A lot of plants don't have a product problem. They have a production problem.
The design is approved. Demand looks real. Purchasing has sourced the parts. Then the line starts running and the headaches begin. One station falls behind. Operators create workarounds that only exist in tribal knowledge. Scrap creeps up. Changeovers take longer than anyone planned. Expedites become normal. Margins get thinner every month even though the product itself is solid.
That gap between a good design and a profitable operation is where production engineering matters. If you're asking what is production engineering, the practical answer is simple. It's the discipline of making a product buildable, repeatable, and commercially viable on the factory floor.
Table of Contents
- Why Your Best Product Design Can Still Fail in Production
- Production Engineering The Bridge from Design to Delivery
- Production Industrial and Systems Engineering Explained
- The Core Mission of a Production Engineer
- Key Methods KPIs and Technologies in Production Engineering
- Production Engineering in Action From Theory to Factory Floor
- Make Production Engineering Your Competitive Advantage
Why Your Best Product Design Can Still Fail in Production
A product can be technically excellent and still be a poor fit for production.
That usually shows up in familiar ways. Assembly takes too many touches. Critical dimensions depend on operator feel instead of controlled fixturing. Material flow forces people to walk, wait, and hunt for parts. Quality checks happen too late, so defects travel downstream before anyone catches them. None of those issues mean the design team failed. They mean the manufacturing system was never engineered tightly enough.
The hidden cost of a line that almost works
The most expensive production lines are often the ones that seem functional on paper.
They produce parts. Orders ship. Management can point to output. But the line only works because experienced operators compensate for weak tooling, awkward layouts, inconsistent handoffs, and process variation. That kind of line is fragile. It struggles when volume rises, staffing changes, or tolerances tighten.
A process that depends on heroics isn't stable. It's just surviving.
Managers usually feel this before they can name it. Delivery dates get harder to hit. Rework becomes a routine scheduling assumption. New product introductions take too long to ramp because the manufacturing method was never built for repeatability.
Why this matters to operations leaders
Production engineering solves that operational gap. It turns a drawing, prototype, or approved design into a manufacturing system that can run at the required pace, with acceptable quality, labor use, and control.
In practical terms, that means asking tougher questions than “Can we make it?” It means asking:
- Can we build it repeatedly: without depending on a few senior operators?
- Can we control quality early: instead of inspecting problems out at the end?
- Can we scale output: without adding chaos every time demand moves?
- Can we improve margin: through smarter flow, better tooling, and targeted automation?
If your plant has a product that sells but a process that fights you every day, production engineering isn't overhead. It's the work that protects throughput, quality, and ROI.
Production Engineering The Bridge from Design to Delivery
If the product designer creates the blueprint, the production engineer creates the build plan for the factory.
That distinction matters. Product design answers what the product should be. Production engineering answers how the plant will make it consistently, safely, and profitably. It designs the system that makes the product, not just the product itself.
It's a process discipline, not an academic label
When people ask what is production engineering, they often expect a textbook definition. On the plant floor, the better definition is this: production engineering is the work of converting intent into output.
That conversion includes decisions such as:
- Workflow design: how parts move from step to step
- Equipment selection: where manual work makes sense and where machines should take over
- Fixture and tooling strategy: how to hold, guide, verify, or assemble parts reliably
- Controls and logic: how sensors, PLCs, HMIs, and interlocks support repeatable operation
- Validation and handoff: how the line proves it can run before it hits full production
That last point is where a disciplined factory acceptance testing process earns its keep. Problems are cheaper to correct before equipment lands on your floor than after operators are already waiting on it.
The idea has been practical from the start
Production engineering didn't emerge as theory first. It grew out of the need to make manufacturing scale.
A clear historical example comes from early mass production. Henry Ford's moving assembly line reduced the Model T chassis assembly time from 12.5 hours to about 93 minutes in 1913, a milestone described in EBSCO's overview of manufacturing systems and engineering statistics. The lesson wasn't just that faster was better. The lesson was that process design, standardization, and flow optimization change the economics of production.
Practical rule: A plant rarely wins by asking workers to move faster. It wins by designing the process so the work flows better.
