A lot of manufacturing teams are in the same spot right now. Output is uneven across shifts. One station keeps becoming the bottleneck. Operators are doing skilled work, but they're also wasting time on repetitive handling, alignment, inspection, or data entry that should have been engineered out years ago. Quality issues don't always come from bad people or bad effort. They usually come from variation that nobody has controlled tightly enough.
That's where most conversations about manufacturing automation solutions go wrong. People jump straight to robots, full line replacement, and big capital projects. On a real factory floor, that's rarely the first move that makes sense. The better question is simpler: what part of this process should a machine control, and what part should still stay with the operator?
That matters because automation is no longer a niche upgrade. The industrial automation market is projected to reach USD 46,656.8 million in 2025 and USD 90,926.9 million by 2035, a projected 6.9% CAGR, according to Future Market Insights' industrial automation market outlook. For manufacturers, that signals a broad shift toward automation as a core investment for cost control, efficiency, and predictive maintenance.
The companies that get value out of automation usually don't start by asking how to automate everything. They start by asking where a targeted change will stabilize production fastest. Sometimes that means a fixture. Sometimes a press with closed-loop force monitoring. Sometimes a semi-automatic workstation with poka-yoke, vision checks, and a clean operator interface. That middle ground is where a lot of production gains happen.
Table of Contents
- Your Guide to Manufacturing Automation Solutions
- The Spectrum of Automation From Manual to Fully Robotic
- Why Semi-Automation Is Often the Smartest Investment
- Measuring Benefits Beyond Labor Cost Reduction
- Automation for Medical Device and GMP Environments
- A Practical Roadmap to Implement Your Automation Solution
- How to Choose the Right Automation Partner
- Frequently Asked Questions About Automation
Your Guide to Manufacturing Automation Solutions
Most plants don't need a dramatic technology story. They need a line that runs predictably on Tuesday afternoon when one experienced operator is out, incoming material is slightly off, and production still has to ship. That's the standard automation should be held to.
Manufacturing automation solutions cover a wide range of tools. They include manual stations improved with smart fixtures, semi-automatic cells that guide and verify operator actions, and fully automated systems that run with minimal intervention. The mistake is treating all three as if they solve the same problem. They don't.
What plant managers usually need first
In day-to-day operations, the pain points are familiar:
- Bottlenecks that move around: one station slows the whole line depending on product mix, operator experience, or material condition.
- Quality drift: assembly force, alignment, weld position, dispense amount, or inspection judgment changes over time.
- Labor pressure: skilled people get tied up doing repetitive motions instead of exception handling and process control.
- Safety exposure: awkward reaches, sharp components, hot parts, repetitive loading, and manual handling create risk.
The right level of automation beats the maximum level of automation almost every time.
That's why practical automation starts with process reality, not brochure language. If a station has high variation, frequent rework, and a repetitive task that still requires judgment, semi-automation is often the first place to look. If the process is stable, product mix is narrow, and the part presentation is consistent, a fully automated approach may fit. If the task changes too often, better tooling and guided manual work may be the smarter move.
What this looks like in practice
The strongest projects usually do three things well:
- They isolate the primary source of variation.
- They automate the part of the task machines can control better than people.
- They leave room for operators to handle what still needs human judgment.
That's the discipline behind good manufacturing automation solutions. It's less about chasing robotics and more about engineering control where control pays.
The Spectrum of Automation From Manual to Fully Robotic
Automation isn't a switch. It's a spectrum. If you think of production like food prep, a hand whisk, a stand mixer, and a fully automated bakery line all make sense in different situations. The wrong choice is using the bakery line when you're still changing the recipe every hour.
