Your schedule keeps moving, operators are hunting for the next setup, and quality issues seem to show up on the jobs that can least afford rework. That's normal in a high-mix environment. It's also where a lot of factories make the wrong move. They either keep everything manual and accept chaos, or they overbuy automation that looks impressive on a plant tour but struggles the moment product variation shows up.
High mix low volume manufacturing doesn't reward rigid thinking. It rewards control. The plants that perform well in this model usually aren't the ones with the biggest capital budget. They're the ones that reduce setup pain, standardize what can be standardized, and automate only where the economics make sense.
Table of Contents
- What Is High Mix Low Volume Manufacturing
- The Core Challenges of HMLV Production
- Practical Strategies for HMLV Operational Excellence
- Choosing the Right Automation for HMLV ROI
- GMP-Aware Automation for Medical Device Manufacturing
- Your Step-by-Step HMLV Implementation Roadmap
- FAQs for Operations and Plant Managers
What Is High Mix Low Volume Manufacturing
High mix low volume manufacturing describes an operating model where you run many product variants in relatively small batches. In practice, that means the floor changes often. Tooling changes. Work instructions change. Materials change. Priorities change. The job isn't to keep one line running the same part all week. The job is to switch cleanly and keep quality stable while doing it.
This model is common where customization matters more than scale. Industry guidance places it in aerospace, industrial components, medical devices, and defense systems, where products are often made to order instead of made to stock. In those environments, the biggest performance levers are setup time, first-pass yield, and overall equipment effectiveness by variant because each changeover and each defect carries a heavier penalty in small batches, as noted by Flowdit's overview of HMLV manufacturing.
A lot of managers first encounter HMLV when the business outgrows a simple job shop mindset but doesn't have the volume for dedicated lines. That's where confusion starts. The instinct is to chase throughput like a mass-production plant. That usually makes things worse.
Practical rule: In HMLV, responsiveness beats raw speed when the system can't absorb variation.
A better way to think about it is this. HMLV is a flexibility business wrapped inside a manufacturing operation. If you want a useful reference point for that broader operating model, this explanation of a flexible manufacturing system is worth reviewing.
Plants that do HMLV well don't eliminate complexity. They contain it. They make setups repeatable, route work with discipline, and choose automation that supports change instead of resisting it.
The Core Challenges of HMLV Production
High mix low volume production gets difficult fast because nearly every control mechanism becomes more sensitive. The machine may be capable. The people may be skilled. The process still struggles because the factory has to absorb constant variation in materials, specifications, routings, and due dates.
Lumafield describes HMLV as producing a wide array of product variants in small batch sizes, with the main technical challenge being control of quality, changeovers, and scheduling across frequently changing materials, specifications, and routings in sectors such as aerospace, automotive, medical devices, and electronics, as covered in Lumafield's HMLV article.
Why change hurts more in HMLV
On a repetitive line, one bad setup can be diluted across a long run. In HMLV, a bad setup can consume a meaningful share of the entire order. That's why small mistakes hit margins so hard.
