A lot of production problems look small until they stack. One backward part, one missed fastener, one skipped verification step. Then the line slows down, quality holds pile up, operators get frustrated, and supervisors spend the shift sorting parts instead of building output.
That's usually when teams start asking the right question. Not “who made the mistake?” but “why did the process allow it?” That shift is where poka yoke manufacturing becomes useful, especially for plants trying to improve output without jumping straight to a fully automated line. For budget-conscious operations managers, the practical path is often a semi-automatic system, better tooling, and custom fixtures that make the right action easy and the wrong action hard or impossible. If you're evaluating manufacturing solutions to optimize production and services, that's the work that tends to pay back fastest.
Table of Contents
- Beyond Inspection The Core Principle of Poka Yoke
- Identifying and Classifying Potential Errors
- Choosing the Right Mistake-Proofing Technique
- Designing and Integrating Poka Yoke Solutions
- Meeting Compliance in GMP-Regulated Environments
- Measuring ROI and Driving Continuous Improvement
Beyond Inspection The Core Principle of Poka Yoke
Most plants still feel the difference between finding defects and preventing them. Inspection catches problems after labor, machine time, and material have already been consumed. Poka yoke changes the timing. It pushes quality upstream so the process itself blocks the error before it turns into scrap, rework, or a customer complaint.
That's the point of poka yoke manufacturing. It isn't a gadget category. It's a design philosophy.
Poka-yoke was pioneered in the 1960s by industrial engineer Shigeo Shingo, a foundational figure in the Toyota Production System. He distinguished between errors and defects, shifting quality focus from post-production inspection to built-in process design, as outlined by SixSigma.us in its history of poka-yoke and TPS. That distinction still matters on modern shop floors. Operators will always face fatigue, distraction, variation in parts, and time pressure. Good engineering assumes that reality and designs around it.
Why prevention beats sorting
A reactive quality model usually looks familiar:
- An operator makes an unintentional mistake.
- The part moves downstream.
- Inspection finds the issue later, or worse, the customer does.
- Production loses time containing the problem.
- Engineering, quality, and operations all spend effort on recovery.
A preventive model is simpler. The station, fixture, sequence, or control logic stops the error from moving forward.
Practical rule: If you can eliminate the opportunity for the error, do that before you add alarms, cameras, or extra inspection.
That's why the strongest poka yoke solutions are often basic. A locating pin that only allows one orientation. A nest that rejects the wrong part family. A two-hand confirmation that prevents an unsafe cycle start. These controls don't depend on memory or perfect attention.
What this looks like in semi-automatic production
Semi-automatic systems are where poka yoke often delivers the best balance of cost and control. You still keep operator flexibility, but you remove the repeatable mistakes that manual work invites. In practice, that can mean:
- Part orientation control: A custom fixture only accepts the component in the correct position.
- Presence verification: The cycle won't advance unless the required part is loaded.
- Sequence enforcement: The workstation requires the critical step before release.
- Tooling feedback: A process check confirms the operation happened as intended.
Plants that improve these fundamentals usually see broader gains in flow, labor stability, and line confidence. That's also why mistake-proofing belongs inside broader lean manufacturing process improvement, not as a standalone add-on.
The mindset that actually works
The wrong way to approach poka yoke is to ask, “What sensor can we add?” The better question is, “How can we redesign the work so the mistake doesn't fit, doesn't start, or doesn't pass?”
That sounds simple because it is. But simple doesn't mean superficial. It means solving the problem at the source. In plants that do this well, quality stops being a sorting activity and becomes part of the machine, fixture, and method itself.