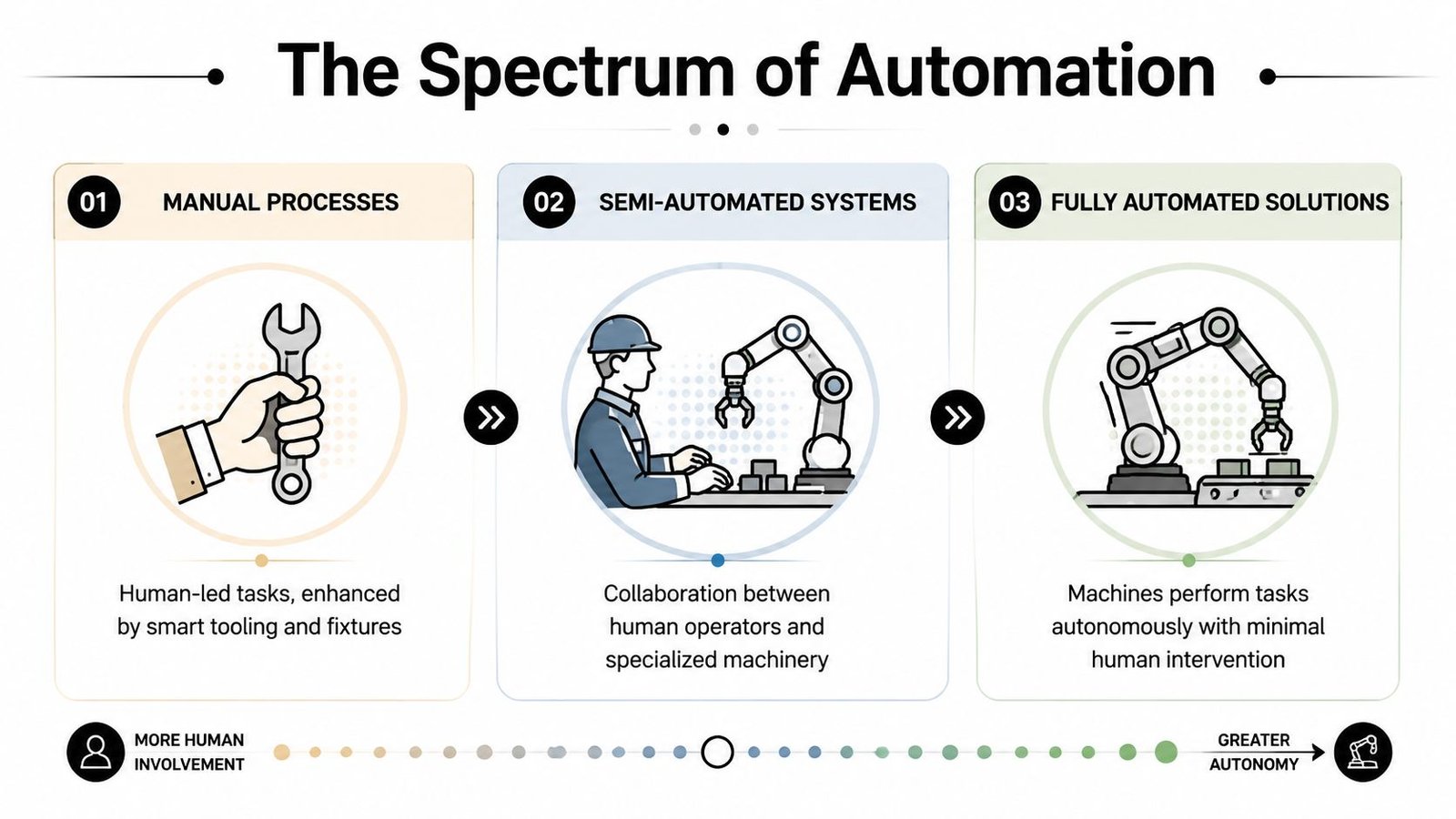
Three practical levels on the shop floor
Manual processes with tooling and fixtures are still valid manufacturing systems when they're designed properly. This might mean a locating fixture, torque-controlled tool, sensor confirmation, poka-yoke pins, or a guided HMI step sequence. The operator performs the work, but the process controls alignment, sequence, and acceptance.
Semi-automated systems split the job intelligently. The operator loads, initiates, or handles exceptions. The machine performs the force-controlled press, timed weld, measured dispense, indexed motion, or automated check. This is often the best fit when product variation, floor space, budget, and changeovers all matter.
Fully automated systems make sense when the process is mature and repetitive enough to justify the integration effort. Part presentation must be consistent. Upstream and downstream equipment must stay synchronized. Recovery logic must be thought through, because the machine won't “figure it out” the way a good operator can.