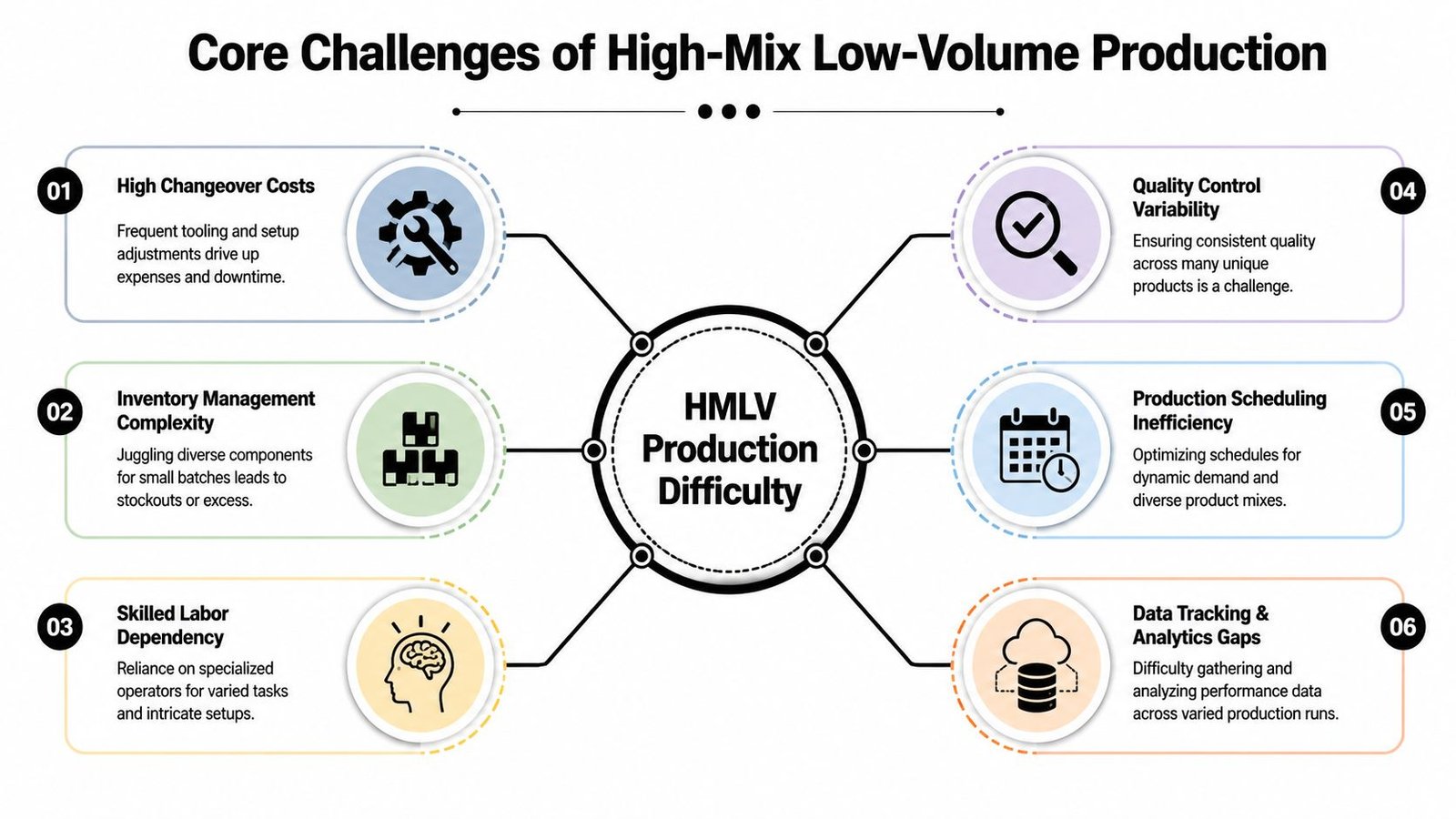
The main pain points usually show up together:
- Frequent changeovers: Tool swaps, fixture adjustments, parameter updates, and line clearance checks break up available production time.
- Quality drift between variants: A process that holds tolerance on one SKU may need a different clamping method, vision recipe, torque setting, or inspection path on the next.
- Skilled labor dependency: Senior operators often carry setup knowledge in their heads. When they're unavailable, the line slows down or errors rise.
- Inventory complexity: Unique purchased parts, short-run components, and revision changes make shortages and obsolete stock more likely.
A high-mix floor behaves less like a dedicated assembly line and more like a short-order kitchen. The work changes before the team finishes stabilizing the last job.
Why planning becomes a daily firefight
Scheduling is where many HMLV factories lose control. The issue isn't just sequence. It's that sequence interacts with material availability, labor skill, inspection capacity, tooling readiness, and due dates.
That creates a domino effect:
| Operational trigger | What happens next |
|---|---|
| A setup runs long | The next jobs stack up and operators start expediting |
| A unique component is missing | The schedule gets reshuffled and work-in-process builds in the wrong areas |
| A quality issue appears late | Rework consumes capacity that was already committed elsewhere |
| A rush order arrives | The team breaks a reasonable sequence and absorbs extra setup loss |
Plants often blame the scheduler when the underlying problem is structural. If routings vary constantly, setup data is weak, and fixture strategy is inconsistent, no schedule will stay clean for long.
