A lot of manufacturing teams hit the same wall at the worst possible time. The product is approved, demand is real, and leadership wants output. But the equipment build, assembly, and handoff still sit between the plan and actual production. That's where schedules slip, quality problems show up late, and internal teams get pulled into firefighting instead of ramp-up.
In that moment, an assembler of machinery shouldn't be treated like a line item for labor. The right partner acts more like an extension of manufacturing engineering, controls how the build comes together, and catches problems while they're still cheap to fix. That shift in mindset matters whether you're launching a new machine, rebuilding a station, or trying to stabilize a process that never performs the same way twice.
Table of Contents
- The Production Challenge Only the Right Partner Can Solve
- What a True Assembler of Machinery Does
- The End-to-End Machinery Assembly Lifecycle
- Essential Qualities of a High-Value Assembly Partner
- Evaluating Partners Cost Timelines and Red Flags
- Real-World Examples from Manufacturing and Medical Devices
- Turning Your Assembly Partner into a Production Asset
The Production Challenge Only the Right Partner Can Solve
A familiar situation looks like this. Your team has drawings, a target date, and a process that works in theory. Then the machine build starts, and significant questions appear. Are the parts arriving in a sequence that supports assembly, or just purchasing? Will the fixture hold alignment the way the print assumes? Who decides what gets checked before the machine reaches final test?
Weak assembly support is quickly exposed. A shop can bolt together frames, mount components, and wire a panel, but still leave you with a machine that consumes startup time because nobody managed fit, sequence, inspection, and functional verification as one connected job.
A strong machinery assembly partner changes the outcome because they think like operators and engineers at the same time. They don't just ask, “Can we assemble it?” They ask whether the build can be repeated, whether the clearances can be verified on the floor, whether maintenance can access wear parts, and whether an electrical change will force a mechanical rework later.
The cheapest quote often becomes the most expensive project when the partner treats assembly as labor instead of controlled execution.
That's especially true when your line is already under pressure. If an existing station is the bottleneck, the wrong partner can preserve the original problem while making it look newer. If you're launching a new product, poor assembly discipline pushes risk downstream into debug, validation, and operator training.
