A lot of plant managers are in the same spot right now. The line still runs, orders still ship, and the team keeps finding ways to hit output. But the cracks are obvious. One station becomes the daily bottleneck, quality depends too much on operator variation, and hiring for repetitive assembly work gets harder every quarter.
That doesn't mean your process is broken. It usually means the process has reached the limit of what manual methods can support economically.
Assembly line automation isn't only for giant factories chasing lights-out production. In many small and mid-sized plants, the best move is much simpler: add the right fixture, automate one repetitive step, improve error-proofing, and leave the rest in human hands. The primary task is to choose the level of automation that improves throughput, quality, and labor efficiency without locking the plant into a rigid system that becomes expensive to maintain or hard to change.
Table of Contents
- Your Assembly Line Is Good Is Automation Better
- The Automation Feasibility and ROI Blueprint
- Choosing Your Automation Scope Right-Sizing for Reality
- Designing for Success Controls Safety and GMP
- The Go-Live Checklist From Integration to Commissioning
- Beyond Deployment Driving Long-Term Value
Your Assembly Line Is Good Is Automation Better
A familiar example. A plant runs a mostly manual assembly line for a regulated product. Operators are experienced, supervisors know where the weak points are, and output is acceptable on good days. But the same trouble keeps returning: a fastening step varies by operator, labeling errors need rework, and one inspection table slows the whole line whenever demand rises.
The pressure usually shows up before the business case does
This is usually when management starts asking about automation. Not because they want a showroom robot. Because the current process no longer scales cleanly.
That pressure isn't new. The modern assembly line is usually traced to Ford's moving line for the Model T, which began operation on October 7, 1913, and by dividing production into 45 steps, Ford cut assembly time for a Model T to 93 minutes, establishing the core logic behind later automation, as documented in the assembly line history summary.
The lesson still holds. Break work into repeatable steps, remove unnecessary motion, and control variation. Automation is the next extension of that logic.
Good automation doesn't start by asking, “What robot should we buy?” It starts by asking, “Which part of this process keeps costing us money?”
For many plants, the answer isn't a full new line. It may be a torque-controlled workstation, a vision check before pack-out, a dial table for indexed assembly, or a semi-automatic station that handles the repetitive motion while the operator manages loading and verification. If you're reviewing common assembly line examples in manufacturing, you'll see that useful automation often begins with one constraint, not a plant-wide overhaul.
Automation starts with the process not the machine
Plants get into trouble when they treat automation like a technology purchase instead of a process redesign. A weak manual method doesn't become effective just because it now has actuators, sensors, and a touchscreen.
A practical review usually looks for these conditions first:
- Repetition: The task is done the same way, every cycle, with little judgment needed.
- Operator strain: The job is awkward, tiring, or sensitive to fatigue.
- Quality drift: Defects come from missed steps, orientation mistakes, or inconsistent assembly force.
- Flow disruption: One station regularly limits line output.
- Traceability needs: The product needs more reliable records than paper or manual entry can provide.
If two or three of those show up in the same station, that station is usually a better automation candidate than a visually impressive but stable process elsewhere in the plant.
The plants that get good results from assembly line automation are not always the most advanced. They're usually the most disciplined. They choose a narrow problem, define the required result, and automate only what needs control.