A fully automated line is only as reliable as the least controlled input feeding it.
Comparing Automation Levels
| Criterion | Manual Process (with Tooling/Fixtures) | Semi-Automated System | Fully Automated System |
|---|---|---|---|
| Capital cost | Lowest initial investment | Moderate and targeted | Highest |
| Flexibility | High for changing products and work methods | High to moderate, depending on tooling and recipe handling | Lower unless designed for product families |
| Operator involvement | High | Shared between operator and machine | Minimal during normal run conditions |
| Best fit | High-mix, low-volume, unstable processes, early-stage production | High-mix to mid-volume, quality-sensitive operations, constrained budgets | Stable, repeatable, higher-volume production |
| Changeover effort | Usually simple | Usually manageable with recipes, fixtures, and guided setup | Can be significant if part families differ |
| Process consistency | Depends heavily on operator and fixture design | Strong when critical parameters are machine-controlled | Strong if inputs remain stable |
| Integration complexity | Low | Moderate | High |
| Typical failure mode | Human variation | Weak handoff between operator and machine | Cascading downtime from jams, sensors, or upstream variation |
A lot of manufacturers assume they need to “get to robotics.” In many plants, that's not the right objective. The right objective is controlled output with manageable complexity.
Why Semi-Automation Is Often the Smartest Investment
The biggest gap in the market isn't a lack of automation technology. It's a lack of practical decision-making about partial automation. Many manufacturers don't need a lights-out line. They need one workstation to stop causing scrap, delays, and operator frustration.
That's why semi-automation often delivers the best return in practice. It lets you attack the process step that's hurting performance without rebuilding the whole line around it.

Where the middle ground wins
A useful framing comes from Eclipse Automation's perspective on global manufacturing automation, which notes that many buyers need decision rules for workstation-level upgrades, fixtures, and partial automation, not just full robotic lines. It also captures the question that matters on many factory floors: what is the smallest automation intervention that reliably improves throughput, quality, and labor dependency without creating complexity?
That question is better than “Should we automate?” because it forces discipline.
Semi-automation is often the right answer when:
- The process still needs human judgment: operators can identify cosmetic variation, orient soft materials, or manage mixed incoming conditions better than a rigid machine sequence.
- Volume is meaningful but not extreme: there's enough repetition to justify equipment, but not enough stability to lock into a fully dedicated line.
- Budget has to be phased: one press station, weld cell, inspection nest, or guided assembly bench can be improved now without waiting for a full plant redesign.
- Product mix changes often: recipes, interchangeable nests, and controlled operator interaction handle variation better than forcing every SKU into the same unattended sequence.
What good semi-automation looks like
Good semi-automation doesn't mean “half finished automation.” It means critical process elements are controlled deliberately.
Examples include:
- Press-fit stations with force and displacement monitoring, part presence sensing, and automatic reject logic.
- Ultrasonic or resistance welding cells where the machine controls the energy input and timing while the operator loads and unloads.
- Vision-assisted assembly benches that confirm orientation, feature presence, or label correctness before the part can advance.
- Material handling assists that reduce awkward lifting and stabilize placement into the next process.
A company such as System Engineering & Automation's semi-automated systems group works in that space alongside other custom integrators, building around the production goal and budget instead of forcing a full robotic architecture where it doesn't belong.
If one operator action creates most of your variability, don't automate the whole line first. Engineer that action out of the process.
What doesn't work is adding complexity for its own sake. A cheap sensor package bolted onto a weak fixture won't fix a bad process. Neither will a robot placed on a station that still lacks stable part presentation, tolerance control, or a clear pass-fail definition. Semi-automation works when the machine controls the part of the job that needs control.
Measuring Benefits Beyond Labor Cost Reduction
Too many automation discussions get reduced to headcount math. That's a narrow way to evaluate equipment, and it leads to weak decisions. In practice, the strongest business case usually comes from three things: quality, safety, and throughput.
Quality improves when variation is controlled
Most defects on a factory floor come from inconsistency, not effort. A manual press stroke varies. A weld position shifts. Adhesive application changes with operator technique. An assembly sequence gets rushed near the end of the shift. Once a machine controls the critical variable, the output gets more predictable.