The practical shift is simple. Don't buy “machine assembly” as a commodity. Buy a partner that can absorb drawings, tolerances, controls intent, and production constraints, then return a machine or station that enters commissioning with fewer surprises.
What a True Assembler of Machinery Does
A machinery assembly partner earns its value long before final startup. The job is to turn an engineering package into equipment that goes together in a controlled way, holds tolerance under real shop conditions, and reaches commissioning with fewer avoidable problems.
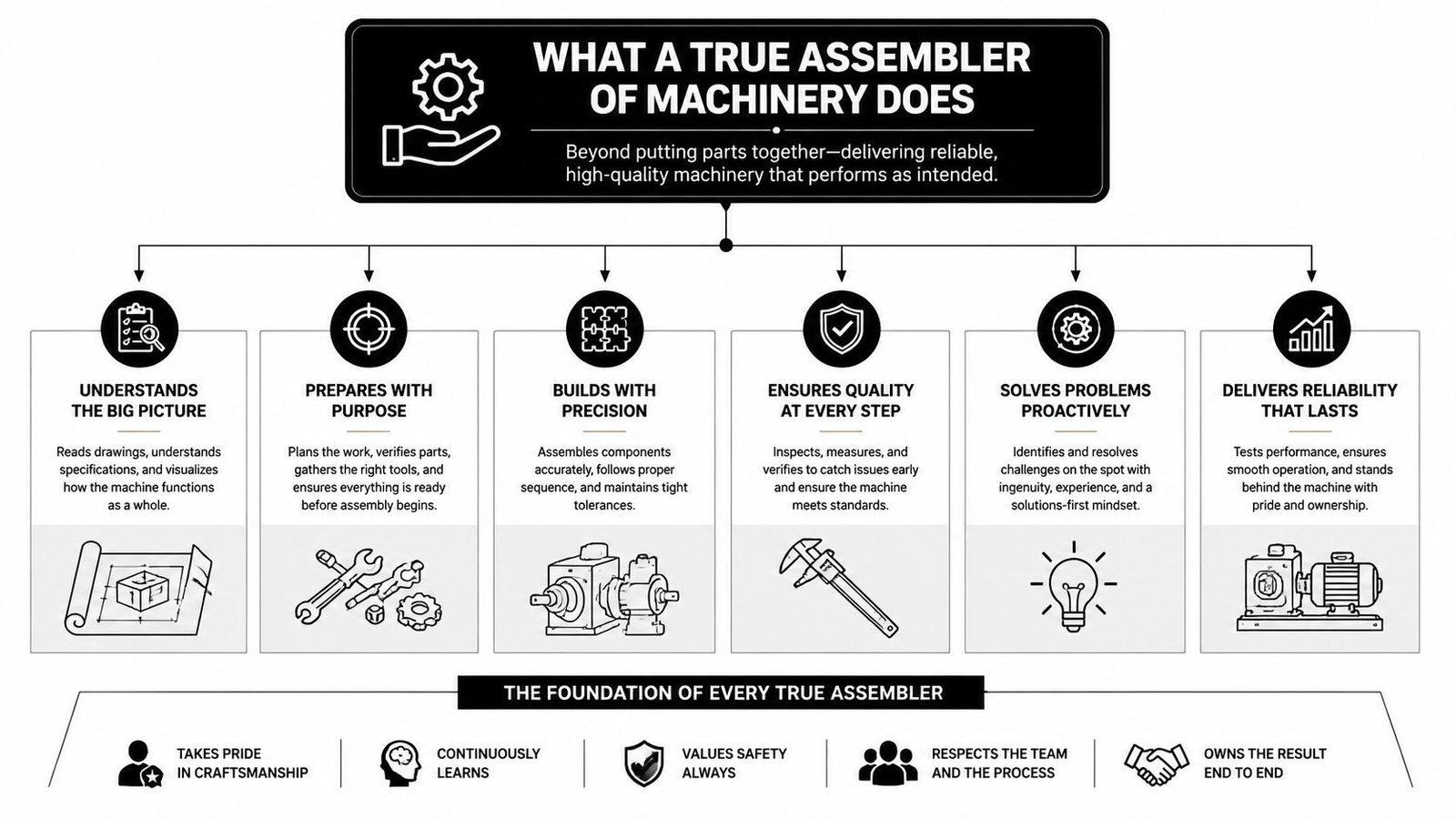
Assembly is controlled execution
The international occupational classification describes machinery assembly as work that combines prefabricated parts into subassemblies and finished equipment while reviewing work orders, specifications, diagrams, and drawings, then inspecting and testing completed assemblies and rejecting faulty components, as outlined in the occupational description for machinery assemblers. For a manufacturing manager, that definition matters because it points to the core service being purchased. You are not buying labor hours alone. You are buying control over sequence, fit, verification, and handoff quality.
That distinction shows up fast on the floor.
A partner can install hardware correctly and still create trouble if the build sequence traps access to a valve bank, cable routing interferes with maintenance, or rail alignment is left to operator feel instead of measurement. Experienced assembly teams catch those issues during the build, when correction is still cheap.
Manufacturers that need tighter coordination between mechanical build, controls, and startup planning often also look at how an automated systems integrator streamlines operations, because assembly quality and integration quality affect the same production outcome.
What competent partners control during the build
High-value partners treat the build as a managed production process. They establish checkpoints, document deviations, and verify critical conditions before the machine is closed up and pushed downstream.
In practice, that usually includes:
- Revision control: Build teams work from current drawings, released bills of material, and approved change notes.
- Incoming part review: Components are checked for damage, substitution issues, missing hardware, and feature mismatches before installation starts.
- Datum and alignment control: Frames, rails, drives, guarding, and tooling are positioned from known references instead of visual judgment alone.
- In-process verification: Torque checks, clearance checks, sensor placement, and subassembly inspections happen during the build, not only at the end.
