Orders are coming in. Your operators know the product. The line has been patched together with fixtures, work instructions, and extra inspection steps. But output still stalls at the same point every week. One station falls behind, rework starts to pile up, and quality checks become the gate that holds the whole schedule.
That's where many small and mid-sized manufacturers sit when they start looking at a pen assembly machine. Not because they want automation for its own sake, but because manual assembly has stopped being a practical way to scale. The question isn't whether to automate everything. It's how to add the right level of automation so production, compliance, and budget stay aligned.
For teams looking for manufacturing solutions to optimize production and services, the best answer is often not a massive turnkey line. It's a system built around the actual bottleneck, the actual product mix, and the level of validation the business can support.
Table of Contents
- The Production Wall and How to Break Through It
- What Exactly Is a Pen Assembly Machine
- Finding Your Fit Manual Semi-Automated and Fully Automated Systems
- Anatomy of a Pen Assembly Machine Core Components
- Key Selection Criteria for Your Next Machine
- Maximizing Your ROI Through Smart Integration and Support
- Conclusion The Right Machine Starts with the Right Partner
The Production Wall and How to Break Through It
Monday starts with a full floor and a short shipping board. Operators are busy, supervisors are reshuffling labor, and QA is holding trays for recheck because fit, alignment, or ink flow failed somewhere upstream. Output looks active. Good output stays flat. That is the production wall.
Pen assembly lines hit that wall earlier than many small and mid-sized manufacturers expect. Parts are light, small, easy to misorient, and sensitive to joining force. A minor variation at one station can create rework two steps later, then slow packing, then stretch lead times. The line keeps running, but margin drops because labor rises faster than saleable units.

Scale changes the economics
In this market, low-cost volume producers set the pace on price and delivery. Smaller manufacturers do not win by matching that model station for station. They win by building a process that holds tolerance, limits labor exposure, and stays clean enough for regulated or quality-sensitive products.
That matters even more where GMP expectations are part of the conversation. Full automation can solve a lot, but it also brings higher capital cost, longer lead times, more validation work, and less flexibility during product changes. For many shops, the practical path is semi-automation. Controlled feeding, guided assembly, force verification, reject handling, and better workstation design can raise throughput and support cleaner, more repeatable production without the cost of a fully automated line.
A simple rule applies here. If adding operators no longer increases good output in a predictable way, the constraint is usually the process, not the effort level of the team.
What breaking through actually looks like
Breaking through does not start with buying the biggest machine in the catalog. It starts with identifying where output is being lost and fixing that point first. In pen assembly, the bottleneck is often part presentation, manual alignment, inconsistent press force, or end-of-line inspection that catches defects after value has already been added.
For a small-to-mid-sized plant, the best first move is often a semi-automated cell built around one high-risk step. That could mean an indexing table with poka-yoke nests, a servo press with force monitoring, or a feed system that presents barrels and tips in the correct orientation. Those upgrades improve consistency and help with GMP discipline because the process becomes easier to control, document, and verify.
Cycle time should also be examined before headcount is increased again. If delays come from handoffs, waiting, repeated motion, or inspection queues, the payoff usually comes from process redesign. Many teams start by applying cycle time reduction methods for assembly operations to the current line, then decide where automation will return capital fastest.
The business case is usually straightforward:
- Output becomes more predictable: Semi-automated stations reduce shift-to-shift variation and make planning easier.
- Defects are caught earlier: Presence sensing, force checks, and guided loading stop bad units before packaging.
- Labor is used where it adds value: Operators spend less time correcting orientation and repeating low-skill motions.
- Growth stays affordable: A phased semi-automation plan lets smaller manufacturers expand capacity while keeping cash, floor space, and validation demands under control.
What Exactly Is a Pen Assembly Machine
A pen assembly machine takes loose components and turns them into a repeatable assembly process. That sounds simple. In practice, it means the machine has to present parts, orient them correctly, join them with the right motion and force, and verify that each critical step happened as intended.
Think of it as a team of highly specialized operators working in perfect sync. One handles the parts. One aligns them. One performs the joining step. One inspects every unit without fatigue. The machine compresses those roles into one controlled sequence.