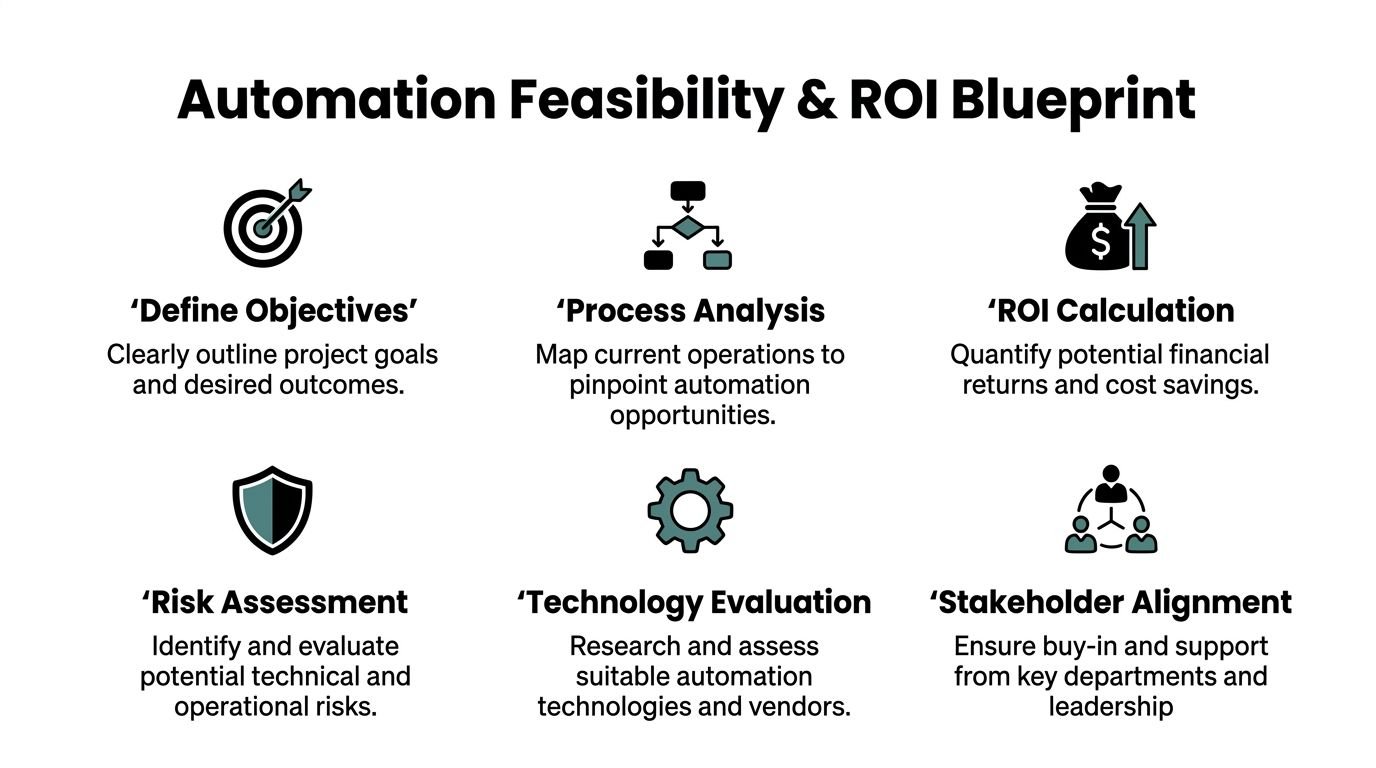
The Automation Feasibility and ROI Blueprint
A plant manager approves an automation cell because the labor savings look strong on paper. Six months later, the machine is installed, but output is still unstable. Parts arrive in mixed orientation, operators keep bypassing the station during changeovers, and maintenance waits on the integrator for every controls fault. I have seen this pattern more than once. The problem was not the idea of automation. The problem was sizing the solution before proving the process.
Start with the task not the technology
Good feasibility work starts at the station, with direct observation of the actual cycle.
Map the process in enough detail to show where cost, delay, or defects are coming from. Watch loading, handling, walking, waiting, inspection, rework, and small stoppages. In manual assembly, lost time often sits in hand motion, part orientation, and operator decisions that vary by shift.
Then review the product and method together. If the part only goes together properly when an experienced operator "feels" the fit, full automation is usually premature. Start by simplifying the assembly, controlling orientation, improving fixturing, and adding error-proofing. In many SME plants, that step delivers better returns than jumping straight to robots, feeders, and vision.
Practical rule: If a trained operator cannot present or orient the part consistently, the machine will struggle too.
This is also where regulated plants need discipline. If you are in medical device, pharma, food, or another validated environment, every added actuator, sensor, recipe, and software step adds documentation and test effort. A semi-automatic station with guided work instructions, interlocks, and traceability can beat a fully automatic cell on ROI once validation and change control are included.
