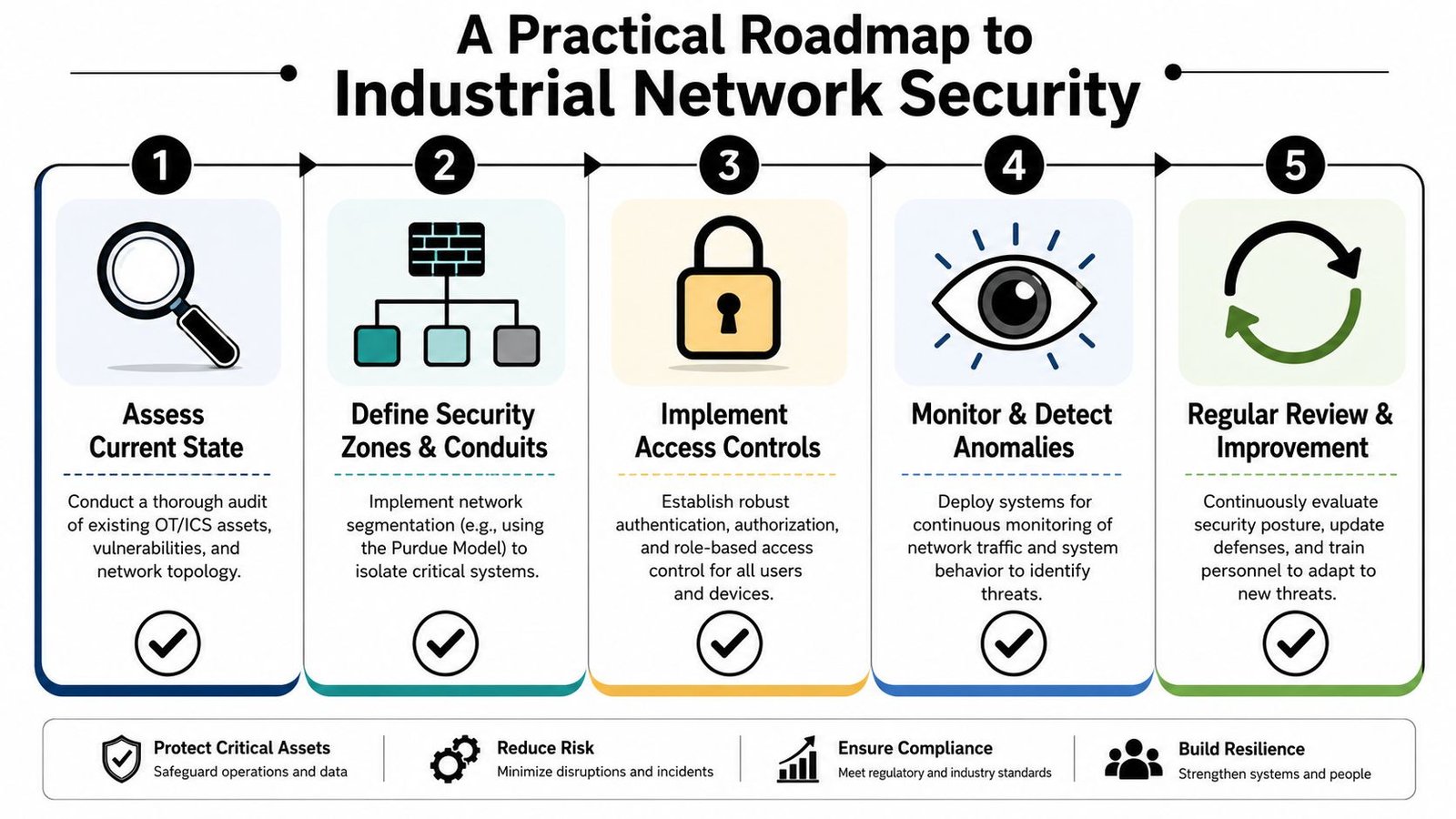
Phase 1 and Phase 2 discovery and segmentation
Start by identifying what exists. Not what's on an old network diagram. What's really connected now.
- Map critical assets first. Focus on production lines, HMIs, PLCs, engineering workstations, historians, remote access points, and systems tied to batch, recipe, or traceability functions.
- Document trust boundaries. Mark where OT meets IT, where vendors connect, and where lines share infrastructure they probably shouldn't.
- Rank by operational consequence. A device that can stop output or affect product quality goes to the top of the list.
Once you know the environment, define zones. Separate plant-floor functions by role and criticality. Don't wait for a perfect redesign. Start with the boundaries that remove the most unnecessary exposure.
A useful rule is simple: if two systems don't need to talk, don't let them.
Phase 3 and Phase 4 hardening and monitoring
After segmentation, lock down the assets inside each zone.
- Reduce what runs on key workstations: Remove unused services, ports, and software.