The four jobs that matter most
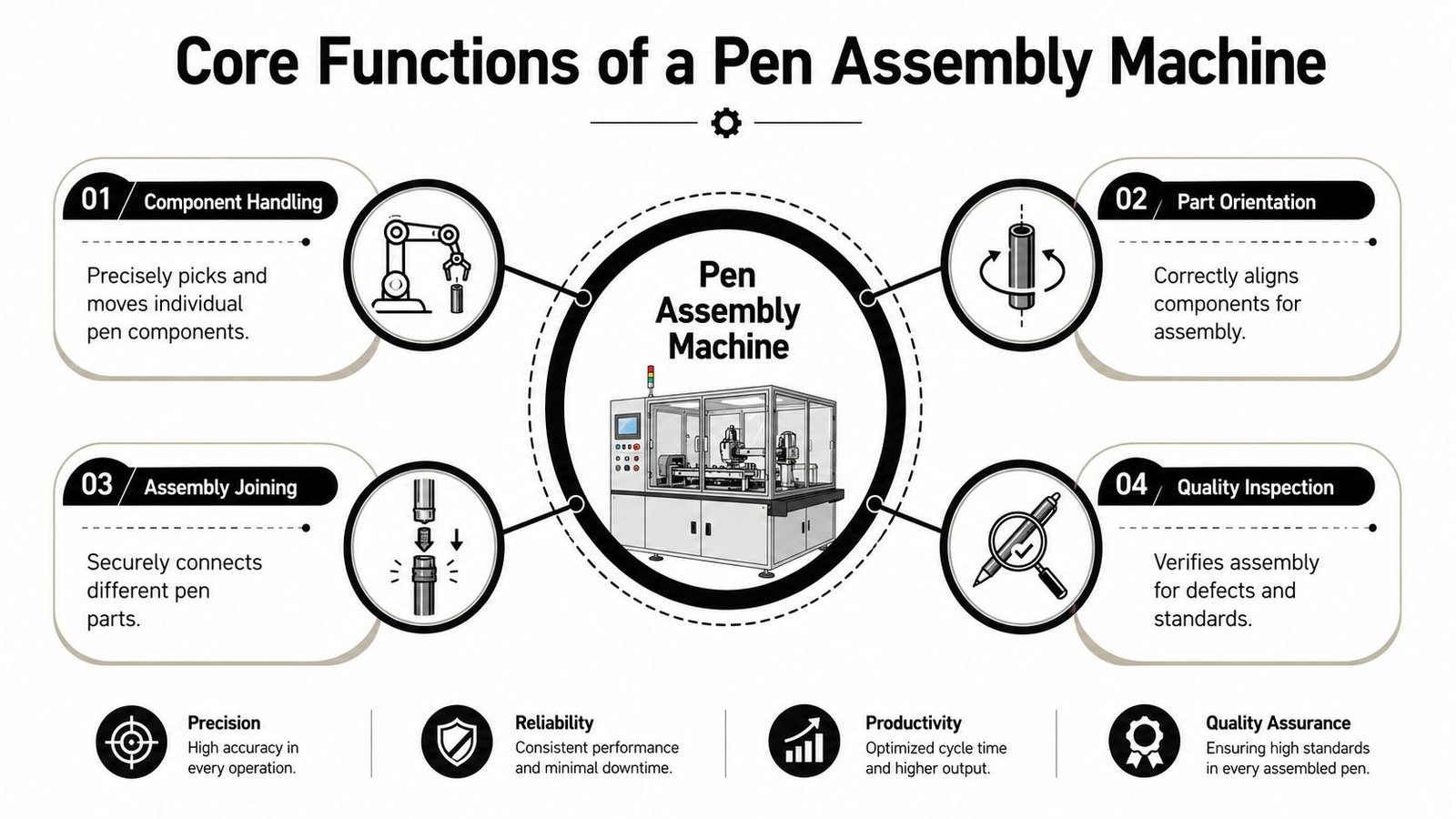
The machine performs four functions.
Handling components
Parts have to arrive at the station one at a time, in a known position, without damage. That sounds basic until small plastic or metal parts begin nesting, flipping, or jamming.Orienting parts
A component that's present but rotated incorrectly is still a defect waiting to happen. Good assembly systems don't assume orientation. They control it.Joining assemblies
This can involve pressing, snapping, gluing, clicking, or another controlled motion. The joining step often determines whether the product will work properly in the field.Inspecting the result
Presence sensors, vision checks, force-position monitoring, and reject logic keep bad assemblies from moving downstream.