Build the financial case with plant data
A credible business case starts with the current cost of the problem, using your own numbers.
Use a worksheet that covers:
- Labor content per unit: Direct labor at the target station, plus support time the station creates elsewhere.
- Current throughput constraint: Lost output caused by waiting, imbalance, inspection delays, or repeated minor stops.
- Scrap and rework exposure: Especially where an assembly error is only found later in the process.
- Changeover burden: Time, setup effort, recipe management, and revalidation work when the product changes.
- Maintenance implications: Spare parts, preventive maintenance, troubleshooting skill, and expected response time.
- Compliance effort: Documentation, traceability, IQ/OQ support, and record retention where required.
Do not build the case on labor reduction alone. In practice, the stronger justification is often a mix of lower defects, more stable output, easier traceability, and less dependence on hard-to-train manual skill. That is why the best answer is often partial automation. You remove the expensive source of variation without locking the plant into an oversized system.
If you need a quick way to structure assumptions before requesting quotations, use an automation ROI calculator for manufacturing projects.
What belongs in the approval package
A strong approval package is plain, testable, and hard to misunderstand. It should answer five questions:
- What exact problem is being fixed: Name the station, defect mode, bottleneck, or compliance gap.
- Why this scope: Show why a fixture, semi-automatic cell, or full automation level fits the process and product mix.
- What will be measured: Define cycle time, first-pass yield, downtime categories, staffing model, and traceability output.
- What can derail it: List product variation, feeding risk, utilities, floor space, software integration, and validation effort.
- Who owns support after handover: Assign responsibilities across production, maintenance, quality, controls, and engineering.
I also advise plants to ask one more question before approval. If this system is down for a shift, what is the fallback plan? Small and mid-sized manufacturers get into trouble when they buy automation that only works under perfect conditions. The safer investment is equipment sized for the plant you have now, with room to improve later.
Plants do not waste money because automation is a bad idea. They waste money when the approved scope does not match the process reality.
Choosing Your Automation Scope Right-Sizing for Reality
A plant in Johor or Penang runs three SKUs on the same line, changes over twice a shift, and still needs manual checks for labels, torque, and cosmetic defects. That plant usually does not need a fully automatic line. It needs the right machine doing the right task, with operators kept where their judgment still protects output and compliance.
Scope decisions go wrong when teams buy for headline automation level instead of process fit. More equipment adds capital cost, controls complexity, spare parts, training load, and downtime paths. The better question is simpler. Which steps benefit from machine repeatability, and which steps still need people because the product, packaging, or inspection criteria keep changing?
Enhanced manual workstations
An upgraded manual station is often the best first investment. Good stations use fixtures, nests, torque control, barcode verification, sensor checks, interlocks, and poka-yoke features to reduce defects without forcing the line into a rigid cycle.
This works well in plants where operators still add real value. That is common in regulated assembly, mixed-model production, and lines with frequent engineering changes. A guided workstation can cut rework and training time without creating a maintenance burden the site cannot support.
Enhanced manual stations fit when:
- Product mix changes often: Operators can adjust faster than fixed tooling and complex recipes.
- Build quality depends on sequence control: The station can enforce the order of steps and confirm completion.
- Capital has to stay disciplined: The plant can address the main defect drivers without funding a full automatic platform.
- The line needs a manual fallback: Production can continue during breakdowns, changeovers, or validation work.
There is a common mistake here. Plants add screens, sensors, and confirmations to a station that still has poor part location or unstable force application. The result is a smarter-looking problem. If the joint fails because alignment floats, fix the nest. If the defect comes from inconsistent pressing or torque, control that variable directly.
Semi-automated lines are often the best business case
For many small and mid-sized manufacturers, semi-automation gives the best return because it puts machine control where variation is expensive and keeps people where flexibility still matters. One operator can load, unload, replenish, or handle exceptions while the machine performs indexing, pressing, dispensing, welding, marking, or inspection.
