
Your schedule says one thing, your order mix says another. A machine that ran the same part all week now needs three changeovers in one shift. Quality wants tighter control. Maintenance wants fewer surprises. Finance wants better output without signing off on a giant automation project.
That's usually the practical context behind the question what is flexible manufacturing system. Most plant managers aren't looking for a textbook definition. They're looking for a practical way to run more product variation, in smaller batches, with less disruption and less manual firefighting.
A flexible manufacturing system, or FMS, is best understood as a way to build adaptability into production. It combines programmable equipment, part movement, and centralized control so the floor can respond to product changes without grinding to a halt. The important point for small and mid-sized manufacturers is that flexibility doesn't have to mean a lights-out factory. In many plants, the smartest move is a semi-automated middle ground that improves flow, quality, and labor use one cell at a time.
Table of Contents
- The Challenge of High-Mix Manufacturing
- The Core Components of a Flexible Manufacturing System
- Beyond the Buzzwords The Real-World Benefits of FMS
- Finding the Right Fit FMS vs Other Automation
- Starting Your FMS Journey Practical First Steps
- Is a Flexible System Right for Your Production Floor
The Challenge of High-Mix Manufacturing
High-mix production exposes every weakness in a plant. Changeovers eat hours. Operators walk too much. WIP piles up between stations because one process can't keep pace with the next. A line that looks efficient on paper becomes fragile as soon as product variety increases.
That's why many operations managers start asking what is flexible manufacturing system only after they've hit a limit with manual coordination. The issue usually isn't a lack of effort. It's that people are being asked to provide flexibility that the equipment and process design don't support.
A common pattern looks like this:
- Product variety expands: Sales adds variants, packaging formats, or customer-specific requirements.
- Setup pressure grows: Each change creates more tool swaps, fixture changes, parameter adjustments, and first-article checks.
- Output becomes harder to predict: One delayed station throws off the whole schedule.
- Labor gets pulled into low-value work: Skilled operators spend too much time loading, moving parts, and recovering from avoidable interruptions.
For many plants, the first reaction is to think in extremes. Either stay largely manual and absorb the inefficiency, or jump straight to a fully automated line. That binary view causes good projects to stall.
Practical rule: If your biggest pain is frequent switching between products, the answer usually isn't “more labor” or “full automation.” It's better coordination between equipment, handling, and controls.
Modern manufacturing strategy has been moving in this direction for years. A useful overview of smart manufacturing strategies for competitive production reflects the same shift. Plants need systems that can adapt without rebuilding the floor every time demand changes.
In practical terms, FMS is less about buying a giant system and more about removing the penalties of variety. If your plant runs short batches, multiple SKUs, or regulated products with strict process discipline, flexibility becomes an operational requirement, not a luxury.
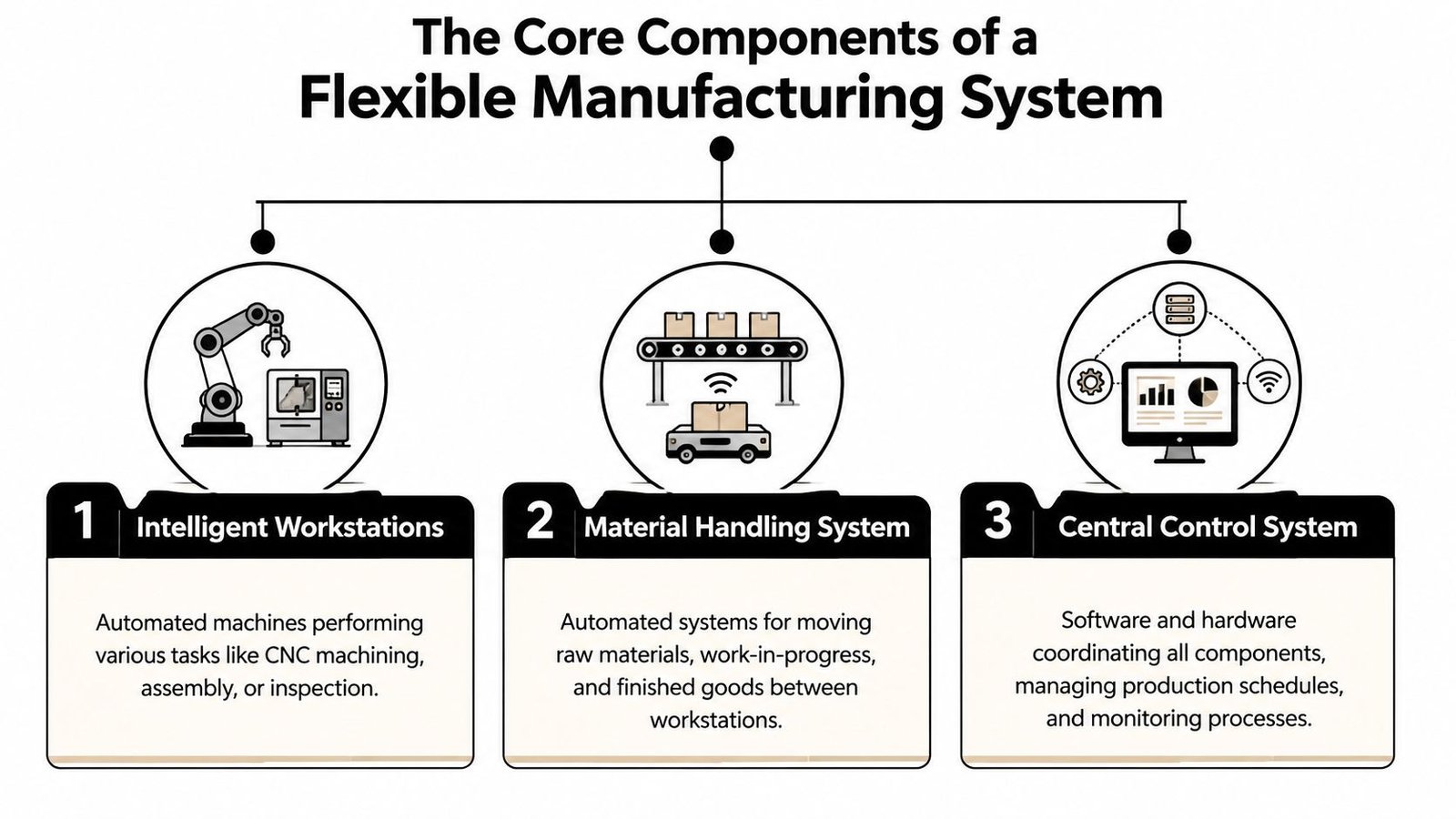
The Core Components of a Flexible Manufacturing System