Identifying and Classifying Potential Errors
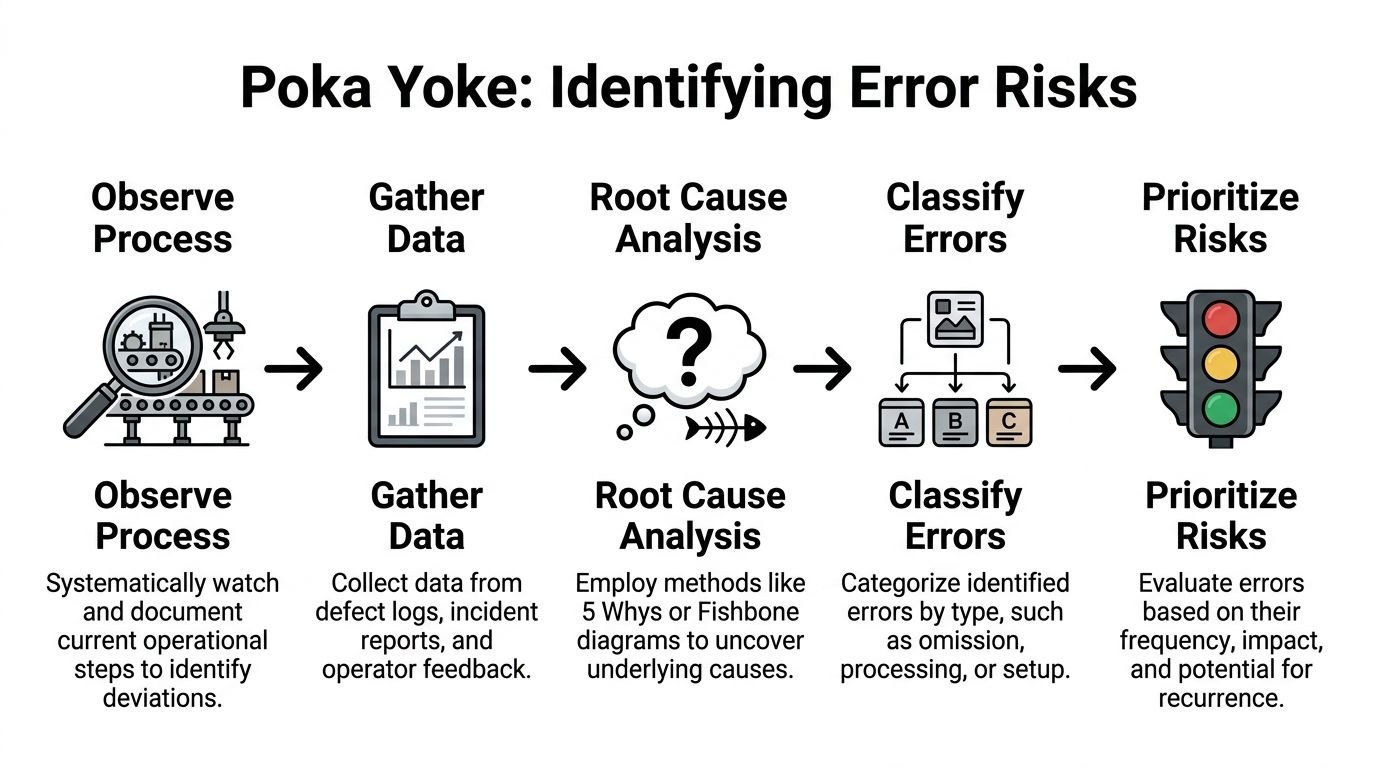
The hardest part of mistake-proofing usually isn't building the device. It's defining the actual failure mode. Teams often start with the visible defect, but that's only the symptom. The better target is the exact process step where the mistake becomes possible.
That means watching the work directly. Stand at the station. Follow the operator's hand motions. Check the incoming parts, fixture geometry, sequence, and handoff to the next step. In semi-automatic systems, small mismatches between human action and machine expectation are where most recurring errors hide.
Start with 5 Whys at the station
The 5 Whys method works best when it stays concrete. Don't run it from a conference room. Run it from the process.
A simple example:
- Defect found: wrong component installed in an assembly.
- Why? The operator picked the wrong part bin.
- Why? Two similar parts were stored side by side.
- Why? The workstation layout was built around convenience, not error prevention.
- Why? No one reviewed the station for selection risk during setup.
- Why? The launch checklist focused on output and cycle time, not human-factor failure points.
Now the problem is clear. This isn't an operator discipline issue. It's a workstation design issue.
When teams take this approach seriously, they usually uncover risks before they show up in scrap reports. A structured automation risk assessment helps prioritize which of those risks deserve fixture changes, controls, or sequencing logic.
Classify the error before choosing the fix
Not all errors deserve the same type of poka yoke. Classifying them keeps the solution practical.
| Error type | Typical shop-floor example | Good first response |
|---|---|---|
| Setup error | Wrong tooling or recipe loaded | Interlock, keyed setup, selection confirmation |
| Missing part | Assembly advances with a component omitted | Presence check, fixed-count method, part nest |
| Wrong part | Similar component installed | Keyed fixture, segregated feed, contact method |
| Processing error | Step incomplete or parameter missed | Motion-step control, cycle completion check |
| Orientation error | Part loaded backward or upside down | Asymmetric nest, guide pin, shape-based contact method |
Many plants overcomplicate the project by seeing an error and jumping to a vision system or PLC-heavy control package. Sometimes that's justified. Often it isn't.