- Functional confirmation: Motion ranges, interlocks, basic I/O response, and mechanical travel are verified before final runoff.
Those activities protect schedule as much as quality. A missed spacer, reversed cylinder mount, or poorly supported cable bundle can consume hours in debug and create rework that spreads into controls, validation, and documentation.
The practical takeaway is simple. A true assembler of machinery does more than build what engineering intended. The partner verifies, records, and resolves whether the machine on the floor matches that intent well enough to support production.
The End-to-End Machinery Assembly Lifecycle
Most equipment problems don't start at startup. They start much earlier, when responsibilities are unclear and checkpoints are skipped. A disciplined assembly lifecycle prevents that by making each stage observable and reviewable.
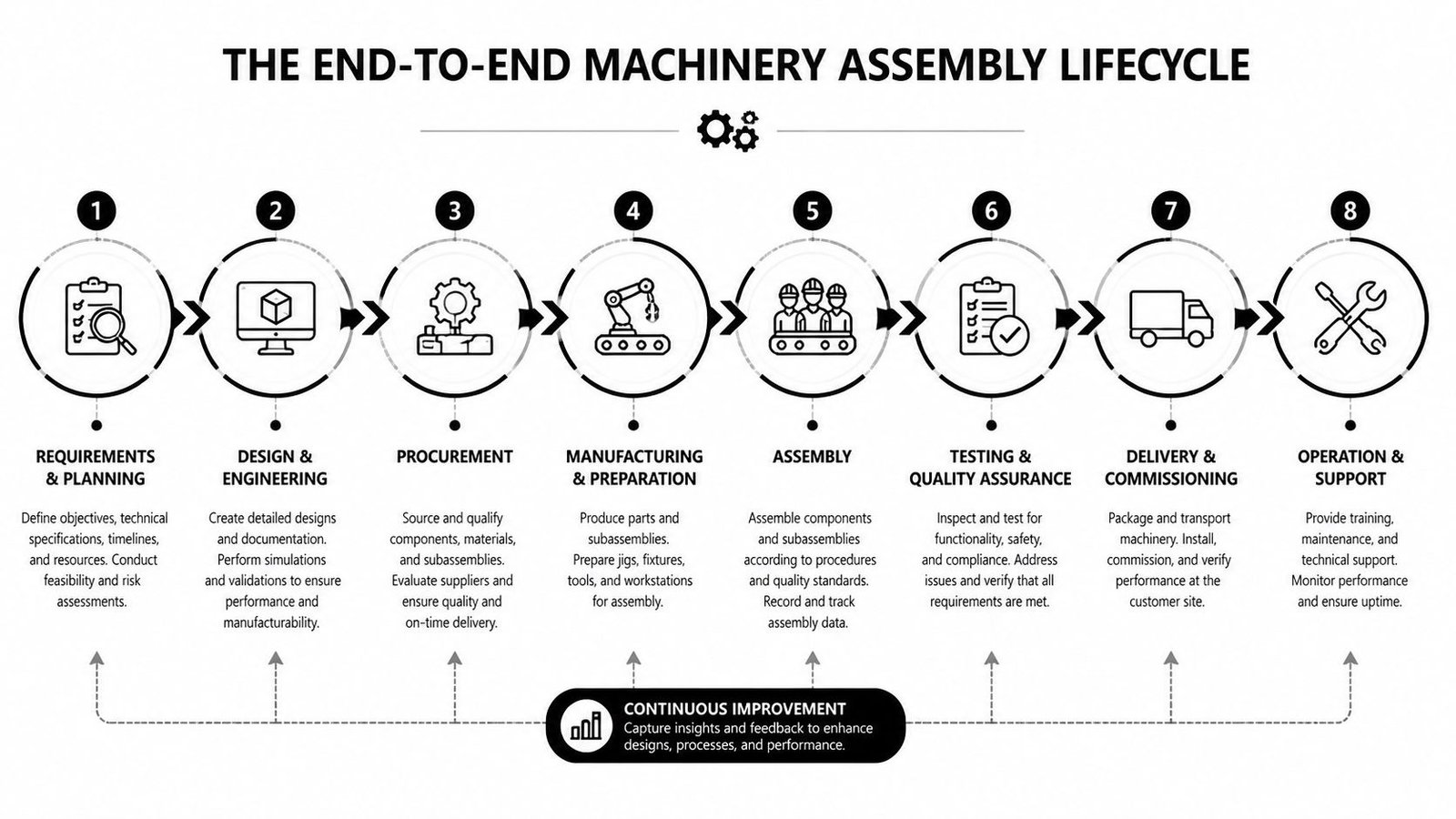
From design handoff to build readiness
The first stage is design handoff and package review, during which the partner checks mechanical drawings, electrical packages, bills of material, revision status, and any open engineering questions. If this review is rushed, the assembly floor becomes the place where unresolved design issues get discovered.
