Your new semi-automated equipment is in place, the FAT and SAT are behind you, and the line finally runs. Then a significant problem emerges. Operators can start the machine, but they can't recover faults cleanly, change over without hesitation, or tell the difference between a minor HMI alert and a process condition that will turn into scrap.
That's where most training programs break down. They treat operator readiness like a handoff document, not a production capability. On a modern floor, equipment operator training isn't just about safe use of the machine. It's about building operators who can protect throughput, stabilize quality, and work with automation instead of waiting on maintenance for every interruption.
Table of Contents
- Beyond the Manual Modern Equipment Demands Modern Training
- The Four Pillars of an Effective Operator Training Program
- Designing Your Curriculum and Training Materials
- Implementing Training and Assessing Operator Competency
- Measuring Program Success and Driving Continuous Improvement
- Activating Your World-Class Operator Training Plan
Beyond the Manual Modern Equipment Demands Modern Training
A lot of plants still train operators as if the machine is basically manual with a few sensors added on. That approach doesn't hold up on a semi-automated workstation. The operator isn't just loading parts and pressing cycle start. They're managing flow, monitoring conditions, responding to faults, handling changeovers, and making judgment calls that affect both uptime and quality.
That shift is bigger than often realized. The World Economic Forum reports that by 2027, nearly half of workers' core skills are expected to change, a projection that matters directly to manufacturing because automation is changing task composition and increasing the need for troubleshooting, changeover, and human-machine coordination (World Economic Forum context cited here). If your training still focuses only on startup checks and basic operating steps, your people are being prepared for yesterday's job.
The operator role has changed
On a modern line, an operator often has to do all of the following in one shift:
- Interpret HMI messages: Not every alarm means the same thing, and not every stop should trigger a maintenance call.
- Manage changeovers: Tooling swaps, recipe selection, fixture verification, and first-piece confirmation all affect output.
- Protect process stability: The operator often sees drift before engineering or quality does.
- Coordinate handoffs: Production, maintenance, quality, and automation support need clear escalation rules.
That's why training has to be built into the system strategy, not added after installation. If you're already upgrading aging assets, this is the same mindset behind legacy system modernization for production equipment. The control system can be modern, but if operator behavior still depends on tribal knowledge, the line won't deliver what the capital project promised.
Modern equipment doesn't reduce the need for operator skill. It changes where that skill has to show up.
The weak model is familiar. A vendor runs through a startup checklist, a supervisor shadows the first few shifts, and everyone hopes the team “gets comfortable.” What usually happens instead is slower recovery from minor faults, inconsistent changeovers, and a widening gap between the machine's designed cycle and the line's actual output.
The stronger model treats operators like process owners at the workstation level. That means training for decisions, not just motions. It also means teaching what normal looks like, what abnormal looks like, and what to do before a small deviation becomes scrap, rework, or downtime.