The root cause should decide the technology. Not the other way around.
Prioritize by recurrence and consequence
Some errors are annoying. Others are expensive, unsafe, or compliance-sensitive. Those should move first.
Use a short triage lens:
- Frequency: Does this happen repeatedly or only under unusual conditions?
- Impact: Does it create scrap, downtime, rework, or escape risk?
- Containment difficulty: Can you catch it easily later, or does it travel?
- Operator burden: Does the current process rely too much on memory and vigilance?
Good poka yoke manufacturing starts with disciplined observation. If you skip that, even a well-built fixture can solve the wrong problem.
Choosing the Right Mistake-Proofing Technique
Once the failure mode is clear, the next decision is technical, not philosophical. What's the simplest mechanism that will reliably stop or expose the error?
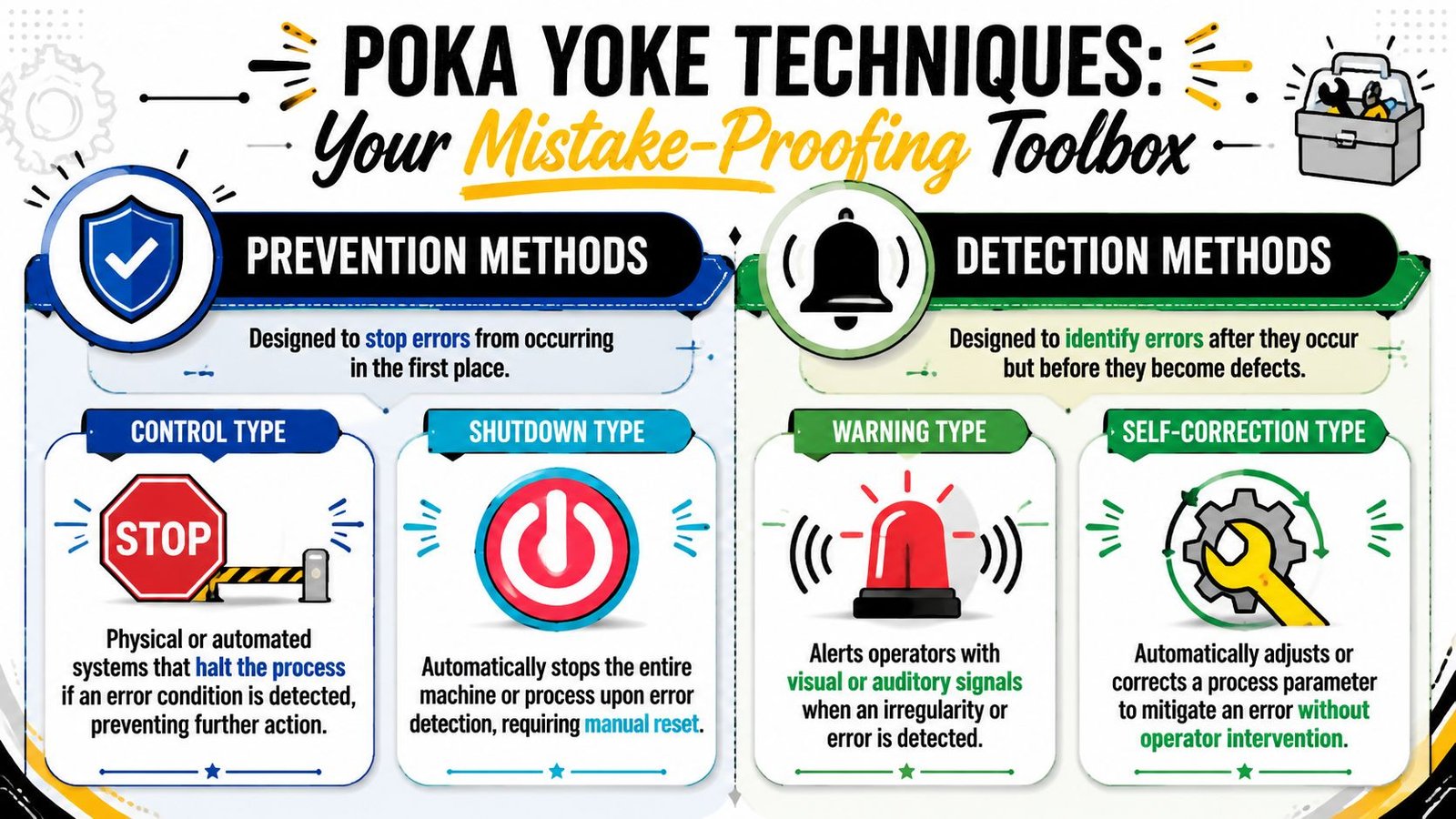
That answer usually falls into one of two camps. Prevent the mistake from happening, or detect it early enough that it never becomes a shipped defect. Both have a place. They don't carry the same reliability.