Practical Strategies for HMLV Operational Excellence
You don't fix HMLV by buying a robot first. You fix it by making the work more repeatable. Then you automate the repeatable parts.
Penguin Solutions notes the core trade-off clearly. Flexibility brings more frequent setups, more complex inventory control, and greater production variability. The practical response is modular equipment, reconfigurable systems, and digital workflow control to reduce changeover losses and maintain quality across many variants, as described in Penguin Solutions' discussion of small-lot multi-product production.
Build around product families, not individual part numbers
If every part number is treated as a completely unique process, the shop never settles down. Grouping products into families gives you a way to standardize setups, tooling logic, and work instructions without pretending every product is identical.
Start with the process similarities that matter on the floor:
- Shared fixturing needs: Parts that can use the same base nest, clamp style, or datum strategy belong together.
- Common assembly steps: Products with the same fastening, labeling, dispensing, or inspection pattern should flow through a similar cell.
- Material and cleanliness requirements: Jobs that drive similar handling and line-clearance rules should be sequenced close together.
That's how you build cells that behave like mini-factories instead of general-purpose chaos zones.
Attack setup loss before buying equipment
A lot of wasted time sits inside setup work that nobody has separated into internal and external steps. The machine stops, then the team starts looking for tools, checking paperwork, fetching gauges, and confirming material. That's avoidable.
Use a disciplined quick-change approach:
- Stage everything before shutdown. Tools, fixtures, labels, material, gauges, and digital work instructions should be ready before the current job ends.
- Standardize fasteners and interfaces. If every fixture uses different hardware, setup time will never stay under control.
- Write setup sheets by variant. Don't rely on tribal knowledge for torque values, offsets, camera recipes, or sensor positions.
- Confirm first-piece approval fast. Put inspection tools and signoff responsibility close to the cell.
Shop-floor reality: If a setup depends on memory, it isn't a controlled process yet.
Use simple digital control where it matters most
Not every HMLV plant needs a major software overhaul. Most need better visibility at the point of use. A few targeted controls usually do more good than a broad platform rollout that operators resist.
Good starting points include:
- Digital job travelers: Keep the current revision, routing, and setup requirements in front of the operator.
- Visual production boards: Let supervisors see what is running, what is blocked, and what is waiting for material or inspection.
- Lot traceability records: Track the link between incoming materials, work orders, operators, and finished goods.
- Recipe management: Lock in machine settings by approved variant so operators aren't rebuilding setups from scratch.
A practical HMLV system usually combines three things. Flexible fixtures, standard work, and lightweight digital control. If one of those is missing, the gains won't hold.
Choosing the Right Automation for HMLV ROI
The biggest automation mistake in HMLV is treating the decision like a status symbol. Full automation isn't automatically better. It's only better when product stability, volume, and changeover requirements support it.
A useful starting point is to stop asking, “How automated should we be?” and start asking, “Which specific losses should we remove first?” That shifts the conversation from equipment to economics.
Near the start of the decision process, this visual helps frame the trade-off between investment and return.