Next comes tooling, fixture, and material readiness. Build quality depends heavily on how parts are presented and held. If the fixture doesn't repeat, the assembler can't repeat either. If purchased components arrive with substitutions or missing accessories, the build sequence gets broken and improvised.
After that, the project moves into subassembly and frame build. During this phase, experienced partners create stability in the process. They don't just complete pieces. They establish datums, mounting references, cable paths, and mechanical relationships that make later integration smoother.
Practical rule: If your partner can't tell you where the critical inspection points are before assembly starts, they're planning to find quality issues after the fact.
One independent assembly guide stresses that effective machinery assembly plans should define critical inspection points, alignment checks, torque verification, acceptance criteria, and engineering-change handling, as explained in this machine assembly planning guide. That guidance aligns with what experienced manufacturers already know. In-process quality control prevents rework better than late-stage correction.
Build integration test and startup
The next phase is mechanical and electrical integration. In this phase, wiring, pneumatics, sensors, controls hardware, guarding, and motion components stop being separate tasks and start acting like a system. Problems show up quickly if the mechanical build didn't leave room for cable routing, adjustment access, or service points.
Then comes test and factory acceptance preparation. A strong partner doesn't treat testing as a performance. They use it to prove the machine can repeatedly perform the required functions, with checks tied to what the machine must do in production. If your project includes formal run-off criteria, the details must be grounded in observable machine behavior. For teams building a more disciplined signoff process, it helps to define what belongs in factory acceptance tests.
A practical lifecycle usually includes these checkpoints:
- Package review completed with revisions confirmed.
- Materials and fixtures ready before major build activity begins.
- Critical subassemblies verified before final integration.
- Mechanical and controls integration checked as one system.
- Acceptance issues logged and closed before shipment or installation.
- Commissioning support planned so startup doesn't rely on guesswork.
The final stages are site commissioning and post-installation support. During these stages, machine assembly becomes production reality. Fine adjustments, operator interaction, utility conditions, and line interfaces all reveal details that may not have shown up in the shop. Partners who stay engaged through this phase reduce the handoff gap between “machine complete” and “machine productive.”
Essential Qualities of a High-Value Assembly Partner
A partner earns its value when the build gets messy. A print may be complete, but real assembly work still forces choices about fit, access, tolerance stack-up, wiring paths, adjustment points, and how the machine will be serviced six months after startup. The right assembler of machinery handles those choices in a way that protects output, quality, and startup time.
Basic technical skill is expected. If a partner cannot read prints, inspect to tolerance, align components, and assemble to specification, they should not be on the bid list. As noted earlier, standard machine assembler work includes blueprint reading, precision inspection, component alignment, and verification against specified clearances and tolerances.
What sets a high-value partner apart is control over the process, not just competence at the bench. Good partners build with repeatability in mind. They use documented methods, defined checkpoints, and inspection records that let you see whether the machine was assembled correctly, not just hear that it was.
A strong partner usually shows three traits early:
- Measurement discipline: They know when a tape measure or caliper is acceptable and when the job needs indicators, torque verification, go and no-go gauges, or a dedicated fixture.