A flexible manufacturing system works only when equipment, part movement, and control logic are built to support each other. If one piece is weak, the whole setup starts acting like a collection of disconnected assets instead of a coordinated production system.
According to Global Insight Services on the flexible manufacturing systems market, the Flexible Manufacturing System is an integrated production setup combining computer-controlled machinery and automated material handling. That definition is useful because it keeps the focus on integration, which reduces the cost of running mixed products through the same floor.
What makes a system flexible
The first component is the workstation layer. In practice, that means CNC machines, robot-assisted assembly cells, inspection stations, packaging equipment, or other process stations that can switch between part families without hours of teardown and trial runs. For many small and mid-sized plants, this does not require buying the most advanced machine on the market. It usually means choosing equipment with repeatable tooling, stored recipes, quick fixture change, and enough programmability to handle planned variation.
The second component is material handling. Parts need a defined path between operations, with consistent presentation at each station. That can be a simple pallet conveyor, a cart-and-rack transfer system with barcode checks, or a more automated approach using AGVs or buffer storage. The right choice depends on volume, floor space, and product mix. A semi-automated handling setup often gives better ROI than a fully automated one because it removes wasted motion without forcing the plant into a high-cost layout that is hard to change later.
The third component is the control layer. This is what coordinates routing, machine status, queue priority, recipe selection, and traceability signals. Plants evaluating automation and control systems for integrated production usually find that this is the point where flexibility either becomes repeatable or stays dependent on operator memory and schedule firefighting.
A practical FMS does not need full lights-out automation.
In many cases, the most effective system sits in the middle ground. A shop might keep operators at load and unload points, use programmable workstations for repeatability, add controlled part transfer between bottleneck steps, and tie it together with a control system that manages jobs and validates the right process at the right machine. That approach lowers changeover pain and scheduling disruption without the capital cost and integration risk of automating every move on day one.
The three core elements break down like this:
| Component | What it does on the floor | What to look for |
|---|---|---|
| Intelligent workstations | Run machining, assembly, inspection, or packaging tasks across a defined product family | Recipe storage, quick change tooling, repeatable setup, operator-friendly interfaces |
| Material handling system | Move parts, trays, or pallets between steps in a controlled sequence | Consistent presentation, low transfer delays, scalable layout, appropriate level of automation |
| Central control system | Coordinate routing, status, timing, and production rules | Real-time visibility, job tracking, traceability, and the ability to adjust priorities without manual workarounds |
The payoff is straightforward. The plant gains a system that can absorb product variation with less downtime, less manual chasing, and fewer surprises when the schedule changes.