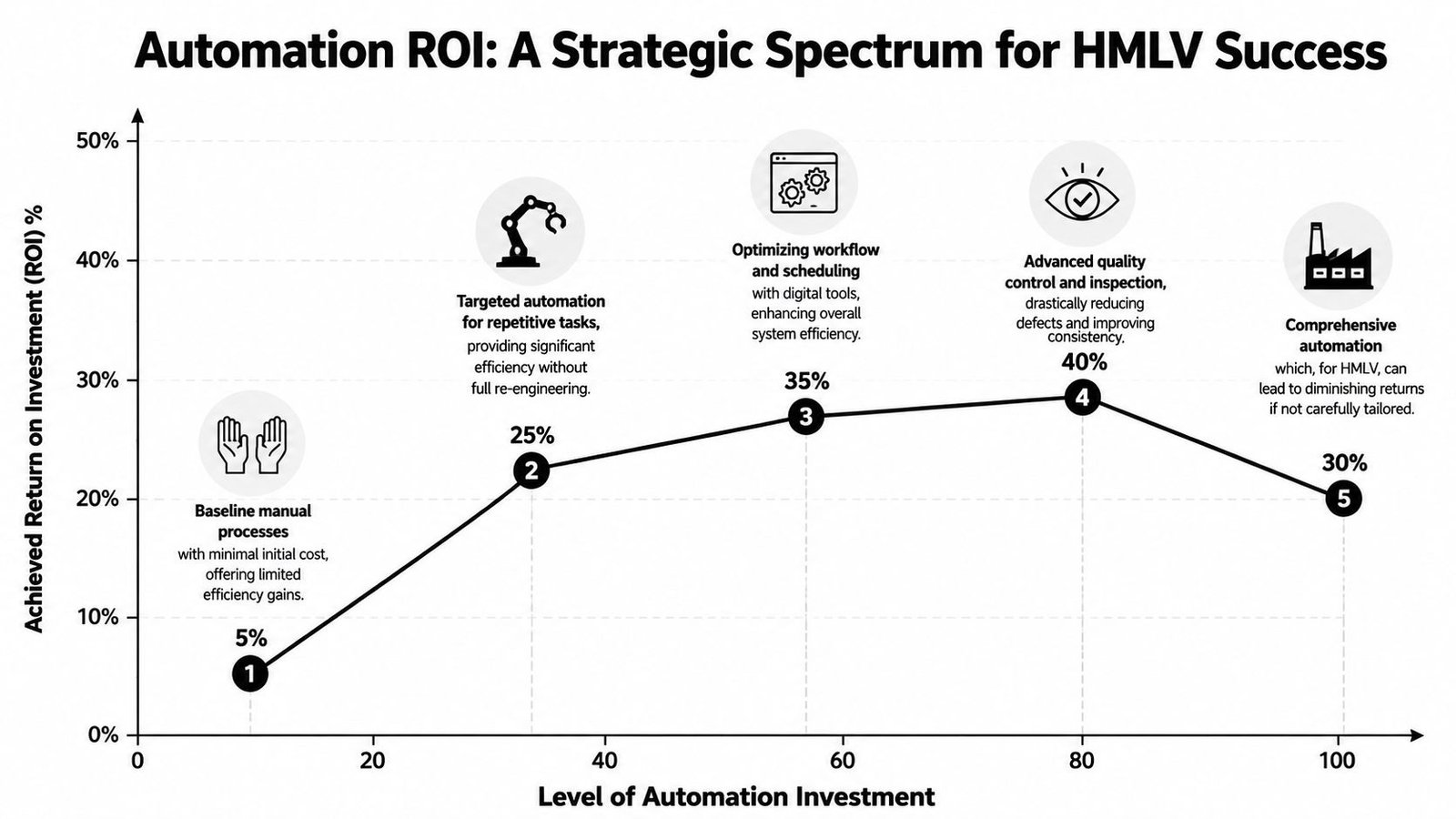
Stop treating automation as a yes or no decision
In many plants, the choice isn't manual versus lights-out robotics. It's a spectrum:
- manual workstation with better tooling
- semi-automated cell with sensors, interlocks, and guided motions
- collaborative system where people load and verify while automation handles the repeatable task
- dedicated automated line for stable, repeatable demand
That middle ground is where many HMLV operations get the best value. A 2024 MIT study on manufacturing flexibility found that 68% of HMLV facilities over-invested in expensive robotics, resulting in 30% lower ROI than facilities using semi-automated, human-robot collaborative cells. The study pointed to a lack of data-driven frameworks for deciding the right level of automation in HMLV environments.
A practical resource on this middle path is SEA's overview of semi-automated systems that fit budget and production goals.