- Build-sequence judgment: They understand that assembly order affects access, cable protection, alignment stability, and the amount of rework hidden inside a rushed build.
- System-level awareness: They make decisions with controls, maintenance, cleaning, operator use, and future troubleshooting in mind.
Those traits have direct financial consequences. Sequence mistakes create tear-down labor. Weak measurement practices create startup delays. Poor service access increases maintenance time and drives frustration long after the machine ships.
Project habits matter just as much as technical habits. I have seen capable shops lose weeks because revision control was loose and no one could confirm which assembly package was current. I have also seen average technical teams perform well because they ran a disciplined issue log, documented open questions, and forced decisions before the build moved too far.
High-value partners tend to be easy to audit because their work leaves a trail:
| Capability | What it looks like in practice | Why it matters |
|---|---|---|
| Communication | Regular status updates, visible open-item lists, clear ownership of decisions | Keeps schedule risk visible |
| Change control | Revision tracking, dated redlines, documented approval before rework | Prevents build errors and duplicate labor |
| Documentation habits | Assembly checklists, inspection records, punch lists, as-built notes | Improves handoff and future service |
| Problem solving | Raises fit, tolerance, or integration issues early, with practical options | Reduces late surprises |
| Production awareness | Builds for operator access, cleaning, maintenance, and uptime | Improves real plant performance |
Regulated industries raise the bar further. Medical device manufacturers, for example, need partners who already work with controlled documentation, traceability, and clean build practices. A supplier who treats that as paperwork usually creates more work for your quality team.
One rule holds up in almost every project. Choose the partner that asks hard questions before assembly starts. Questions about tolerances, missing dimensions, cable routing, guarding access, or cleaning method are not friction. They are cheaper than field fixes, missed startup dates, and avoidable engineering changes.
If you are evaluating firms that can support more than bench assembly, one example in the market is System Engineering & Automation, which provides semi-automatic systems, manual equipment, tooling, fixtures, integrated controls, installation, and commissioning as part of end-to-end manufacturing support. That broader scope matters when you want one partner accountable for build quality and startup readiness, not a handoff chain of separate vendors.