Control first, warning second
Poka Yoke devices are functionally categorized into two types: Shutdown or Control systems that immediately stop the process when an error occurs, and Warning systems that alert operators via buzzer or light without necessarily halting production. Shutdown types provide the highest reliability while Warning types maintain flexibility, as described in the Lean Enterprise Institute glossary entry on poka-yoke.
That distinction matters on the floor.
| Method | Best use | Strength | Trade-off |
|---|---|---|---|
| Shutdown or Control | Critical quality or safety risks | Prevents continuation under error condition | Can reduce flexibility if poorly tuned |
| Warning | Lower-risk deviations or operator-guided processes | Easier to add without major machine changes | Depends on human response |
If a missed step creates a serious defect or safety issue, use control logic or a physical block. If the process needs operator judgment and variation is acceptable, a warning layer may be enough.
Mechanical beats clever more often than people expect
In fixture design, elegant usually means obvious. A guide pin, hard stop, asymmetrical pocket, go or no-go feature, or color-matched loading point can outperform a more complex electronic design because it's visible, durable, and easy to maintain.
A practical selection sequence looks like this:
- Eliminate the error path with fixture geometry if possible.
- Prevent the action with an interlock or sequence block if geometry alone won't do it.
- Detect the condition with a sensor, switch, or check if prevention isn't feasible.
- Warn the operator only when a hard stop would create more disruption than value.
This is especially important in semi-automatic systems where budget, serviceability, and cycle time all matter. Overbuilt controls often create nuisance faults. Then operators lose trust in the device.
Match the method to the error type
A practical way to choose is by error mechanics:
- Contact method: Best for physical differences such as shape, size, or orientation.
- Fixed-value method: Useful when a task requires an exact count of parts or actions.
- Motion-step method: Best when the sequence itself is the risk.
If a passive fixture can solve the problem, start there. A low-maintenance control that operators understand will usually outperform a complex one they have to work around.
Good mistake-proofing isn't about adding hardware everywhere. It's about using the minimum needed to get reliable control. That's how you protect budget and uptime at the same time.
Designing and Integrating Poka Yoke Solutions
A good poka yoke idea can still fail in implementation. The common gap is that teams prove the concept in a clean test, then install it into a real line with part variation, shift changes, operator differences, and production pressure. That's when weak designs start nuisance stopping or missing actual faults.
The strongest solutions are built into the station itself.

Expert technical specifications reveal that success rates are maximized when error-proofing mechanisms are embedded directly into the physical design of tooling and fixtures. A common operational pitfall is the failure to validate proof of concept under real-world conditions, which can lead to process stoppages or missed defects, as noted by SEA technical guidance on poka yoke integration.
Build the control into the hardware
In semi-automatic equipment, the most stable design often comes from fixture-led control. Instead of asking the operator to align, count, or remember, the tooling carries that burden.
That can include:
- Keyed nests: Only the correct part orientation seats fully.
- Part-present confirmations: The machine cycle won't start unless the load condition is correct.
- Mechanical guides: The operator is naturally guided into the right motion.
- Tooling interlocks: The next step is unavailable until the critical condition is met.
This approach does two things. It reduces dependence on attention, and it keeps the process intuitive for new operators.
Validate under production conditions
Bench testing isn't enough. Validation has to include realistic conditions:
| Validation check | Why it matters |
|---|---|
| Material variation | Parts rarely arrive perfectly identical |
| Operator variation | Different users load, press, and react differently |
| Speed variation | A station can behave differently at production pace |
| Wear and contamination | Dust, burrs, and wear can change sensor or fixture behavior |
A practical review should include good parts, bad parts, borderline parts, and deliberate misuse. If a poka yoke can't survive normal variation, it isn't ready.