Why this matters on the floor
Manual cells can do all four jobs, but they do them with more variation. One operator seats a part a little differently. Another misses a subtle defect. A third compensates for poor incoming presentation by feel. Those workarounds help the line run, but they also make output dependent on individual skill.
That's why a pen assembly machine changes more than labor content. It changes the process from operator-dependent to method-dependent.
For operations managers, that shift shows up in practical ways:
- Training gets easier: New operators learn the process faster when the machine guides critical steps.
- Quality data improves: You stop relying only on end-of-line inspection and start collecting process-level information.
- Engineering gains greater control: Adjustments can be made through tooling, controls, and recipe settings instead of constant retraining.
A good assembly machine doesn't just move parts faster. It removes the need for operators to remember what the process should have prevented.
Many teams also underestimate how much value comes from modularity. A system that handles the current product well but can't adapt to revised geometry or additional variants becomes a constraint. That's why it helps to evaluate performance assembly solutions built around real production needs rather than buying around a brochure speed alone.
What it is not
It's not automatically a giant rotary line in a cleanroom. It's not always fully automated. And it's not useful if it forces you into complexity your product mix doesn't justify.
For small and mid-sized manufacturers, the best pen assembly machine is usually the one that controls the failure points that matter most, while staying simple enough to support, validate, and change over without pain.
Finding Your Fit Manual Semi-Automated and Fully Automated Systems
The wrong automation tier creates two kinds of waste. One is obvious. You spend too much capital on a system you don't need. The other is quieter. You stay too manual for too long and keep paying for inconsistency, labor dependency, and slow changeovers.
That's why the best fit starts with volume, product variation, compliance needs, and staffing reality. Not with the most impressive machine on the market.
Manual assembly still has a place
Manual assembly is often the right starting point for pilot builds, unstable product designs, and very low volumes. If the product changes every few weeks, expensive automation can lock you into tooling that's obsolete before it pays back.
But manual work has limits:
- Output depends on operator pace
- Quality varies with skill and fatigue
- Inspection tends to happen after the fact
- Scaling means adding people, supervision, and floor space
Manual cells work best when flexibility matters more than throughput.