A practical comparison of automation approaches
| Criterion | Manual Workstation | Semi-Automated Cell | Fully Automated Line |
|---|---|---|---|
| Initial cost | Lowest | Moderate | Highest |
| Flexibility across variants | High, but operator-dependent | High when designed with modular tooling and recipe control | Lower if the line is optimized for narrow product ranges |
| Changeover speed | Often inconsistent | Usually faster and more repeatable | Can be fast only when changeover was engineered into the system |
| Quality consistency | Depends heavily on training and discipline | Strong improvement through poka-yoke, sensors, and guided steps | Strong when the product is stable and the process is mature |
| Best fit | Prototypes, highly variable work, low repetition | HMLV production with recurring tasks and changing variants | Higher-volume, lower-variation production |
The table doesn't suggest manual is bad or full automation is bad. It shows that fit matters.
Where semi-automation usually wins
Semi-automation tends to outperform when the operation has repeatable sub-steps inside a variable overall process. Common examples include pressing, torque verification, dispensing, laser marking, barcode capture, leak testing, vision-assisted inspection, or fixture-guided assembly.
Later in the evaluation, it helps to see a real example of how this thinking gets applied on the floor.
A strong HMLV automation concept usually has these traits:
- Modular fixturing: One base platform handles multiple variants with change parts or adjustable locators.
- Operator-guided flow: The system supports the person instead of forcing full autonomy where the product mix doesn't justify it.
- Built-in error proofing: Presence sensors, sequence checks, torque confirmation, and recipe lockouts catch mistakes early.
- Scalable controls: You can add inspection, data collection, or motion later without rebuilding the whole cell.
The right automation level is the one that removes your most expensive repeatable loss without reducing your ability to change over tomorrow morning.
GMP-Aware Automation for Medical Device Manufacturing
Medical device manufacturers feel the HMLV problem differently. Product variety is high, documentation matters, and process changes trigger validation consequences that general industrial shops don't have to manage. A flexible system that isn't designed for compliance becomes a bottleneck instead of an asset.