That is often the commercial sweet spot, especially in plants dealing with moderate volumes, product families, and quality documentation requirements.
Analysts at Market.us reported strong market adoption for semi-automated assembly approaches in assembly line solutions market data. The reason is familiar on the factory floor. Semi-automation usually lowers labor content and defect risk without locking the plant into a high-complexity system that struggles during changeover, part variation, or short production runs.
Research also points in the same direction. Economists at NBER found that automation results depend heavily on task mix, capital intensity, and process conditions, which supports a selective approach instead of assuming the highest automation level produces the best outcome in every factory, as discussed in the NBER working paper on automation and production economics.
In practical terms, semi-automation is often where plants get paid back fastest. The machine handles the repeated, tolerance-sensitive work. Operators handle judgment calls, part replenishment, visual confirmation, and recovery.
| Factor | Enhanced Manual | Semi-Automated | Fully Automated |
|---|---|---|---|
| Capital intensity | Lowest | Moderate | Highest |
| Flexibility for product variation | High | High to moderate | Lower unless built for frequent changeover |
| Operator involvement | High | Shared with machine | Low during normal running |
| Changeover effort | Usually simple | Manageable if planned well | Can become complex |
| Best use case | Variable products, quality support | Repetitive core tasks with product variation | Stable, high-volume, low-mix production |
| Manual fallback | Strong | Usually possible | Often limited |
| Ramp-up risk | Lower | Moderate | Highest |
Full automation has a place, but only under the right conditions
Full automation makes sense when the product is mature, demand is stable, cycle targets are tight, and part presentation is reliable. It also helps when labor availability is a long-term constraint and the process can run with very few exceptions.
Even then, plants should test the assumptions carefully. A line may look efficient in a quotation and still lose money if it needs skilled intervention every few cycles, takes too long to recover from small faults, or becomes difficult to validate after product changes. I have seen plants approve fully automatic systems for products that were still changing every quarter. They ended up paying for engineering revisions, idle modules, and manual bypasses.
A safer rule is to automate the work that is:
- Precision-dependent
- Highly repetitive
- Unsafe or fatiguing
- Difficult to control manually at the required quality level
Keep people on tasks that involve judgment, adaptation, rework decisions, and edge cases.
That is what right-sizing looks like in a real factory. The target is not maximum automation. The target is the level of automation your plant can run, maintain, change over, and justify financially.
Designing for Success Controls Safety and GMP
An automation proposal can look excellent mechanically and still fail in production because the controls are confusing, the safety design slows recovery, or the equipment doesn't fit regulated cleaning and documentation needs.

Controls should help operators recover quickly
A strong control system is not the one with the most features. It's the one operators and technicians can understand during a fault at shift change.
The PLC, HMI, sensors, and I/O architecture should make state clear. If a station stops, the screen should tell the team where, why, and what to check next. Good controls reduce recovery time. Poor controls turn every small interruption into a maintenance call.
For managers reviewing proposals, ask practical questions:
- Fault clarity: Will the HMI show plain-language alarms by station and device?
- Mode control: Are manual, setup, maintenance, and production modes clearly separated?
- Recipe management: How will product selection, parameter control, and revision approval be handled?
- Access levels: Can operators do what they need without exposing critical settings?
Safety has to support uptime not fight it
Safety isn't a bolt-on. It has to be engineered into the process flow. Light curtains, interlocked doors, safe motion, emergency stops, and collaborative functions all have to match the actual interaction between operator and machine.
Independent guidance notes that an automation system must integrate PLC logic, industrial networks, safety hardware, and MES/ERP interfaces, and that weak integration is a leading cause of downtime because the primary bottleneck is often systems engineering rather than robot capability, as explained in this overview of assembly line robot integration.
That matters on the floor. A safety circuit that trips too broadly will punish productivity. One that's hard to reset will drive operators to unsafe workarounds. The right design isolates hazards without shutting down more of the line than necessary.