- Constrain administrative access: Use named accounts and tighten privileged pathways.
- Control removable media and vendor tooling: In many plants, temporary maintenance activity creates long-term exposure if it isn't governed.
- Review firewall rules against actual production need: Old rules often stay long after the original project is gone.
Monitoring comes next, but it needs the right expectations. The goal isn't to flood teams with alerts. The goal is to spot behavior that doesn't fit normal plant operation. That includes unusual access times, unexpected protocol traffic, failed logins on engineering paths, and traffic between zones that should be quiet.
A practical five-part program usually looks like this:
| Phase | What good looks like |
|---|---|
| Discovery | Current asset list and basic network map |
| Segmentation | Defined zones and controlled conduits |
| Hardening | Reduced attack surface on key OT assets |
| Access control | Remote and privileged access tightly governed |
| Monitoring | Actionable visibility into abnormal behavior |
Plants that treat this as a series of small engineering projects usually make steady progress. Plants that launch a giant one-time transformation often stall because operations can't absorb the disruption.
Special Considerations for Retrofits and GMP
Retrofitted equipment changes the security problem. New controls may be added to old mechanical systems, but the surrounding network, vendor access habits, and workstation practices often remain inconsistent. That creates mixed-generation environments where the newest PLC on the floor might sit beside an HMI or workstation with very limited security capability.
Legacy assets need compensating controls
Older assets often can't be patched on the schedule an office system can. Some can't be modified without risking downtime, validation effort, or support issues. That doesn't mean they should stay exposed.
It means you protect them indirectly.
- Use segmentation as a shield: Put the legacy device in a tightly controlled zone.
- Restrict access paths: Only approved hosts and required protocols should reach it.
- Insert inspection and control points around it: Firewalls, jump hosts, and application restrictions can reduce risk without touching the asset itself.
- Treat vendor access as temporary: Open it for the task, monitor it, then close it.
The cost of leaving old systems flat and reachable is too high. The IBM Cost of a Cyber Incident report indicates that 30% of industrial ransomware attacks target production lines directly, causing hours or days of downtime. This presents a compelling argument for segmentation around retrofits. It protects output when hardware replacement isn't immediately practical.
GMP changes must be engineered not improvised
GMP-aware environments add another layer. Security changes can't be made casually if they affect validated systems, electronic records, audit trails, process timing, or operator workflow. That's where some manufacturers get stuck and do nothing.
That's the wrong move.
Security can be integrated into GMP-aware operations if the work is planned like any other controlled engineering change. Requirements should be documented. Intended network flows should be defined. Test plans should verify both security behavior and production behavior. Evidence should support review and approval.
A strong legacy system modernization approach for regulated and older equipment environments usually pairs modernization with compensating controls, documentation discipline, and staged implementation. That keeps teams from choosing between compliance and resilience.
In regulated manufacturing, the goal isn't maximum change. It's controlled change that improves protection without creating validation chaos.
Plants that succeed here don't chase every shiny security tool. They focus on isolation, access discipline, evidence, and recoverability.
How a System Integrator Builds Resilient Operations
Industrial network security fails when each piece is handled in isolation. IT adds one tool. Controls adds another rule. Maintenance creates a workaround. Vendors get exceptions. After enough project cycles, the plant ends up with a patchwork that nobody fully trusts.
Why piecemeal projects usually stall
A production environment has competing needs. Operators need speed. Engineers need access. Quality needs control. Maintenance needs recovery paths. Management needs uptime and budget discipline. If security decisions are made without all of those constraints in view, they tend to break in use.
That's why a system integrator adds value beyond installation. The role isn't just to wire equipment and commission controls. It's to align architecture, remote support design, line behavior, documentation, and change management so the plant can run reliably after the project team leaves.
What resilient implementation looks like
The strongest implementations usually have a few things in common:
- Security is designed with the machine and network together. It isn't bolted on after commissioning.
- Retrofits get the same discipline as new builds. Older assets receive defined boundaries and supportable access methods.
- Testing includes operational behavior. Teams verify that security controls don't interfere with deterministic communications, service workflows, or validated process steps.
- Support is planned from day one. Recovery paths, remote troubleshooting methods, and maintenance procedures are documented before they're urgently needed.
Manufacturers looking to optimize production and service usually benefit most from partners who understand automation, controls integration, and the complexities of mixed-age equipment. A good reference point is how an automated systems integrator streamlines operations across engineering and production environments. The important takeaway is that resilience comes from coordinated design, not isolated tools.
Industrial network security works best when it becomes part of how the plant is built, supported, and improved over time.
System Engineering & Automation helps manufacturers build that kind of resilience into real production environments. From semi-automatic systems and integrated controls to retrofits, GMP-aware projects, tooling, fixtures, installation, and commissioning, System Engineering & Automation delivers practical engineering support that improves uptime, quality, and operational performance without losing sight of budget and day-to-day plant realities.