Why medical device HMLV is different
In regulated production, a fast changeover isn't enough. You also need controlled settings, traceable materials, approved work instructions, and evidence that the process remains within the validated state.
That's why many off-the-shelf automation concepts fail in this space. They're flexible mechanically but weak on documentation, recipe control, access management, or data capture. The result is delay.
A 2025 FDA review on medical device manufacturing trends found that 45% of HMLV medical manufacturers face validation delays due to poorly designed flexible automation, costing an average of $1.2M in lost revenue per year. The issue identified was the lack of specific protocols for integrating custom tooling and semi-automated lines that meet GMP requirements while preserving rapid changeover capability.
This is the compliance lens many teams miss when they first think about automation. A useful primer on the regulatory side is this explanation of GMP in manufacturing.
What GMP-aware semi-automation looks like
The design target is straightforward. Make the system flexible enough for small-batch variation, but controlled enough that validation and documentation don't collapse under that flexibility.
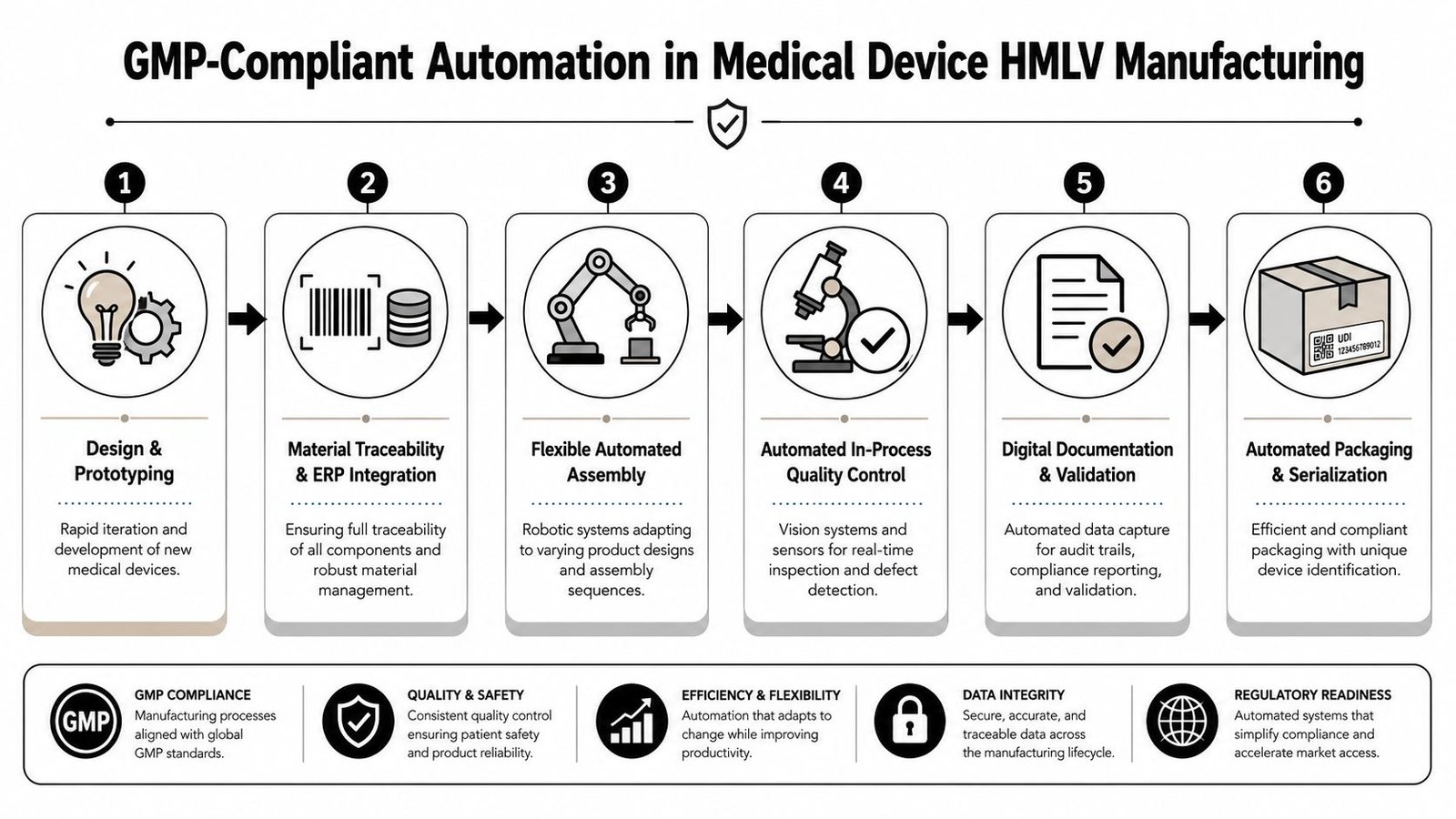
In practice, that usually means:
- Controlled recipes: Approved settings are tied to the device variant so operators can't freely improvise parameters.
- Traceable tooling and materials: Fixtures, components, and lots are linked to the build record.
- Integrated in-process checks: Vision inspection, sensor verification, torque confirmation, or barcode validation happen during the build, not only at final release.
- Digital records by default: The cell captures process data as work happens, which simplifies device history records and supports audits.
- Validation-friendly modularity: Change parts and fixture modules are easier to qualify than a fully bespoke retooling event every time the product changes.
In medical device HMLV, the best automation doesn't just run the process. It proves the process was run correctly.
Your Step-by-Step HMLV Implementation Roadmap
Most HMLV improvement efforts fail because the team tries to solve everything at once. A better path is staged. Fix the foundation, pilot targeted changes, then scale what holds up under daily production pressure.