A short visual example helps here:
GMP-aware design changes equipment choices early
In regulated manufacturing, GMP-aware design starts at concept stage. If the machine needs validation support, traceability, controlled access, or cleanable surfaces, those decisions affect frame design, materials, fastener choice, enclosure layout, cable routing, and data handling.
In regulated plants, the cheapest mechanical design often becomes the most expensive validation package.
Managers should look for equipment that supports routine cleaning, clear status indication, reliable data capture, and straightforward documentation for IQ, OQ, and PQ activities. Stainless contact surfaces, reduced dirt traps, sensible guarding access, and controlled software changes all matter.
The main point is simple. Controls, safety, and GMP aren't secondary details. They decide whether the line is easy to run, easy to maintain, and defensible in front of quality.
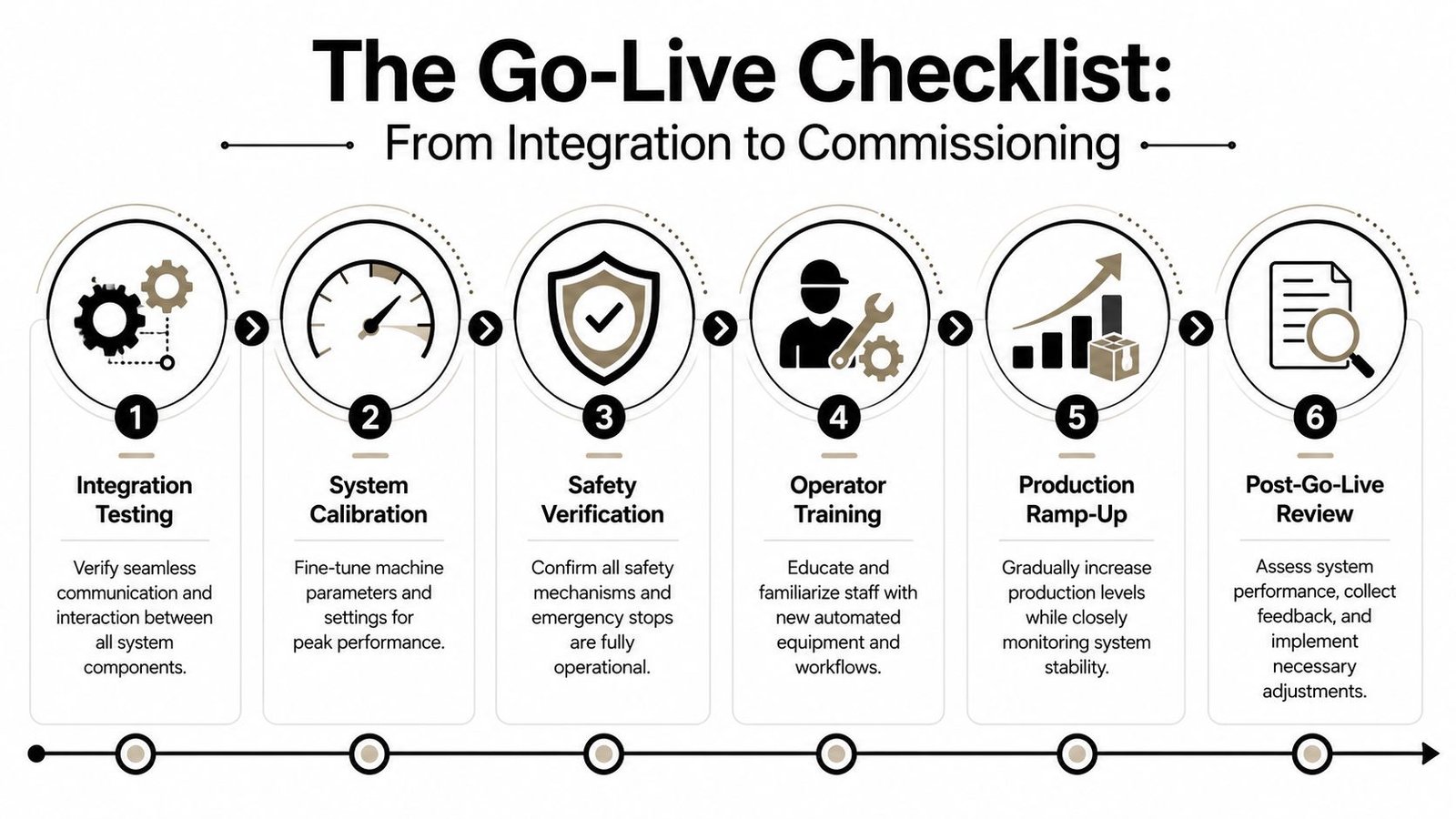
The Go-Live Checklist From Integration to Commissioning
Most assembly line automation problems don't start on day one of production. They start earlier, when teams assume installation is the same thing as readiness.