Semi-automation is often the sweet spot
For many small and mid-sized manufacturers, semi-automation is where the economics improve quickly. A well-designed semi-automated system automates the repeatable, precision-sensitive steps while leaving loading, replenishment, or certain handling tasks to operators.
That approach matters because it balances control with cost. According to CB Automation's pen injector engine case study, semi-automated pen assembly systems can reduce labor dependency by 40–50% and cut changeover times from hours to under 45 minutes for low-to-medium volume, multi-variant production.
That's a strong fit when you need GMP-aware process control but can't justify a fully automated turnkey line.
Here's where semi-automation tends to work well:
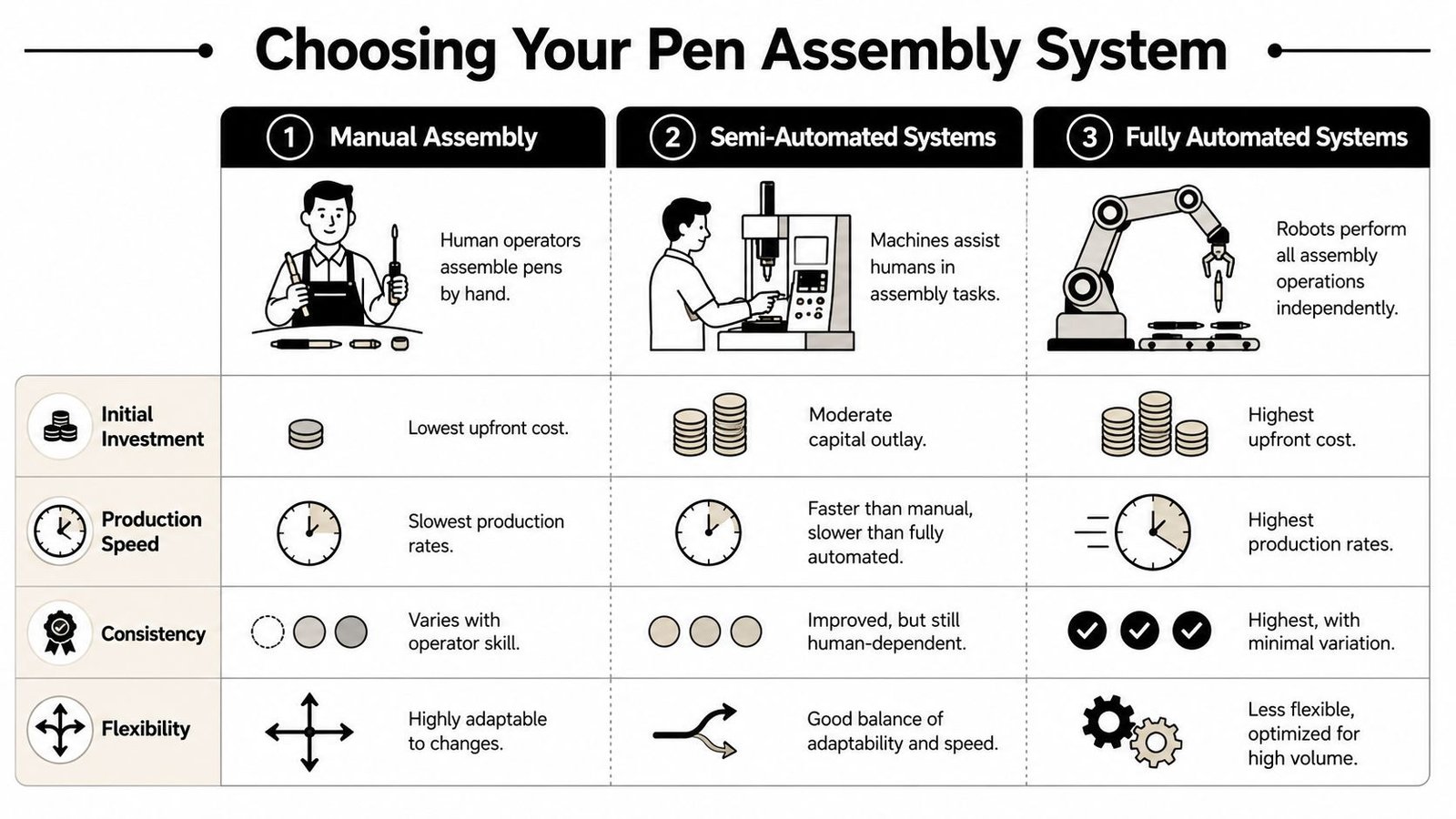
| System type | Best fit | Main trade-off |
|---|---|---|
| Manual | Early product stages, low volume, frequent design changes | Slowest output and highest operator variation |
| Semi-automated | Multi-variant programs, controlled growth, budget-sensitive upgrades | Still needs operator involvement and good workstation design |
| Fully automated | High-volume, stable products, low-variety production | Highest capital cost and less forgiving of frequent changes |
A practical example helps. If your line builds several variants and changes happen regularly, a semi-automated cell with controlled joining and in-process checks may outperform a rigid high-speed line in actual plant conditions, even if the nameplate speed is lower.
To see how that middle ground works in practice, this overview of semi-automated systems that bridge manual and full automation captures why many operations teams choose that route first.
Later in the decision process, it helps to see one example in motion:
Fully automated lines make sense when the product is stable
Full automation earns its place when the product is mature, demand is sustained, and the line doesn't need frequent changeovers. In that environment, the machine's speed and repeatability can dominate the cost equation.
What doesn't work is buying full automation to solve a product-definition problem. If your part tolerances, incoming quality, or variant strategy are still moving, a high-speed line can become an expensive troubleshooting project.
The best automation tier is the one your plant can run well every day, not the one that looks strongest in a factory acceptance demo.
Anatomy of a Pen Assembly Machine Core Components
Managers make better equipment decisions when they can name the subsystems and ask the right questions about each one. Most pen assembly machines are built from the same functional blocks, even when layouts differ. Once you understand those blocks, vendor conversations get a lot more productive.