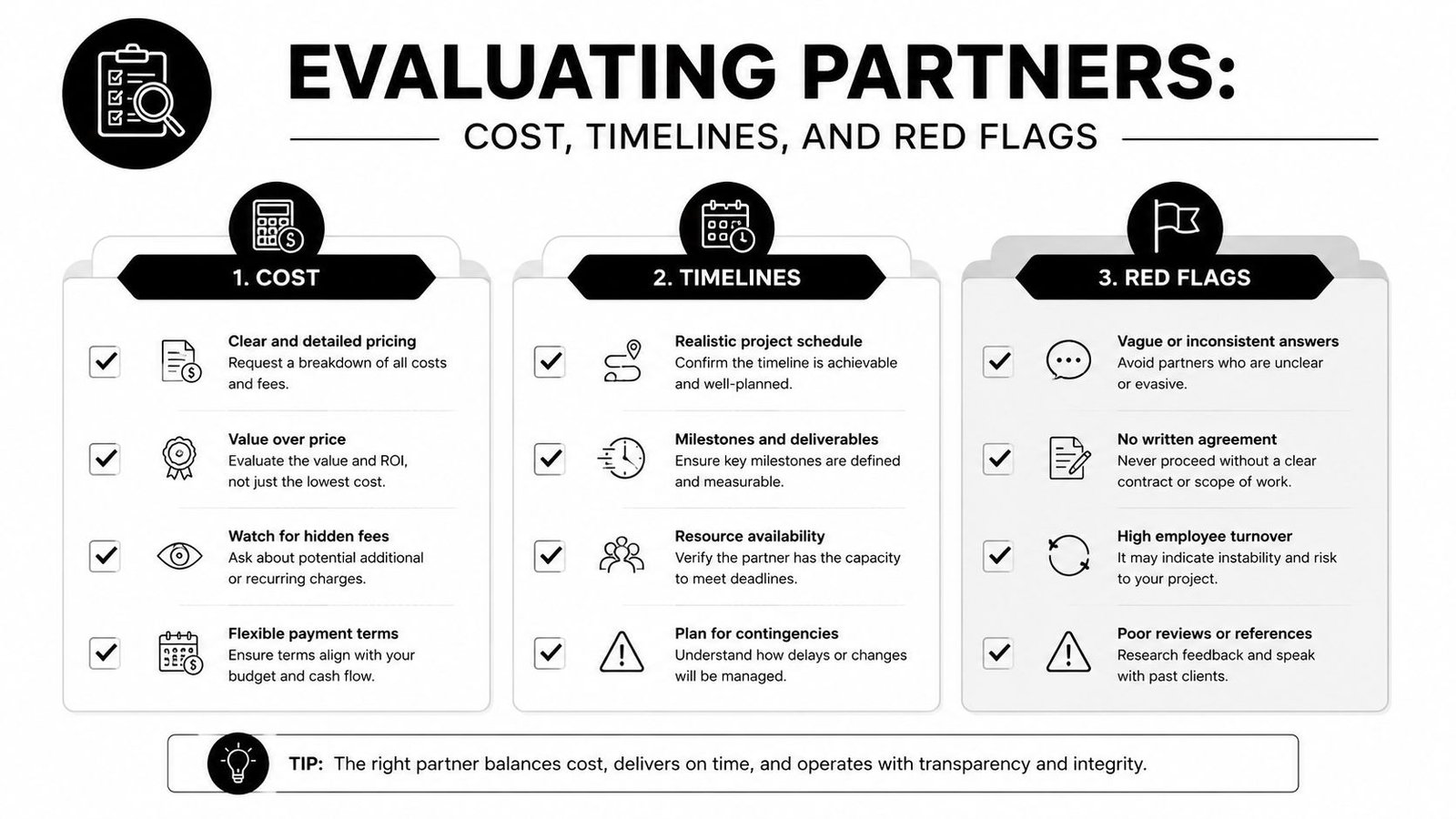
Evaluating Partners Cost Timelines and Red Flags
The most useful way to compare machinery assembly partners isn't by quote alone. It's by how they think about labor, risk, verification, and the level of automation that fits your production environment.
What actually drives cost
Cost comes from complexity, not just hours on a wrench. A machine with modest part count can still be expensive to assemble if it has tight alignment requirements, frequent engineering changes, limited access, or extensive controls integration.
High-mix, low-volume work makes this more important. Industry guidance notes that manufacturers need to decide where semi-automation delivers payback and where manual assembly remains more economical, and it frames that choice against a specialized labor pool with 47,960 employed machine assemblers and a mean hourly wage of $25.71 in May 2023 in the U.S., as discussed in this analysis of assembly machine design considerations. That doesn't mean automation is always the answer. It means labor strategy and equipment strategy need to be considered together.
In practical terms, costs usually move with factors like these:
- Documentation quality: Incomplete drawings and unclear revisions force shop-floor interpretation.
- Build mix: One-off machines and short runs usually need more judgment, fixture planning, and change control.
- Integration scope: Electrical, pneumatic, controls, and testing work add coordination demands.
- Tolerance sensitivity: Tight fit conditions and alignment-critical assemblies require more verification effort.
- Automation level: Fully automated solutions can add complexity that isn't justified for every application.
How realistic timelines get built
Bad timelines are usually built on optimistic assumptions. Good timelines are built on dependencies.
A realistic plan accounts for drawing release, purchased component availability, fixture readiness, controls package maturity, internal review cycles, and site constraints. If one of those moves late, the downstream date should move too. A partner who promises certainty without discussing dependencies is selling comfort, not control.
The best timeline conversations sound specific. They identify what has to be true before the build starts, which decisions need customer response, and what can still change without disrupting the whole schedule.
Green flags and red flags
When you vet a partner, listen more closely to the questions they ask than the claims they make.