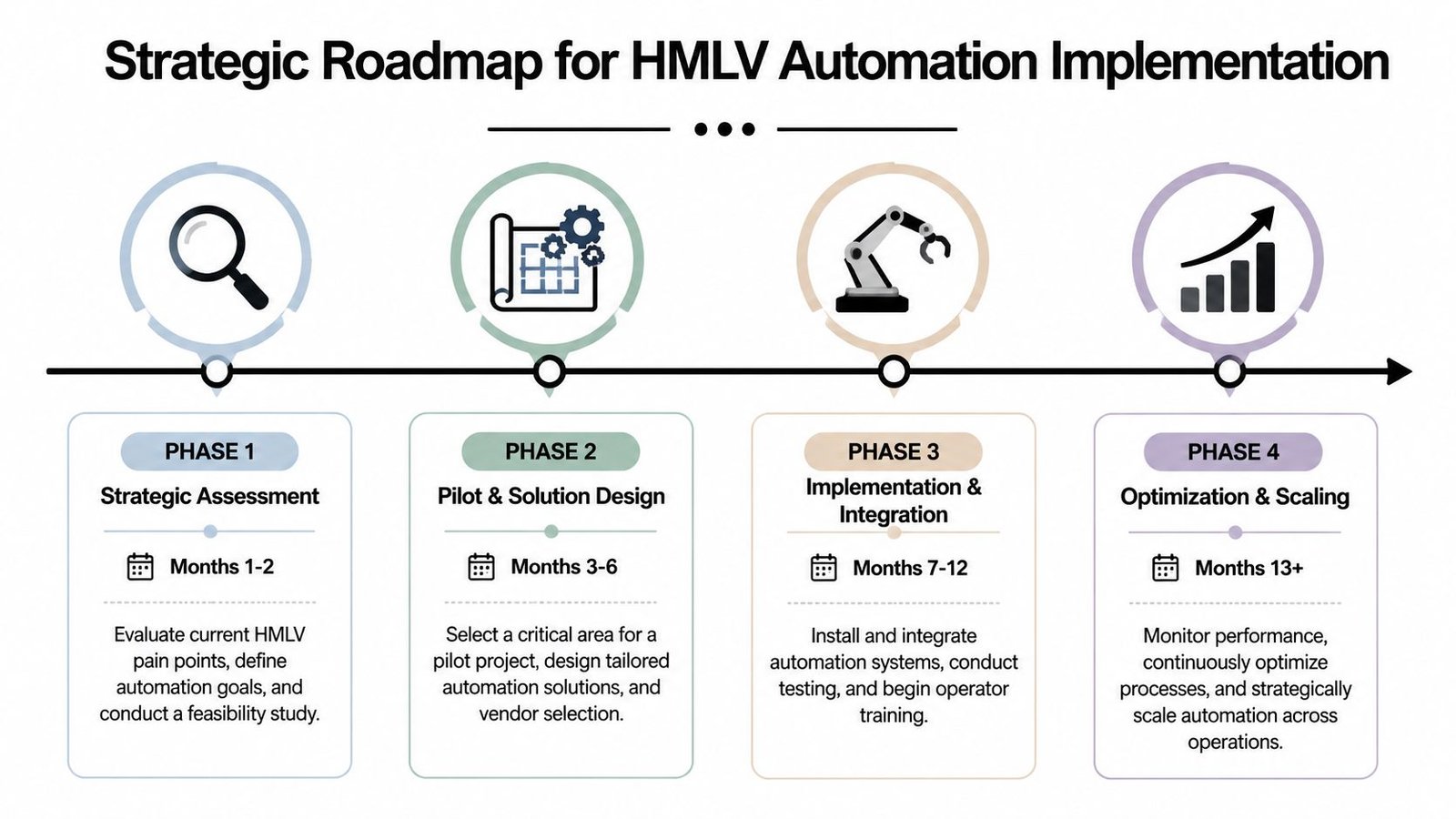
Phase 1 and Phase 2
Phase 1 is analysis and baseline control. Map the flow by product family, not just by department. Identify where setups stall, where inspection queues form, where schedule changes create rework, and where skilled labor is carrying undocumented process knowledge. If you don't know your actual losses, you'll automate the wrong thing.
Phase 2 is stabilization and standardization. Put discipline around setup sheets, fixture strategy, digital work instructions, revision control, and lot traceability. Through these measures, many plants recover capacity without adding major equipment.
Use a short checklist to decide if a process is ready for automation:
- Stable enough to repeat: The core method shouldn't change every week.
- Painful enough to matter: Focus on losses that repeatedly hit delivery, quality, or labor availability.
- Simple enough to modularize: If a task can be isolated, fixtured, sensed, and verified, it's a better candidate.