That doesn't mean every quality problem disappears. It means you stop asking people to hold the same tolerance, timing, and sequence hour after hour without support.
A few practical examples:
- Fixtures improve repeatability by fixing orientation and datum conditions before the process starts.
- Interlocks reduce missed steps by preventing the cycle from continuing when a required part or action is absent.
- Measured processes create acceptance rules so the system can flag suspect builds instead of passing uncertainty downstream.
Safety and throughput usually move together
The same task that creates injuries often creates poor cycle performance. Repetitive reaches, forceful motions, awkward loading, and manual manipulation slow operators down over time and create inconsistent output. When you engineer that motion into the machine, you usually improve safety and production stability at the same time.
Better throughput often comes from removing hesitation, repositioning, and rework, not from making people move faster.
Throughput improvement is also more than raw cycle time. It's about keeping the line moving. A semi-automatic station can stabilize one operation enough that upstream starving and downstream blocking both drop. In many plants, that's more valuable than shaving seconds off an isolated task.
When managers build the case for manufacturing automation solutions, they should ask:
| Business area | What to look for |
|---|---|
| Quality | Repeat defects, rework loops, operator-dependent outcomes, unclear acceptance limits |
| Safety | Repetitive strain risk, pinch points, hot parts, sharp edges, awkward lifts |
| Throughput | Stations with waiting, micro-stoppages, cycle variation, queue buildup |
Labor reduction may still matter. But if that's the only argument, you'll miss where automation often delivers the most durable value.
Automation for Medical Device and GMP Environments
Medical device production changes the design standard. In a regulated environment, the machine doesn't just have to run. It has to produce evidence. If the system can't support traceability, validation, and disciplined change control, it isn't finished, no matter how polished the mechanics look.
Traceability has to be built into the machine
Closed-loop data collection is one of the most important advantages of modern automation in regulated manufacturing. As described in SCW.AI's discussion of factory automation data collection, IoT devices, PLC connections, and OPC connections can capture real-time machine data, support KPI monitoring, trigger corrective action, and create digital logbooks that strengthen compliance while reducing manual error.
That matters in medical device and GMP settings because traceability can't be an afterthought. The equipment should know what recipe ran, what operator interacted with it, what alarms occurred, what process values were recorded, and whether the part met the required acceptance window.
For teams working in regulated production, it helps to align automation planning with the fundamentals outlined in this overview of GMP in manufacturing, especially when documentation and process discipline have to hold up under audit.
Validation changes how you design
A GMP-aware machine is designed differently from the start. The controls architecture, HMI workflow, alarm handling, user access, data retention, and even material selection all need to support validation and controlled operation.
Key design priorities usually include:
- Defined process windows: each critical step needs a known acceptable range and a way to record whether it stayed inside that range.
- Data integrity: records must be attributable, legible, consistent, and protected from casual alteration.
- Operator guidance: the HMI should reduce ambiguity, not create it. Clear prompts, user permissions, and enforced sequence matter.
- Maintainable documentation: electrical drawings, software revision history, calibration points, and change records need to stay current.
In medical device automation, speed is useful. Proof is mandatory.
A machine that runs well but produces weak records creates compliance risk. A machine that records everything but is impossible to clean, maintain, or validate creates a different kind of failure. Good engineering has to cover both.