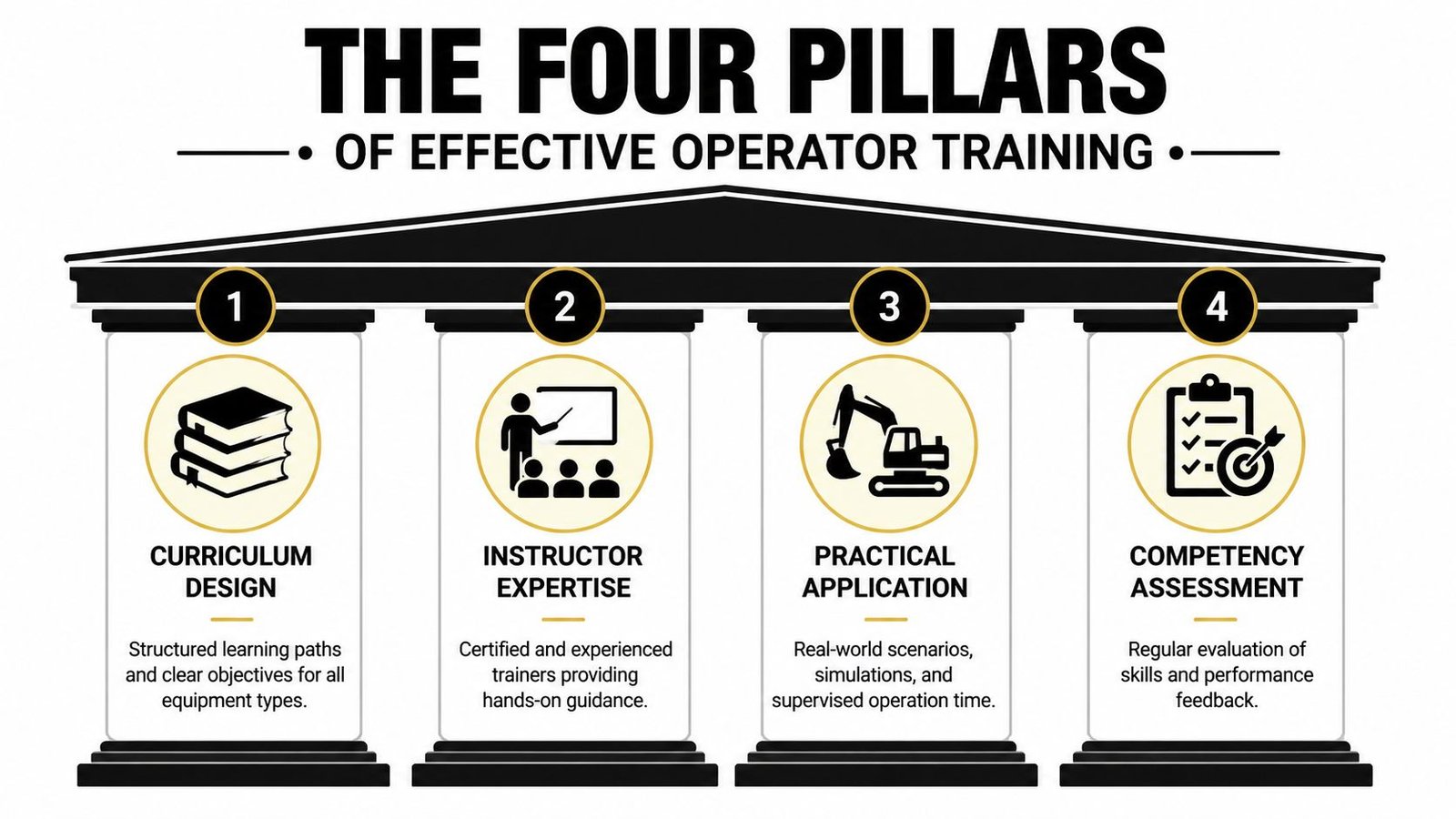
The Four Pillars of an Effective Operator Training Program
Good equipment operator training has structure. The common pattern in formal operator programs is multi-stage: classroom instruction first, then supervised hands-on practice, and finally both a written exam and a practical evaluation on the actual equipment (multi-stage operator training structure). That sequence works because it separates knowing from doing.
In manufacturing, the same logic applies. Operators need a framework that covers safety, machine use, process judgment, and performance accountability.
Safety has to include system interaction
Most plants already have safety orientation, lockout procedures, PPE rules, and site expectations. That's necessary, but it's not enough for semi-automation.
Operators need to know where the safe operating boundary is. That includes guard interlocks, light curtains, e-stops, manual modes, jam-clear rules, and who is authorized to enter maintenance or setup states. On custom equipment, one of the biggest risks is confusion during handoff. The operator thinks a technician is making an adjustment. The technician thinks production is waiting. Nobody owns machine state.
A strong safety pillar covers:
- Normal operation boundaries: What the operator can reset, adjust, and acknowledge.