Feeding and presentation
No assembly machine runs well if parts arrive inconsistently. Feeding systems do the quiet work that keeps everything else stable.
Common examples include:
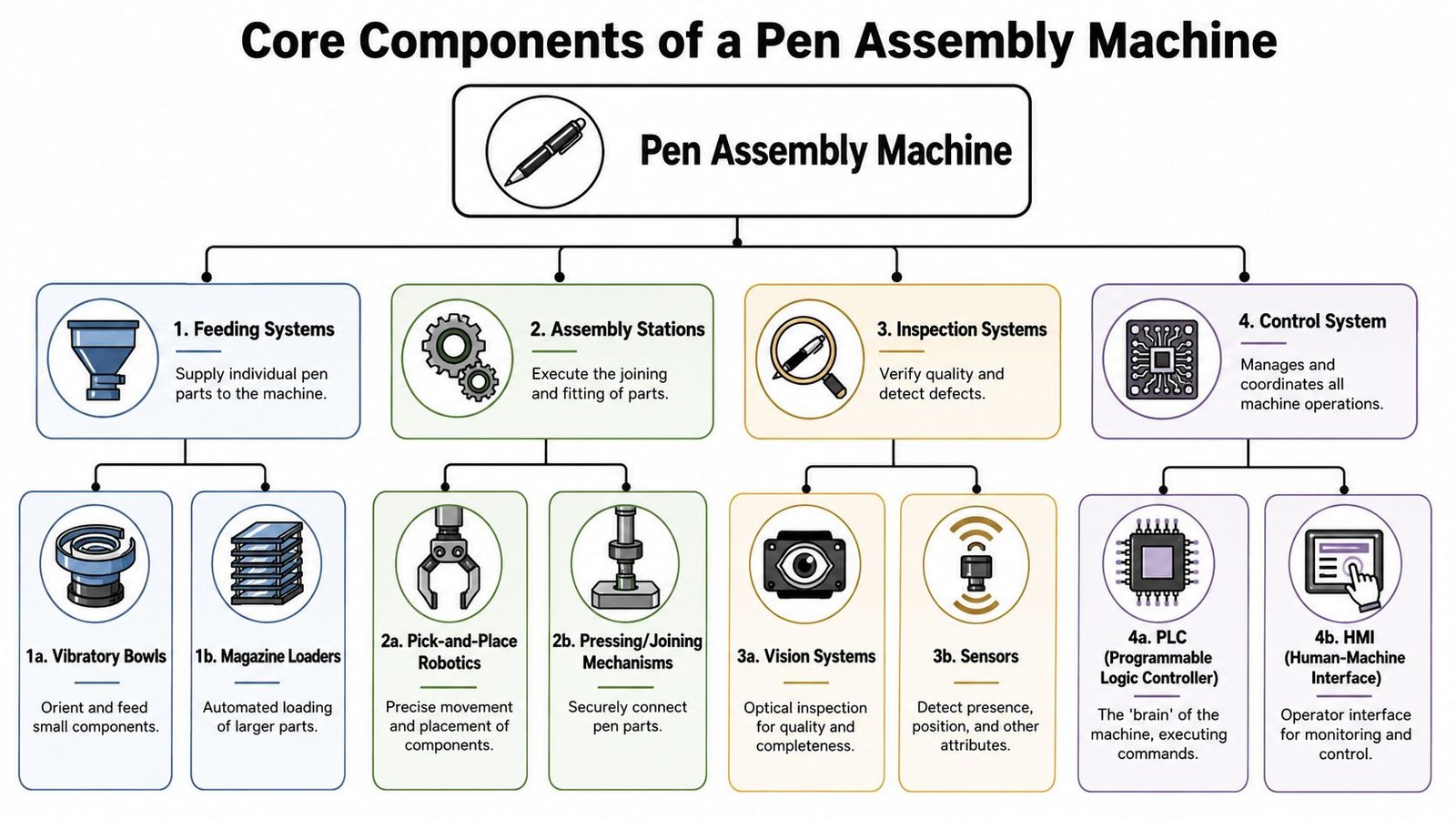
- Vibratory bowls: Useful for orienting small parts before transfer.
- Magazine loaders: Better suited to larger or pre-stacked components.