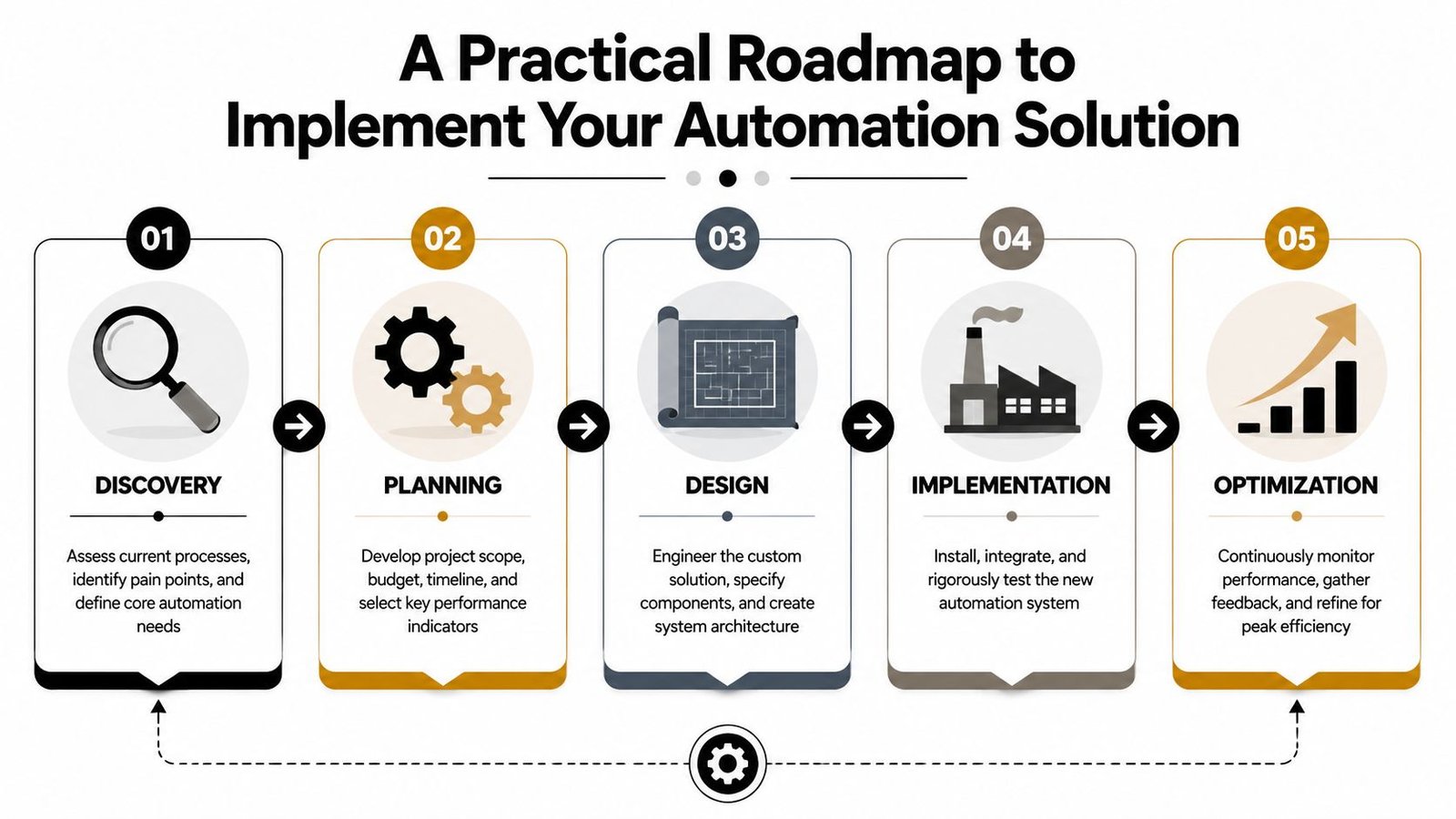
A Practical Roadmap to Implement Your Automation Solution
Most weak automation projects don't fail because the actuator was wrong or the PLC brand was wrong. They fail earlier, when the team automates the wrong problem, skips process definition, or underestimates training and support.
A better implementation path is straightforward, but it has to be followed with discipline.
Start with the actual bottleneck
Before anyone sketches a cell layout, go to the floor and watch the work. Not the ideal work instruction. The actual work. Look for waiting, repositioning, rechecks, manual judgment calls, recovery steps, and quality decisions that happen outside the documented process.
A practical roadmap usually looks like this:
- Assess the process. Identify the true source of instability. The slowest station isn't always the underlying problem. Sometimes a quality loop upstream is starving everything else.
- Define the objective. Decide whether the project is really about quality, throughput, ergonomics, traceability, or a mix of those.
- Develop the concept. Match the equipment level to the process reality. Here, targeted retrofits can make more sense than replacement, especially for plants considering retrofit automation for legacy systems.
- Build and commission carefully. Debugging should cover normal operation, faults, resets, changeovers, and bad-part handling.