Here's a useful reference video on the broader mistake-proofing mindset in manufacturing:
Operator adoption is part of the design
A solution that frustrates the operator won't stay effective. That's true even when the engineering logic is sound.
Focus on three practical questions:
- Is the correct action obvious?
- Can the station be loaded and cleared without awkward motion?
- Will a false trigger make the operator distrust the device?
A poka yoke that works only when everything is clean, slow, and ideal isn't production ready.
The best integration work treats the fixture, controls, ergonomics, and operator training as one system. That's what keeps the mechanism useful after commissioning, not just during acceptance testing.
Meeting Compliance in GMP-Regulated Environments
In GMP-regulated manufacturing, mistake-proofing does more than improve quality. It supports controlled, repeatable execution. That matters in medical device production, where a loosely managed manual step can create both product risk and documentation risk.
Poka yoke fits well in that environment because its logic aligns with what regulated systems already require. Repeatability. Traceability. Clear process intent. Reduced reliance on memory.
Why poka yoke supports GMP discipline
The technique operates on six distinct principles, including Elimination and Prevention, which allow managers to redesign workflows where errors cannot occur. That's especially important for medical device manufacturers that need process consistency, according to Clairon Metals on poka-yoke principles in manufacturing.
In practical terms, that means a compliance-minded poka yoke should help answer questions like these:
- Was the critical step forced or verified?
- Is the method repeatable across operators and shifts?
- Can the design intent be documented and validated?
- If the device changes, is change control straightforward?
For teams working in regulated settings, it helps to anchor the project inside broader GMP manufacturing requirements and controls, not treat the fixture or interlock as a side improvement.
What regulators and auditors will care about
A well-designed poka yoke in a GMP environment should be easy to explain and easy to verify.
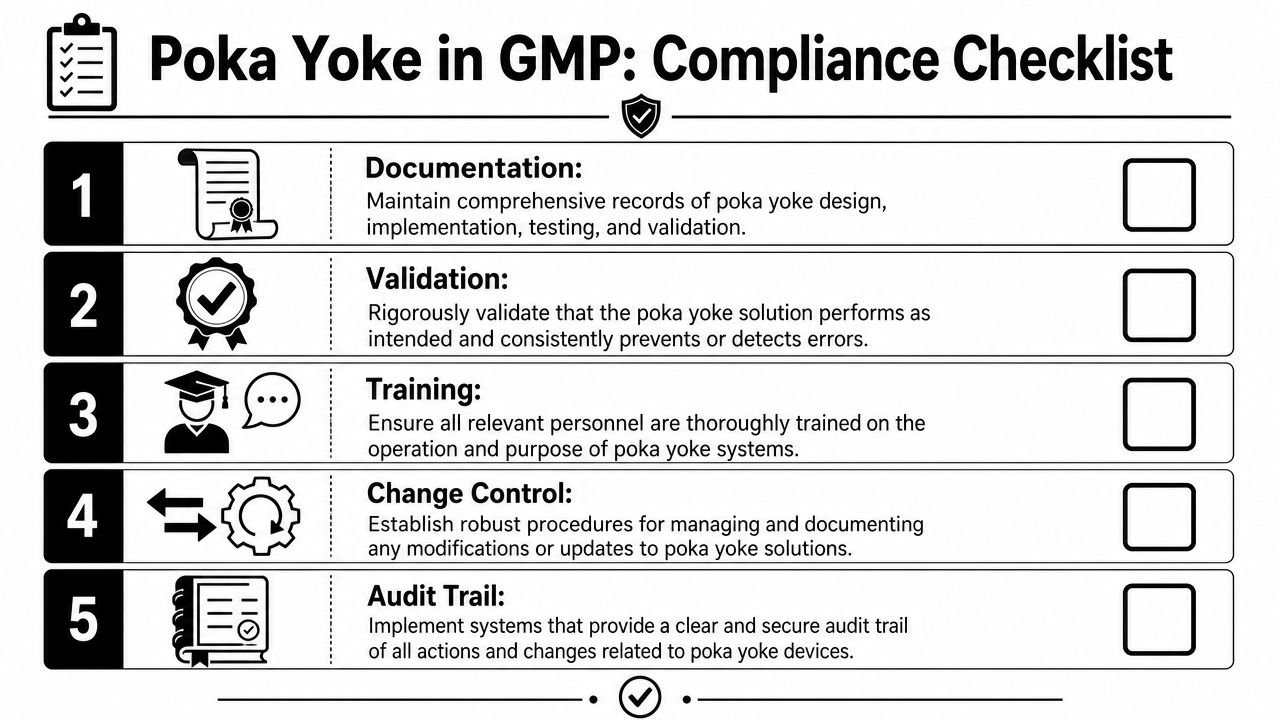
The checklist below keeps projects grounded:
- Documentation: Record the design intent, risk addressed, and operating logic.