That principle still holds. Whether you're building medical devices, electrical assemblies, packaged goods, or subassemblies for a larger OEM, the question isn't only whether the product design is correct. The question is whether the process around it supports stable output. Production engineering is the bridge between those two realities.
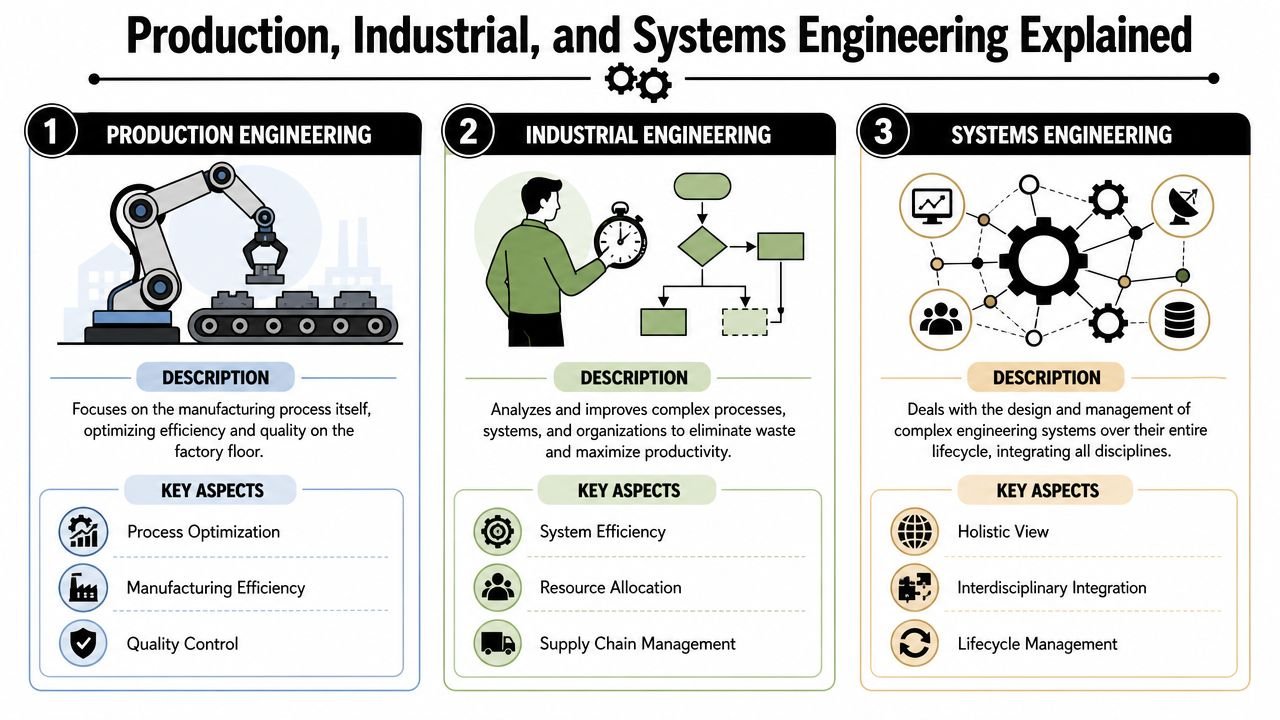
Production Industrial and Systems Engineering Explained
These terms get mixed together all the time, especially in smaller plants where one engineer may wear several hats. That's fine until a real problem shows up and nobody agrees on who owns it.
The easiest way to separate them is to think in terms of scope. Each discipline improves operations, but they don't start from the same problem statement.
Who do you call when the line itself is the problem
If a product family is hard to assemble, line output is unstable, and stations are fighting each other, that's usually production engineering territory.
Production engineering owns the manufacturing flow for a defined output. It focuses on how labor, machines, materials, tooling, and sequence come together on the factory floor. The goal is a process that runs predictably and produces acceptable quality at the right pace.
If the issue is broader than a single line, industrial engineering often enters the picture. Industrial engineers usually look across labor usage, plant layout, warehousing, process waste, material handling, and operational efficiency at a wider system level.
If the challenge is integration across many technical domains, systems engineering becomes the right lens. Systems engineers work at the level of architecture, interfaces, lifecycle coordination, and cross-discipline compatibility.