- Escapements and tracks: Control release so one part arrives at the station at the right time.
- Nests or pallets: Hold the workpiece in a repeatable position through multiple steps.
If a machine jams often, the root cause is frequently in feeding, not in the joining station everybody notices first.
Handling and joining
Once parts are presented correctly, the machine has to move and combine them with control. The actual assembly work is performed by pick-and-place devices, servo slides, pneumatic actuators, presses, or glue application tools.
The key issue isn't only motion. It's controlled motion.
A useful benchmark comes from a fully automated pen injector assembly machine covered by Packworld's Bosch machine profile. That machine processes four pens simultaneously and reaches up to 70 pens per minute, while using real-time verification and automatic rejection to support GMP compliance.
That example matters less for the exact speed than for the architecture behind it. Parallel processing, electronic control, and built-in reject logic are what turn mechanical movement into a reliable production process.
Inspection and controls
Inspection systems make the machine trustworthy. Without them, you're just automating mistakes faster.
Typical inspection tools include:
- Presence sensors for confirming that components arrived.
- Vision systems for orientation, completeness, and cosmetic checks.
- Force and position monitoring for press-fit or safety-critical joins.
- Reject mechanisms that remove suspect product immediately.
The control layer ties all of this together. Usually that means a PLC coordinating sequence logic, interlocks, alarms, and recipes, plus an HMI that operators use to monitor status, change settings, and troubleshoot faults.
If the HMI doesn't help your operators diagnose stoppages quickly, the machine will spend too much time waiting for engineering.
Why managers should care about the details
Each subsystem affects a different business outcome.
| Subsystem | What it influences most |
|---|---|
| Feeding | Stability and uptime |
| Joining | Product function and defect rate |
| Inspection | Containment and traceability |
| Controls and HMI | Operator efficiency and troubleshooting speed |
A plant doesn't need every advanced feature available. It does need the right features in the right places. That's especially true when the goal is cost-effective semi-automation instead of maximum headline speed.
Key Selection Criteria for Your Next Machine
A common scenario plays out like this. A growing manufacturer approves a pen assembly machine to relieve labor pressure, then finds six months later that the line is either underused, hard to validate, or too rigid for the product mix. The purchase was not wrong. The selection criteria were.
For small-to-mid-sized manufacturers, machine selection is less about chasing maximum speed and more about buying enough control, capacity, and compliance support without taking on a system your team cannot realistically run. That is the gap many buying guides miss. They assume high-volume, fully automated production with a large validation budget and dedicated engineering support.
Start with demand at the line level
Throughput still matters, but sustainable output matters more than brochure output. A machine should meet demand with your actual parts, your operators, and your quality checks in place.
Ask vendors to define output under normal operating conditions:
- What rate can the machine hold over a full shift, not a short demonstration run?
- What assumptions are built into that rate for part quality, replenishment, and operator intervention?
- What happens to output during routine stops, changeovers, and in-process rejects?
Those answers usually tell more than the top speed on the quote.
Evaluate fit before features
A longer feature list does not always produce a better business case. In many pen programs, especially regulated ones, the better choice is the machine that fits the current process and leaves room for staged upgrades.
That matters if you are balancing GMP expectations with a limited capital budget. Semi-automation often makes financial sense because it puts controls and repeatability around the highest-risk assembly steps while keeping the system simpler to validate, maintain, and staff than a fully automated line.
Review the machine against the conditions on your floor:
- Product mix: Number of SKUs, part families, and planned variants
- Changeover time: Tooling swaps, recipe selection, line clearance, and first-piece verification
- Operator involvement: Manual loading, assisted assembly, inspection review, and replenishment
- Floor constraints: Utility access, maintenance clearance, and material flow around the machine
- Documentation level: IQ/OQ support, traceability functions, and records needed for GMP-aligned production
Price is only one part of cost
Purchase price is easy to compare. Ownership cost is where weak decisions show up.
I usually tell operations teams to look at three cost buckets. First is startup effort: installation, validation, debugging, and training. Second is running cost: labor, scrap, spare parts, and downtime. Third is growth cost: what it takes to add another variant, another station, or another inspection step later.
A low-priced machine can lose its advantage quickly if recipe control is weak, spare parts are custom and slow to source, or every product change needs engineering support.