- Abnormal state response: What requires escalation to maintenance, controls, or quality.
- GMP-sensitive actions: What can affect cleanliness, traceability, or product disposition.
- Restart discipline: What must be checked before the machine goes back into automatic operation.
Machine operation must include HMI fluency
An operator who can push buttons but can't operate the HMI isn't trained. They're dependent.
This pillar should cover startup, shutdown, recipe selection, part loading, fixture confirmation, alarm acknowledgment, trend viewing if available, and the machine's normal sequence logic. If your workstation uses vision checks, torque tools, barcode validation, pick-to-light guidance, or servo positioning, those functions belong in operator training too.
Troubleshooting is part of the operator role
Semi-automated equipment lives or dies on fault recovery. If every stoppage turns into a maintenance event, throughput drops fast.
Operators don't need to become controls engineers. They do need to recognize common failure modes, distinguish a repeatable process issue from a one-off interruption, and restore production when the issue is within their defined scope.
Practical rule: Train operators to answer three questions before escalating. What happened, where in the cycle it happened, and what changed just before it happened.
That one habit improves troubleshooting quality more than long theory sessions.
Standards make performance repeatable
The fourth pillar is where most programs get thin. Plants train to basic qualification, then stop. But if you want stable output, you need defined expectations for cycle discipline, part presentation, response time to common faults, changeover execution, and first-piece verification.
Useful standards are observable. Supervisors should be able to watch an operator run a machine and tell whether the standard is being followed. If the standard exists only in a binder, it won't hold.
A complete program usually includes these four layers working together:
| Pillar | What it should produce |
|---|---|
| Safety, Compliance, and GMP | Fewer risky interventions and cleaner machine-state handoffs |
| Machine-Specific Operation and HMI Use | Faster, more confident operation without guesswork |
| Process Control and Troubleshooting | Better fault recovery and fewer avoidable calls for support |
| Performance Standards and Measurement | Consistent execution across shifts and operators |
Designing Your Curriculum and Training Materials
The fastest way to build weak training is to organize it around documents. The better way is to organize it around real tasks operators perform on the floor. Training should mirror the sequence of work, the frequency of decisions, and the points where errors have the highest production cost.
A useful benchmark comes from outside manufacturing. Wisconsin's Operating Engineer and Heavy Equipment Operators apprenticeship requires 3 to 4 years, including 5,200 to 6,000 hours of on-the-job training plus 400 hours of related instruction (Wisconsin apprenticeship requirements). Your semi-automated workstation won't need that scale, but the lesson is clear. Competence is built through supervised repetition, not a single classroom event.
Build around tasks, not manuals
Start with the operator's job cycle. List what happens before the shift, during startup, during normal production, during short stops, during changeover, during first-piece release, and at shutdown. Then break each phase into teachable tasks.
This works better than sectioning training by machine subsystem because operators don't think in terms of “pneumatics,” “servo axis,” and “I/O.” They think in terms of “load part,” “confirm fixture,” “clear fault,” and “restart safely.”
If your line is being rebalanced as volume or product mix changes, connect training to that operating model as well. Many teams improve content once they map operator responsibilities against production line balancing decisions, especially when work content shifts across stations.
Sample Curriculum for a Semi-Automated Workstation
| Module | Topics Covered | Assessment Method |
|---|---|---|
| Safety and Machine State | Guarding, interlocks, e-stops, lockout boundaries, manual mode rules, escalation points | Practical observation during startup and fault response |
| Machine Overview and HMI Navigation | Main screens, login levels, alarms, recipes, sequence status, startup and shutdown flow | Short written check plus guided HMI walk-through |
| Standard Operation | Part loading, fixture checks, cycle initiation, unload sequence, in-cycle observations | Live run with trainer observation |
| Changeover Execution | Tooling swaps, recipe confirmation, setup verification, first-piece process | Changeover demonstration against SOP |
| Fault Recovery | Common alarms, jam clearing, sensor checks within operator scope, restart verification | Scenario-based practical evaluation |
| Quality and GMP Controls | Inspection points, reject handling, traceability steps, line clearance expectations | Observation and documented sign-off |
| Maintenance Handoffs | What to report, how to document recurrence, when not to restart | Role-play and supervisor review |
Write materials operators can use under pressure
Dense manuals don't help during a line stop. Operators need scannable tools. For most semi-automated equipment, the core training set should include:
- A startup SOP: Ordered steps with machine-state checks and confirmation points.