A practical comparison for managers
| Discipline | What it mainly owns | Typical factory-floor question |
|---|---|---|
| Production engineering | The end-to-end manufacturing process for a product or product family | Why does this line miss output, create rework, or bottleneck at one station? |
| Industrial engineering | Efficiency across people, processes, resources, and operations | How do we reduce wasted motion, improve labor utilization, or redesign plant flow? |
| Manufacturing engineering | Specific manufacturing methods, equipment, and process capability | What machine, method, or process settings should we use to make this part? |
| Systems engineering | Integration of complex subsystems over a broader lifecycle | How do controls, mechanics, software, quality, and compliance fit together as one system? |
That's the clean version. In real plants, there's overlap.
Where managers get tripped up
A common mistake is assigning a production problem to the wrong function.
- If the issue is station imbalance, don't start with a broad organizational study.
- If the issue is one difficult joining process, you may need manufacturing engineering depth before redesigning the whole line.
- If the issue is equipment, controls, validation, and operator interaction all at once, systems thinking has to be part of the answer.
- If the issue is output across a product line, production engineering should lead.
The right discipline shortens the path to the fix. The wrong one creates more meetings than improvement.
For most small to mid-sized manufacturers, the practical answer isn't to argue over titles. It's to make sure someone is explicitly responsible for designing how production happens, not just what gets built.
The Core Mission of a Production Engineer
The mission is straightforward. A production engineer builds a manufacturing process that can hold up under real operating conditions.
That means more than getting a line to run once. It means designing a process that still works on a busy week, on a staffing change, during a material variation, and after the equipment has been in service long enough for weaknesses to show up.
According to ProjectManager's production engineering overview, production engineering is a systems-integration discipline that converts product design into an executable manufacturing flow by selecting workflows, equipment, and control logic that minimize waste while balancing labor, materials, and machine capacity. The same overview highlights line balancing and bottleneck removal as key concerns because one uneven station can throttle total throughput.
What that looks like in day-to-day work
A capable production engineer usually spends time in several operating zones at once:
Process flow design
They decide the sequence of operations, where inspections belong, when parts should queue, and where they should not.Workstation definition
They shape the actual work. That includes reach distance, fixture access, presentation of components, tool placement, and operator interaction with equipment.Bottleneck diagnosis
They find the station that governs line output, then determine whether the fix is staffing, tooling, timing, controls, layout, or a different process split.Equipment and controls integration
They connect mechanical systems, sensors, PLC logic, HMIs, motion, and safety so the process behaves consistently.Improvement after launch
They don't stop when the line starts. They keep refining it as real production exposes losses.
The business outcome behind the technical work
Managers shouldn't think of production engineering as a collection of tasks. It's a profit protection function.
Here's how the work maps to business results:
| Production engineering focus | Business effect |
|---|---|
| Better line balance | Higher usable throughput and less waiting between stations |
| Smarter fixture and tooling design | Lower variation and less operator-dependent assembly |
| Early quality controls | Less downstream rework and fewer hidden defects |
| Clear material and operator flow | Lower handling waste and easier training |
| Capacity planning tied to actual process limits | More realistic schedules and fewer surprises |
If you're trying to align labor plans with equipment reality, a structured approach to production capacity planning becomes part of the same discipline. Capacity isn't a spreadsheet exercise by itself. It only means something when it reflects the constraints of the process.
What works and what usually fails
What works is targeted intervention. Improve the station that directly governs output. Add fixturing where repeatability is weak. Introduce semi-automation where manual variation costs more than the equipment.
What usually fails is broad automation with fuzzy purpose. Plants spend money on machinery and still keep the same bottlenecks because the underlying workflow never changed.
Don't automate confusion. Fix the process, then decide where technology should reinforce it.
That's the core mission. Build a production system that is stable enough to trust and efficient enough to justify.
Key Methods KPIs and Technologies in Production Engineering
Production engineering gets expensive when it runs on opinions. It gets effective when it runs on evidence.
The strongest teams don't just say a line feels slow or quality seems unstable. They measure the process, isolate the losses, and connect those losses to specific causes. That's what turns production engineering into a continuous operating function instead of a one-time launch activity.

The KPI layer that tells you what is really happening
A useful KPI system doesn't track everything. It tracks the variables that expose plant behavior.