Phase 3 and Phase 4
Phase 3 is targeted automation. Choose one cell, one bottleneck, or one quality risk area. Build a semi-automated solution that solves a known problem, then prove it in production with the operators who will own it.
Phase 4 is scale and optimize. Expand only after the pilot shows repeatable benefit. Standardize the control architecture, fixture philosophy, and operator interface so new cells don't become one-off engineering projects.
A solid roadmap has a few common habits:
- Start with one measurable pain point.
- Keep the first project narrow enough to commission cleanly.
- Train operators on both use and recovery.
- Review every changeover after launch and tighten weak points.
Plants that scale HMLV well usually build capability in layers. Process control first. Semi-automation next. Broader integration after the team trusts the system.
FAQs for Operations and Plant Managers
A plant manager usually asks these questions when the team is already feeling the strain. Too many changeovers, too much operator dependence, and too many engineering hours spent keeping mixed-product flow on schedule. In that setting, the goal is not maximum automation. The goal is a production system that can absorb variation without adding chaos or oversized capital projects.
Is full automation the end goal for HMLV plants
Usually, no. HMLV operations need flexibility that can survive product changes, engineering updates, and uneven demand. A fully automated line can make sense for one stable product family, but it often becomes expensive to modify and slow to justify when mix stays high.
For many plants, the better target is controlled, scalable automation. Semi-automated cells, modular fixtures, guided setups, and in-process verification often deliver faster payback because they improve output without forcing the plant into one rigid production model.
What should we automate first
Start with the jobs that create hidden management cost, not just direct labor cost.
A good first target is any step that repeatedly pulls supervisors, engineers, or quality staff into routine intervention. Examples include manual data collection that creates paperwork delays, label or UDI checks that trigger line holds, recipe entry that causes revision mistakes, or inspection records that are completed late because the operator is juggling production first. These are common in medical device and other regulated environments, where a small manual gap can create disproportionate review work.
That gives you a different kind of ROI. You are not only saving operator time. You are reducing rechecks, deviation risk, and the daily drain on technical staff.
How do we implement changes without disrupting current production
Use a side-by-side rollout where possible. Keep the current process running, prove the new method on one product family or one shift, and set clear exit criteria before wider release. That approach costs less than a broad launch that stalls output for weeks.
Operator involvement matters here. Lead operators usually know which fixture swaps are awkward, which steps are skipped under time pressure, and which faults will create workarounds the minute engineering leaves the floor.
Automation should enter a process that is already understood. It should reduce variation, not hide it.
What kind of training does the team need
Training has to match how the cell will be used at 2 a.m., not how it looked during FAT.
Operators need hands-on practice with changeovers, recipe selection, sensor checks, reject handling, and fault recovery. Maintenance needs drawings, spare parts lists, I/O detail, and a troubleshooting path that does not depend on the integrator answering the phone. In GMP-regulated plants, quality and validation teams also need clear documentation on access levels, parameter control, audit trail expectations, and what changes require formal review.
How do we judge whether semi-automation is worth it
Judge it under normal plant conditions. Include changeover time, training burden, maintenance support, floor space, validation effort if applicable, and how the solution behaves when product mix shifts midweek.
A proposal can look efficient in a clean cycle-time model and still fail on the floor if it needs specialist support for every variant change. Good semi-automation earns its keep by improving repeatability and throughput while staying usable by the team you already have.
What should we expect from an automation partner
Expect practical judgment. A good partner should ask about product mix, revision frequency, operator skill levels, validation needs, and who will support the system after launch. They should be willing to recommend a fixture, poke-yoke, vision check, or guided manual station if that solves the problem better than a robot.
That matters in HMLV. You need a partner who can build the right level of automation for today, then expand it in stages if demand and process stability justify more.
If you're working through high mix low volume manufacturing challenges and need a practical path forward, System Engineering & Automation helps manufacturers design cost-effective solutions that fit real production conditions. From custom tooling and fixtures to scalable semi-automated systems and GMP-aware builds, SEA supports the full process from concept and design through installation, commissioning, and ongoing service.