- Validation: Confirm the solution performs as intended under expected conditions.
- Training: Make sure operators understand both the action and the reason behind it.
- Change control: Any modification to tooling, sensors, or software needs controlled review.
- Audit trail: If the system generates records or status data, keep them clear and retrievable.
Common compliance mistakes
The most frequent issue isn't that the concept is wrong. It's that the implementation is informal.
A few examples:
| Weak practice | Better practice |
|---|---|
| Adding a fixture change without updating documents | Tie the change to formal change control |
| Relying on operator habit for a critical step | Force or verify the step through the method |
| Validating only ideal parts | Challenge the device with expected process variation |
| Training once at launch | Rebuild training into onboarding and revision control |
In regulated production, the strongest poka yoke is the one that improves process capability and stands up to review. If the control can't be explained, validated, and maintained, it isn't finished.
Measuring ROI and Driving Continuous Improvement
Most operations managers don't need a lecture on quality. They need a defensible reason to approve the fixture, station upgrade, or control change. That means poka yoke manufacturing has to be tied to operating results, not just good intentions.
The business case is usually stronger than people think because mistake-proofing affects several cost buckets at once. Scrap is the obvious one. Rework labor, downtime, delayed shipments, supervision time, and customer containment often matter just as much.
The numbers that matter
Statistical studies demonstrate that implementing poka-yoke techniques significantly reduces defect rates. Companies adopting poka-yoke reported up to a 50% decrease in defects, a 30% increase in production efficiency, and a 35% reduction in error rates, according to FlowFuse on poka-yoke results in manufacturing.
Those aren't reasons to buy technology blindly. They are reasons to measure the right before-and-after indicators on your own line.
Track the basics first:
- First-pass yield: Are more parts moving through without touch-up?
- Defect rate: Is the targeted error disappearing?
- Rework hours: Are technicians and operators spending less time on correction?
- Scrap cost: Has material loss dropped?
- Cycle stability: Has the process become more consistent shift to shift?
A practical ROI formula
You don't need a complicated model. Start with this:
ROI = (Annual savings from reduced scrap, rework, downtime, and labor disruption minus total project cost) / total project cost
Annual savings can include things like avoided rework labor, reduced quality holds, fewer line interruptions, and lower warranty exposure if the error had escape potential. Total project cost should include design, fabrication, controls, installation, and validation.
A simple decision table helps:
| If the proposed poka yoke will… | Then the project likely deserves attention |
|---|---|
| Remove a frequent recurring error | High priority |
| Protect a critical quality characteristic | High priority |
| Reduce manual inspection burden | Strong candidate |
| Add major complexity for a rare issue | Recheck the design approach |
Field advice: Don't build the ROI around one metric only. The best projects usually save money in three or four places at once.
Continuous improvement keeps the gain from fading
A fixture or interlock isn't permanent just because it was approved once. Parts change. Operators find workarounds. Cycle expectations move. New failure modes appear.
That's why the follow-up matters:
- Review the target defect regularly.
- Check for false triggers or bypass behavior.
- Confirm the station still matches the current process.
- Update standard work and training when revisions happen.
The strongest poka yoke projects aren't flashy. They become part of normal production. The error stops recurring, the line runs cleaner, and people stop talking about the problem because it no longer owns their day.
If you're weighing custom fixtures, semi-automatic workstations, or a broader production upgrade, System Engineering & Automation helps manufacturers choose the right level of automation for the actual problem, not the most expensive one. SEA builds cost-effective manufacturing solutions to optimize production and services, with practical engineering support from concept through commissioning for custom tooling, fixtures, controls, and GMP-aware equipment.