Green flags
- They thoroughly review the package: They ask for revisions, acceptance criteria, utility requirements, and site conditions.
- They talk about verification: They want to know how alignment, torque, clearances, and function will be checked.
- They challenge automation assumptions: They don't push full automation where tooling or semi-automatic methods would do the job better.
- They discuss support after build: They plan for startup, issue closure, and production handoff.
Red flags
- They quote immediately: A fast number without technical review usually means hidden assumptions.
- They focus only on fabrication: Machine assembly is broader than making parts and bolting them together.
- They treat quality as final inspection: That almost always pushes rework later into the project.
- They avoid discussing change management: On custom machinery, change is normal. Pretending otherwise is a warning sign.
If a partner never pushes back, they probably haven't thought hard enough about your project.
The right partner won't always be the least expensive on paper. But they're far more likely to protect uptime, reduce startup friction, and keep your internal team from spending weeks correcting preventable assembly problems.
Real-World Examples from Manufacturing and Medical Devices
General advice is useful up to a point. The decision gets clearer when you look at how assembly support changes actual projects.
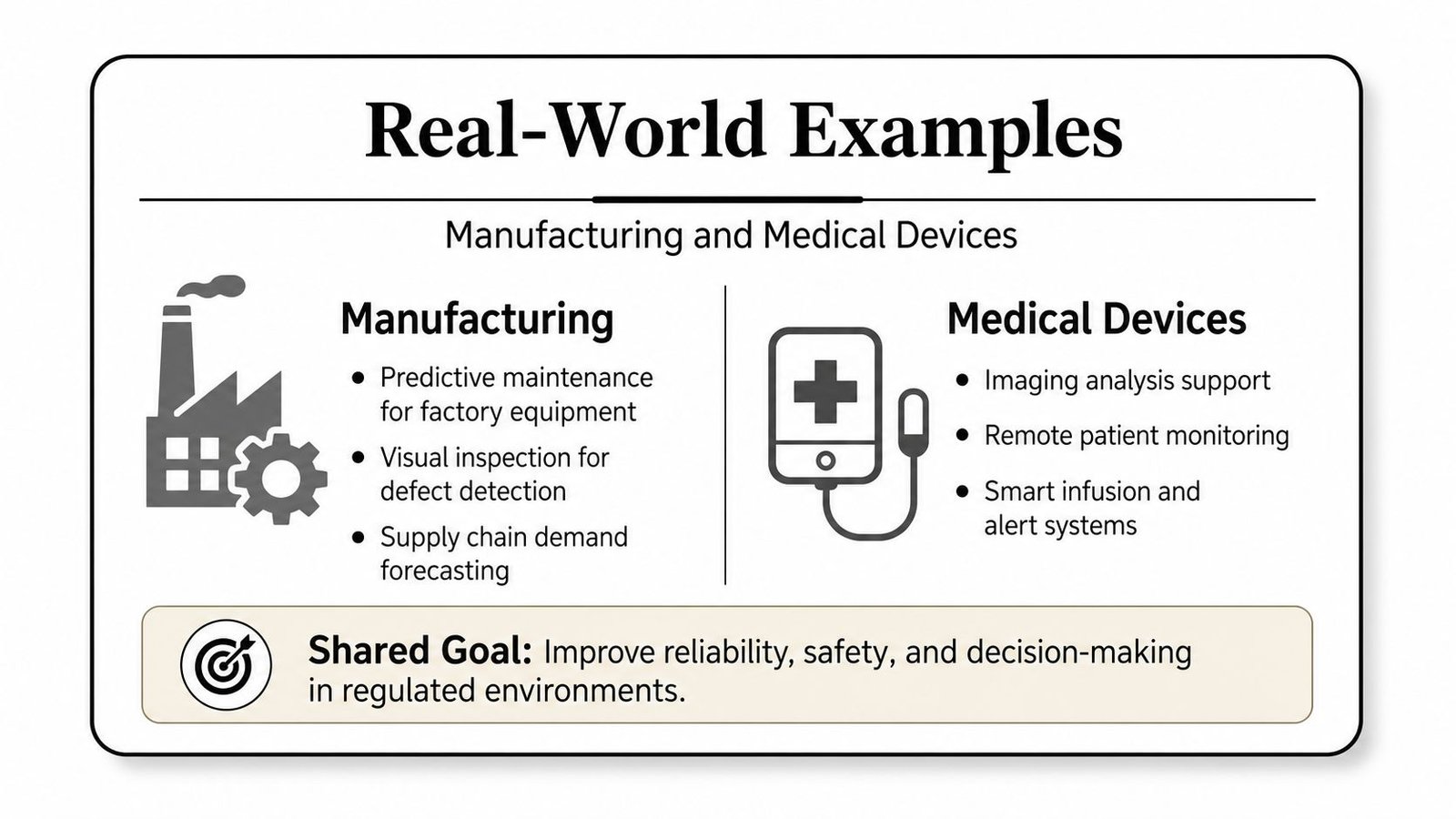
Medical device assembly support
A medical device manufacturer needed a semi-automated station for a controlled assembly process. The issue wasn't just throughput. The bigger concern was whether the station could support repeatable setup, documented checks, material traceability, and a clean handoff into validation activity.
A weak partner would have focused on actuation, fixtures, and cycle sequence. A better one starts with documentation discipline, controlled build records, and how the station will be used, cleaned, adjusted, and serviced in a regulated environment.
The practical solution in this kind of project usually includes:
- Documented assembly checkpoints tied to the station's critical functions
- Tooling and fixtures that reduce variation from operator technique
- Controlled wiring and labeling so service work doesn't create ambiguity later
- Acceptance criteria written in a way quality and engineering can both use
The outcome isn't flashy. It's a station that enters validation with fewer open questions and less dependence on undocumented tribal knowledge.
Throughput improvement for a manual process