- A fault recovery guide: Common alarms, likely causes within operator scope, and escalation rules.
- A changeover checklist: Tooling, fixtures, consumables, recipe, verification, and first-piece requirements.
- Visual work instructions: Photos or screen captures for setup points, part orientation, and HMI actions.
- A maintenance handoff sheet: What information the technician needs before arriving at the machine.
If a document can't be used during a stop, it's reference material, not an operator tool.
Keep each tool narrow in purpose. One document for startup. One for changeover. One for recurring faults. Operators perform better with short, context-specific instructions than with one oversized training packet that nobody opens after day one.
Implementing Training and Assessing Operator Competency
Rollout matters. A strong curriculum still fails if delivery is inconsistent across shifts, trainers improvise the message, or qualification gets reduced to “they've seen it once.”

Formal training and assessment also affects workforce value. In the U.S. construction equipment operator occupation, the Bureau of Labor Statistics reports a median annual wage of $58,320 as of May 2024, with about 46,200 openings per year projected from 2024 to 2034 and 4% employment growth over that period. The same BLS-based guidance also describes certified operators as earning 10% to 15% above the median wage for their equipment type, which supports the business case for a verifiable training process instead of informal qualification (BLS occupation outlook and wage reference).
Delivery matters as much as content
The best implementation model in most plants is a staged approach with internal ownership:
- Core instruction by engineering or lead technical staff: Explain machine purpose, operating logic, critical quality points, and boundaries.
- Structured hands-on practice with a qualified trainer: Let operators run normal cycles, short stops, and standard recovery actions.
- Shift-level reinforcement by supervisors or leads: Watch for drift from standard work in live production.
- Periodic revalidation: Recheck changeovers, alarm response, and restart discipline after the initial qualification period.
Train-the-trainer proves highly effective. It gives the plant a repeatable method instead of depending on one installer, one controls person, or one experienced operator with undocumented know-how.
Assess what operators actually do
Written tests have value. They confirm terminology, sequence understanding, and awareness of boundaries. But they should never stand alone.
Practical evaluation is where competence shows up. Can the operator start the machine without skipping checks? Can they recognize a fault, follow the approved recovery path, and know when to stop and escalate? Can they complete a changeover and produce an acceptable first part without coaching?
Useful practical assessments should cover:
- Normal run execution: Startup, standard cycle, shutdown
- Abnormal conditions: Common stoppages and allowable recovery
- Product transitions: Recipe change, fixture setup, first-piece confirmation
- Communication quality: Escalation details that help maintenance and quality respond quickly
A short visual example of practical operator evaluation helps align supervisors on what “qualified” should look like.
Use a skills matrix to manage readiness
Most plants need a simple skills matrix more than they need a complex learning platform. A matrix gives managers a current view of who can run which equipment, who can perform changeovers, who can recover standard faults, and who still requires supervision.
Keep the matrix practical. Track by machine or cell, by product family if needed, and by skill level such as trainee, qualified for normal operation, qualified for changeover, and qualified to train others. Add a date for last validation and the approving trainer or supervisor.
Don't sign off operators based on exposure. Sign them off based on observed performance under normal and abnormal conditions.
That one distinction prevents a lot of false confidence.
Measuring Program Success and Driving Continuous Improvement
If training can't be tied to plant performance, it gets treated like overhead. That's a mistake, especially on semi-automated equipment where operator behavior has a direct effect on uptime, first-pass quality, and labor efficiency.