What to lock down before the machine arrives
Commissioning gets easier when the plant finishes basic preparation before delivery. Utilities, floor space, product samples, network requirements, operator staffing, and line clearance should all be settled before the integrator arrives on site.
The common failure is assuming the machine is self-contained. It isn't. It has to communicate with upstream and downstream operations, quality checks, material handling, and often plant software layers as well. If you need a practical refresher on what FAT testing involves in automation projects, review it before sign-off, not after shipment.
FAT and SAT should test production reality
Factory Acceptance Testing should do more than prove the machine powers up. It should challenge normal running, sensor faults, reject handling, recoveries, and operator interactions using representative parts and real operating logic.
Site Acceptance Testing then confirms the same thing in the actual production environment. Not just whether the machine runs, but whether it runs inside your plant conditions with your materials, your operators, your support team, and your required outputs.
Use a simple checklist during FAT and SAT:
- Cycle and sequence: Confirm the machine completes the intended process consistently.
- Safety functions: Test interlocks, stops, reset behavior, and fault recovery.
- Quality output: Verify reject logic, inspections, and traceability records.
- Integration points: Check communications with scanners, printers, upstream devices, and plant systems.
- Documentation: Make sure drawings, manuals, software backups, and spare parts lists are complete.
A machine can pass FAT and still fail production if nobody tested changeovers, recoveries, and operator mistakes.
Training and ramp-up decide whether the line sticks
Go-live isn't complete when product first runs. It's complete when production can own the system without constant engineering rescue.
That means operator training, maintenance training, and shift-level response plans must be done before the line reaches normal demand. Build a ramp-up plan with short review cycles. Track faults, stoppage causes, recurring interventions, and quality escapes. Then tighten the process while the integrator and plant team still have momentum.
Plants that commission well usually treat startup as a controlled transfer of ownership. Plants that struggle often treat it as a delivery event.
Beyond Deployment Driving Long-Term Value
The first months after launch tell you whether the project was only installed or integrated by the plant.
Treat the first months as the real handover
A new automated line generates useful signals immediately. Fault history shows where operators need better recovery steps. Reject trends expose fixture wear or parameter drift. Changeover notes reveal whether setup was engineered for production or only for demonstration.
Use that information. Hold short cross-functional reviews between production, maintenance, quality, and engineering. Focus on recurring losses, not isolated incidents. The goal is to stabilize the line until normal operation becomes boring. In manufacturing, boring is good.
Long-term value comes from support discipline
Long-term return from assembly line automation comes from maintenance discipline, controlled updates, spare parts planning, and periodic process review. Plants lose value when they treat the machine as finished once it ships acceptable product.
The strongest automation programs keep improving the system after release. They update PM tasks based on actual wear points, tighten operator instructions around recurring faults, and use line data to improve how the station runs in real production.
That's also why partner selection matters. A supplier can build a machine. An engineering partner should help the plant keep the machine useful as products, staffing, and production demands change.
If you're weighing manual upgrades, semi-automatic cells, or a fully integrated line, System Engineering & Automation helps manufacturers choose the right level of automation for their production goals, compliance needs, and budget. SEA designs and delivers practical manufacturing solutions, including custom tooling, fixtures, controls, semi-automatic systems, and full line support from concept through commissioning and ongoing service.