Beyond the Buzzwords The Real-World Benefits of FMS
The value of FMS shows up when it solves a pain you already have. If the floor is losing time to changeovers, waiting, hand-carrying, rechecking, and rescheduling, flexibility has direct economic value.

One of the clearest advantages is flow. An integrated system can keep parts moving even when priorities change. The result isn't just convenience. It's better asset use and fewer lost production hours.
Where the gains actually show up
The strongest business case usually comes from four areas:
- Changeover control: Programmable routing, recipe management, and repeatable fixtures reduce the disruption of switching products.
- Better throughput: Parts spend less time waiting for the next available operation.
- More consistent quality: Automated handling and process control reduce variation introduced by manual transfer and setup differences.
- Lower inventory pressure: When smaller batches are easier to run, you don't need to build as much stock just to protect the schedule.
A widely cited operational benchmark from 6Sigma on flexible manufacturing systems states that an integrated FMS workflow can cut operational inefficiencies by 50-75% and boost throughput by up to 40% by dynamically sequencing production paths. That matters because those improvements come from better coordination, not only from faster machines.
Managers evaluating automation often benefit from a grounded look at why automation is more than just a cost. Its return often comes from recovered capacity, fewer interruptions, and more predictable production.
Why regulated production benefits faster
In medical device and similarly controlled environments, flexibility has to coexist with discipline. You can't gain speed by introducing process ambiguity. That's where a well-designed FMS helps. It embeds the sequence, handling path, and control logic into the process itself.
That supports traceability and reduces variation between runs. It also makes operator tasks clearer. Instead of relying on memory and handoffs, the system defines what should happen, in what order, and under what conditions.
A quick visual helps show how that coordination works in practice.
Better flexibility doesn't mean looser control. In good production systems, it means the opposite. The process can adapt because the rules are built in.
What doesn't work is adding isolated automation without fixing flow. A fast robot feeding a disorganized downstream step just creates a different bottleneck. FMS delivers when the system is designed around the whole path, not a single impressive machine.
Finding the Right Fit FMS vs Other Automation
The hardest mistake to fix is choosing the wrong automation style for the production profile. Some plants buy highly dedicated equipment for a product mix that changes too often. Others keep critical work manual long after variation and volume justify a more structured approach.
That's why it helps to think of automation as a spectrum, not a single choice.

Three common approaches on the shop floor
Dedicated automation works best when the product stays stable and volume is high. It can be extremely efficient, but only when the process doesn't need to pivot often. If design changes, packaging changes, or batch sizes move around, the line starts fighting the business.
Mostly manual production with smart tooling is the other end of the range. This can still be a solid choice for low volume or frequent engineering change. Good fixtures, poka-yoke devices, bench-level controls, and operator guidance can go a long way. The downside is that labor carries the burden of flexibility, and that burden gets expensive and inconsistent over time.
Semi-automated or modular FMS sits in the middle. This approach automates the repetitive, time-sensitive, or quality-critical parts while keeping the line configurable. Instead of one giant system, you build capability around cells, stations, and handling paths that can expand later.
Here's the comparison in plain terms:
| Approach | Best fit | Main strength | Main weakness |
|---|---|---|---|
| Dedicated automation | Stable, high-volume production | Excellent repeatability and output | Poor adaptability to frequent change |
| Manual with tooling | Low volume, frequent engineering revision | Low initial complexity | High dependence on labor and supervision |
| Semi-automated modular FMS | High mix with recurring families of work | Balance of flexibility and control | Requires disciplined system design |
Why the middle ground often wins
A major problem in industry content is that FMS is often presented as a full-scale automation project. Yet ARRK's discussion of flexible manufacturing system gaps notes a knowledge gap for SMEs and points out that 60%+ of manufacturers have fewer than 500 employees, making scalable hybrid systems especially relevant.
That matters because many plants don't need a massive automated line. They need a better answer for repeatable loading, controlled transfer, in-process checks, or quick change fixture strategy.
On the floor: The best system is usually the one that removes the most expensive friction first.
What works well in small and mid-sized plants is a modular mindset:
- Automate the repetitive handling first: Loading, unloading, transfer, and orientation are often easier to standardize than the core process itself.
- Keep change parts simple: Tooling should support product families, not one-off hero builds that only one technician understands.
- Use controls to standardize decisions: Basic PLC logic, interlocks, and status visibility often deliver more value than adding another standalone machine.
- Leave room to expand: If a single cell proves itself, then connect it to the next step.
What doesn't work is buying for the brochure. A plant with unstable part presentation, weak fixture discipline, or poor upstream consistency won't become flexible by installing advanced robotics alone. In those situations, a smaller semi-automated cell often beats a larger, overbuilt system because it fits the actual process.