Tie training to production outcomes
The right question isn't “Did everyone attend training?” The right question is “What changed on the floor after qualification?”
For semi-automated systems, the most useful measures are usually operational:
- Downtime pattern: Are common recoverable stops being cleared faster and more consistently?
- Scrap and rework trend: Do errors spike around startup, changeover, or specific operator groups?
- First-piece approval quality: Are setups cleaner and more repeatable?
- Support demand: Is maintenance being called for issues that operators should be able to handle?
- Throughput stability: Are shifts running the workstation in a similar way, or does output swing with staffing?
Connected data helps. If your equipment is already feeding status, alarms, or cycle data into machine monitoring software for plant visibility, use that information to compare performance before and after operator qualification by station, shift, and product family.
Choose the right level of training investment
Not every station needs the same training depth. That matters for small and mid-sized manufacturers that can't pause production for long blocks of classroom time. In those environments, the key tradeoff is between full certification-style programs and focused, task-specific training for a single workstation. That narrower approach is often the highest-ROI path when experienced labor is scarce (task-specific training tradeoff for smaller manufacturers).
A simple way to decide is to sort equipment into three groups:
| Equipment type | Training approach that usually fits |
|---|---|
| High-risk or high-variability systems | Full qualification with practical assessment and revalidation |
| Stable semi-automated workstations | Task-based training with strong changeover and fault modules |
| Low-complexity support equipment | Focused instruction with supervisor sign-off |
That prevents overspending on low-complexity roles while still protecting critical assets.
Build a closed-loop improvement process
Training content should change when the process changes. New tooling, fixture revisions, alarm logic updates, recipe additions, and quality escapes all create training debt if documents and assessments stay frozen.
Use a recurring review with operations, maintenance, quality, and engineering. Look at recent downtime reasons, startup issues, repeat alarms, rejected first pieces, and operator feedback. Then update the training package where friction exists.
A practical review loop usually asks:
- What stops keep repeating?
- Which changeover steps create confusion?
- Where are operators escalating too early or too late?
- What knowledge still lives only with one senior person?
That's how training stops being a one-time event and becomes part of process control.
Activating Your World-Class Operator Training Plan
The strongest equipment operator training programs aren't the longest. They're the ones that match the actual demands of the machine. On a semi-automated line, that means operators need more than safe operating basics. They need clear boundaries, strong HMI fluency, disciplined changeover habits, fault recovery skills, and a qualification process based on observed performance.
Plants usually get better results when they stop treating training as a post-install activity. The better approach is to build the operator program alongside the equipment design, controls strategy, and production goals. That keeps the SOPs, HMI flow, maintenance handoffs, and qualification standards aligned from the start.
A practical quick-start checklist
Use this as the first pass for a new or underperforming workstation:
- Define the operator role clearly: Separate operator tasks from maintenance, quality, and engineering responsibilities.
- Map the actual job cycle: Include startup, normal operation, short stops, changeover, first-piece release, and shutdown.
- Create usable floor documents: Build SOPs, checklists, fault guides, and visual instructions that support work in real time.
- Qualify with observation: Require practical sign-off on normal and abnormal conditions, not just a written test.
- Track readiness visibly: Maintain a simple skills matrix by machine, task, and validation level.
- Measure plant impact: Review downtime, scrap, rework, and support-call patterns after training.
- Update content when the process changes: Treat tooling changes, control edits, and recurring faults as training triggers.
One more point matters. The best operator training often starts before the machine ships. When equipment builders and plant teams think through operator interaction early, the result is better HMI design, better access for setup and cleaning, better escalation paths, and fewer avoidable mistakes after launch.
If you're planning new semi-automated equipment or trying to get more throughput and consistency from an existing line, System Engineering & Automation can help you build the machine and the operating approach together. That includes practical support for tooling, fixtures, controls integration, GMP-aware production needs, and the kind of operator-ready system design that makes training stick on the floor.