A small or mid-sized manufacturer often faces a different problem. The current manual process works, but output varies by operator, setup takes too long, and quality issues show up late. Budget doesn't support a full automated cell, and in many cases it shouldn't.
The right assembly partner earns their value. Instead of forcing automation, they redesign the work around simple controls. Better fixturing, poka-yoke features, guided sequence, improved access, and smarter part presentation can change the performance of a station without making it rigid or expensive to maintain.
The strongest partners usually ask questions like these:
| Question | Why it matters |
|---|---|
| Where does the operator lose time? | Identifies setup, search, reach, and adjustment waste |
| What defect appears most often? | Points to fixture, sequence, or verification gaps |
| What has to stay flexible? | Prevents overbuilding the solution |
| What can be checked in process? | Shifts quality upstream |
| What does maintenance need access to? | Protects uptime after installation |
This kind of project rarely needs dramatic technology. It needs judgment. The partner has to see where manual work is still the right choice, where semi-automation helps, and where a simple fixture can outperform a more complicated machine.
That's why treating the assembler of machinery as a strategic service provider is so useful. The best partner doesn't just build equipment. They help you decide what equipment is worth building in the first place.
Turning Your Assembly Partner into a Production Asset
The value of an assembler of machinery shows up after the build. If the partner has done the job well, your team gets more than assembled equipment. You get a machine that's easier to commission, easier to maintain, and less likely to consume engineering time with avoidable rework.
That only happens when you select for the right things. Technical assembly skill matters. So do metrology, change control, communication, and the judgment to choose manual, semi-automatic, or fully automated approaches based on the job rather than preference.
A transactional vendor finishes a scope. A production-focused partner helps stabilize output and reduce friction across engineering, quality, and operations. If you're planning a new station, retrofitting existing equipment, or deciding how much automation your process needs, it helps to evaluate providers that can support custom-designed machinery as part of a broader manufacturing solution.
If you're evaluating an assembly partner for a new machine, a semi-automated station, or a production upgrade, System Engineering & Automation offers manufacturing solutions that connect engineering, assembly, controls, installation, and commissioning around practical production goals.