Starting Your FMS Journey Practical First Steps
Most successful FMS projects don't start with a blank-sheet factory. They start with one chronic bottleneck that keeps missing target. That could be machine tending, inspection transfer, tray handling, a packaging handoff, or a setup process that drags every product change.
The point is to start where lack of flexibility already costs you time.

Start with the bottleneck, not the dream state
A practical first pass usually looks like this:
Map one part family
Don't model the whole plant first. Pick a product family with recurring demand and obvious pain points. Look at where operators wait, walk, rehandle parts, or perform setup adjustments that should be engineered out.
Separate value-add work from support work
If your best operator spends hours loading parts, carrying trays, or restarting the same sequence, you've found a candidate for semi-automation.
Standardize interfaces
Before adding robotics or conveyors, fix how parts are presented, clamped, scanned, or released. Flexible systems depend on repeatable inputs.
Add controls before complexity
A simple PLC sequence, part presence sensing, or interlocked transfer can stabilize a station faster than a large mechanical redesign.
Scale from one working cell
Once one station runs reliably, connect it to the next operation. That's how a flexible cell becomes a flexible line.
What a phased buildout looks like
One sensible entry point is a single robotic tending station connected to an existing process. The target isn't to automate everything around it. The target is to remove manual repetition at the point where it hurts most.
According to Wikipedia's overview of flexible manufacturing system implementations, modular FMS implementations such as starting with a single robotic tending station can reduce manual labor for that task by 30-50% and deliver ROI within 18-24 months. Those are useful benchmarks because they support a phased approach instead of an all-at-once bet.
A staged rollout often includes elements like these:
- Single-station tending: A robot loads and unloads a CNC machine, press, or inspection fixture while the operator supervises more than one process.
- Dual-machine connection: Two existing machines are linked with simple transfer and control logic so one operator doesn't have to babysit both.
- Quick-change tooling and fixtures: The process stays partly manual, but setup becomes repeatable and much faster to execute.
- Integrated inspection checkpoint: Vision or gauging is built into flow so suspect parts are isolated early rather than discovered downstream.
Field lesson: Plants get better results when they treat the first cell as a template. Build documentation, alarm logic, changeover method, and maintenance access properly once. Then reuse that structure.
What doesn't work is trying to automate around an unstable method. If operators still need to “feel” whether a part is seated correctly, or if setup depends on a veteran technician's judgment, fix that first. Flexible systems need stable foundations. Otherwise you only automate the confusion.
Is a Flexible System Right for Your Production Floor
Not every plant needs a full flexible manufacturing system. Some need better fixtures. Some need cleaner routing and controls. Some need one semi-automated cell that removes the daily bottleneck. The right answer depends on where your current process breaks under variation.
For regulated industries, the decision has another layer. In medical device manufacturing, flexibility has to support validation, traceability, and process consistency. That's one reason MetaStat Insight's flexible manufacturing system market analysis describes FMS as a GMP-aware foundation for plant engineers and quality leaders, especially in medical devices, enabling safe, high-throughput semi-automated lines without the risks of over-automation.
Questions worth asking before you invest
If you're assessing fit, start with the production realities you already know:
- Are changeovers disrupting the schedule? If every product switch creates lost hours, your process may need more built-in flexibility.
- Is product mix expanding? More SKUs and more variants usually expose handling and setup weaknesses quickly.
- Are skilled operators tied up with repetitive loading or transfer work? That's often the easiest place to justify a first automation step.
- Do quality issues appear during handoffs between operations? Controlled movement and better sequencing can reduce those errors.
- Are smaller orders hard to run profitably? Flexible cells are often easier to justify than larger dedicated lines when batch sizes vary.
A good answer is the right level of automation
The best outcome isn't maximum automation. It's the right level of automation for your product mix, labor reality, floor space, quality requirements, and budget.
That may mean a modular cell with robotic tending and quick-change fixtures. It may mean connecting two machines with simple handling and controls. It may mean building a semi-automated line that keeps people in the loop where judgment still matters and automates the work that doesn't.
If you've been asking what is flexible manufacturing system, the useful answer is this: it's a practical way to run a more adaptable production floor. And for most manufacturers, the most effective version isn't the biggest one. It's the one that solves the actual constraint without locking the plant into the wrong level of complexity.
If your team is weighing flexible, semi-automated, or custom production solutions, System Engineering & Automation can help you evaluate the right level of automation for your floor. SEA designs and builds cost-effective manufacturing systems, tooling, fixtures, controls, and scalable automation for manufacturers that need better throughput, quality, and flexibility without overbuilding the solution.