Good machine selection reduces labor content and defect risk without creating a maintenance and validation burden your plant cannot absorb.
Use a practical selection lens
A short decision table keeps the discussion grounded in production reality.
| Selection factor | What good looks like |
|---|---|
| Throughput | Holds required output across a full shift with normal stops and operator tasks |
| Flexibility | Supports planned variants with manageable changeover time and low setup risk |
| Compliance readiness | Includes the controls, documentation, and traceability your process actually requires |
| Serviceability | Maintenance can access wear parts, troubleshoot faults, and get spares without long delays |
| Upgrade path | Additional stations, inspection, or data collection can be added without replacing the base platform |
The best purchases usually come from a disciplined requirements document. It should reflect the line you need to run now, the GMP obligations you need to support, and the expansion path you can afford over the next few years. That approach is usually more profitable than buying either the cheapest machine on the sheet or the most advanced one in the catalog.
Maximizing Your ROI Through Smart Integration and Support
The machine itself doesn't create ROI. The installed, validated, trained, and maintainable system does. That difference matters because many automation projects look good at purchase approval and underperform after startup.
Most of the avoidable losses happen in four places: weak integration planning, rushed commissioning, limited operator training, and reactive maintenance.
Integration is where performance becomes real
A pen assembly machine has to fit the surrounding process. That includes incoming parts, material presentation, reject handling, operator access, utilities, quality workflows, and downstream packaging. If those connections are weak, the machine will spend too much time waiting, faulting, or being bypassed.
In analogous precision applications, automation in insulin pen assembly has been confirmed to reduce production times by up to 30%, according to Hanora Medical's discussion of insulin pen assembly machines. The practical takeaway is straightforward. Throughput gains come from integration quality, not from the brochure alone.
Support the line like a production asset
A lot of teams underinvest in the boring parts that protect return.
- Validation discipline: In regulated environments, process validation isn't paperwork overhead. It's what proves the line performs as intended.
- Operator training: Operators should know more than how to start and stop the machine. They need to understand fault recovery, replenishment, and escalation rules.
- Preventive maintenance: Wear parts, sensor checks, calibration tasks, and lubrication schedules need to be built into production planning.
- Remote and on-site support: When stoppages happen, response quality affects uptime more than almost anything else.
A machine that runs well for one acceptance trial but struggles after handoff usually has a support problem, not just a hardware problem.
Think in lifecycle terms
The best ROI conversations include the first year after installation, not only the purchase order. A simpler semi-automated platform with strong support can outperform a more ambitious system that the plant can't maintain confidently.
That's especially true for small and mid-sized manufacturers. If your team needs cost-effective manufacturing solutions to optimize production and services, long-term performance comes from choosing a machine your operators can own, your maintenance staff can support, and your quality team can validate without constant firefighting.
Conclusion The Right Machine Starts with the Right Partner
A pen assembly machine can solve the wrong problem if the buying process starts with equipment type instead of production reality. The better approach is to start with the bottleneck, the compliance burden, the product mix, and the growth plan. Then choose the level of automation that fits those conditions.
For many small and mid-sized manufacturers, that means semi-automation deserves more attention than it usually gets. It can bring process control, labor reduction, and better changeover performance without forcing the plant into the cost and rigidity of a full high-speed line. In the right application, that's the most practical path to higher output and stronger quality.
The machine still isn't the whole answer. Success depends on feeding, joining, inspection, controls, validation, training, and support working together as one production system. That's why two machines with similar headline specs can produce very different business outcomes once they hit the floor.
The strongest automation projects usually come from partners who ask hard questions early. They want to know what your operators struggle with, where defects originate, how often products change, what level of documentation you need, and what your team can realistically support after startup. That kind of partner doesn't just sell a platform. They help build a process you can live with.
If you're evaluating options now, keep the standard simple. Choose the solution that improves output, protects quality, and gives you room to scale without adding unnecessary complexity.
If you're looking for practical, cost-effective manufacturing solutions to optimize production and services, System Engineering & Automation works with manufacturers to design the right level of automation for the job. Their team supports everything from custom tooling and smart manual workstations to semi-automated and fully automated systems, with engineering, installation, commissioning, and ongoing service focused on real production results.