- Train and support the users. Operators, maintenance, quality, and engineering all need a version of the training that fits their role.
Here's a useful video overview before getting into project details:
Build for adoption, not just installation
One of the most important realities in automation is that hardware is only part of the problem. Tessy Automation's article on industry challenges points to a truth experienced plants already know: automation failures are often integration and adoption failures, not hardware failures. Long-term success depends on support for debugging, validation, change control, and training after commissioning.
That's exactly right.
Practical rule: If the production team can't recover the machine safely after a routine fault, the system isn't production-ready.
Good implementation includes more than startup. It includes:
- Operator recovery logic: faults should be understandable, not buried in obscure alarm text.
- Maintenance access: sensors, valves, tooling, and wear items have to be serviceable without tearing the whole cell apart.
- Spare parts planning: critical components need identified replacements before the first failure happens.
- Change control discipline: every recipe edit, tooling swap, and software update should be managed, especially in regulated environments.
The best automation project is the one the plant can still run, maintain, and trust six months after the integrator leaves.
How to Choose the Right Automation Partner
Price matters. It just shouldn't be the first filter. A low quote on a poorly scoped system usually turns into a costly lesson in rework, missed performance, and support delays.
A strong automation partner should be able to discuss your process in manufacturing terms, not just component terms. If the conversation stays at the level of robot brand, PLC family, or vision camera model, you still don't know whether they understand your production problem.
Questions that reveal real capability
Use questions like these during vendor review:
- Process experience: Have they built around operations similar to yours, such as press-fit, welding, test, dispensing, packaging, or material handling?
- Fit for your production model: Can they design manual, semi-automatic, and fully automated solutions, or do they force every job toward one preferred technology?
- Concept discipline: Do they ask about tolerances, part presentation, operator interaction, maintenance access, and exception handling early?
- Controls and documentation: Can they support PLCs, HMIs, motion, vision, electrical packages, and commissioning in a way your team can maintain?
- Post-install support: Who handles startup issues, training, spare parts, software revisions, and future modifications?
A capable partner should also be honest about what shouldn't be automated yet. That answer is often more valuable than an aggressive proposal.
The right relationship feels like an engineering collaboration. The wrong one feels like buying a machine and hoping the plant figures out the rest.
Frequently Asked Questions About Automation
Can new automation work with older equipment
Yes, often it can. Legacy equipment doesn't automatically need replacement. Many useful upgrades come from adding controls, sensing, guarding, interlocks, HMIs, or data collection around an existing machine frame that still has good mechanical life left.
The key is to evaluate what the old asset can still do reliably. If the machine structure is sound but the controls are outdated, retrofit can be sensible. If the process itself is unstable, adding controls alone won't solve the core problem.
What happens to the workforce
In most plants, automation changes jobs before it removes them. Operators move away from repetitive, force-heavy, and error-prone tasks and toward loading, oversight, troubleshooting, inspection, and line support. That transition only works when training is part of the project, not an afterthought.
Resistance usually drops when people see that the equipment removes frustration instead of creating more of it.
How long does a semi-automation project take
There isn't one universal timeline. The schedule depends on process complexity, validation requirements, part variability, controls scope, and how quickly your team can make decisions during design review. A simple tooling-and-controls upgrade moves differently from a multi-station validated cell.
The best way to shorten the project is to define the process window clearly. As noted by Fresh Consulting's manufacturing automation solutions overview, effective automation is engineered around a specific process window. Success depends on controlling the physics and tolerances of the operation, whether that's press-fitting, welding, or material handling. In practice, the highest-variation part of the line should be addressed first, with fixtures and controls built around it to stabilize throughput.
Should I automate the whole line or one station first
For most manufacturers, one station first is the better move. Pick the operation with the highest variation, the most rework, the worst ergonomics, or the most persistent bottleneck. Prove the process. Then expand.
That approach usually creates better equipment and better internal support.
If you're evaluating manufacturing automation solutions and need a practical path between manual work and full robotic investment, System Engineering & Automation is one option to review. SEA works on manual equipment, custom tooling, fixtures, semi-automatic systems, and integrated controls, with GMP-aware support for manufacturers that need better quality, throughput, safety, and maintainability without overbuilding the solution.