As outlined in this manufacturing KPI discussion, a core objective in production engineering is closed-loop performance management using measurable KPIs. Tracking throughput, defect rate, downtime, and inventory levels exposes cause-and-effect relationships across the plant. That's what lets engineers treat production as a continuous improvement function rather than a one-time design exercise.
For a manager, those KPIs answer different questions:
- Throughput asks whether the line is producing at the pace the business needs.
- Defect rate asks whether the process is stable or drifting.
- Downtime asks where effective capacity is being lost.
- Inventory and work-in-process ask whether steps are balanced or whether one area is overproducing while another struggles.
A line can look busy and still be underperforming. These metrics tell you whether activity is translating into output.
The methods that support better decisions
Production engineering borrows from several well-known improvement methods, but the value comes from application, not vocabulary.
Lean thinking
Lean is useful when motion, waiting, excess handling, and unnecessary process steps are driving cost. On the floor, that often means simplifying flow, reducing handoffs, and moving inspection closer to the source of the problem.
Six Sigma discipline
Six Sigma becomes useful when variation is the bigger threat. If defects appear inconsistently and root causes are hard to pin down, a more structured problem-solving approach helps teams separate symptoms from process instability.
Line balancing and takt awareness
This is often where immediate gains show up. If one station consistently governs the pace of the line, the plant needs to rebalance labor, split work, change tooling, or redesign the task. A focused production line balancing approach often reveals that the issue isn't total labor. It's where the labor sits.
The technology stack behind modern production engineering
Good production engineering doesn't require a massive digital transformation. It does require the right tools for the right constraint.
- CAD and CAM systems help engineers move from product geometry to manufacturable process decisions.
- PLCs and HMIs provide process control, machine sequencing, visibility, and repeatable operator interaction.
- Sensors and machine-level monitoring help separate planned stops from unplanned losses.
- Vision systems and smart tooling support verification where manual checks are inconsistent.
- Industrial IoT data collection can help expose patterns that aren't visible from end-of-shift reports.
One practical option in this space is System Engineering & Automation, which builds semi-automatic systems, tooling, fixtures, and integrated controls for manufacturers that need process improvement without defaulting to full automation. That model fits especially well when a plant needs better repeatability and throughput but still wants flexibility.
The point isn't to buy every tool. It's to create a measurement and control layer that supports better decisions on the factory floor.
Production Engineering in Action From Theory to Factory Floor
The fastest way to understand production engineering is to look at how it solves ordinary factory problems.
Most plants don't need a dramatic reinvention. They need a smarter process, a better handoff, a controlled assembly step, or a retrofit that removes operator guesswork without forcing a full equipment replacement.

Example one semi-automation for a regulated assembly environment
A medical device manufacturer may have a product that assembles cleanly in pilot runs but becomes difficult to control in regular production. Manual loading works, but part orientation varies. Critical assembly steps rely on feel. Documentation requirements increase the burden because operators have to verify more than the process itself can guarantee.
In that situation, production engineering usually doesn't start by replacing the whole line. It starts by defining the critical process points. Where does alignment matter? Which checks should be built into the station? What needs guided motion, poka-yoke-style part presentation, or sensor confirmation?
A semi-automated station can solve that elegantly. The operator still loads and unloads. The machine controls the sensitive step, confirms the sequence, and creates a more repeatable process. For GMP-aware environments, that matters because the equipment supports consistency without making the line rigid or overly complex.
In regulated manufacturing, a flexible process isn't enough. You need a controlled process that operators can run the same way every shift.
Example two smart retrofit instead of capital-heavy replacement
Small and mid-sized manufacturers often face a different problem. They have an existing machine that still has mechanical life left, but the process around it is weak. Setup depends on manual adjustment. Positioning isn't repeatable. Inspection is separate from the operation, so bad parts move farther than they should.
That's where retrofits make sense.
A production engineer might add a custom fixture, guided tooling, a sensor package, a simple HMI, or interlocked sequencing that prevents common errors. None of that sounds glamorous, but it often changes the economics of the process. The machine becomes easier to run, training becomes simpler, and quality improves because the process no longer depends on memory and operator judgment alone.
Why the right-sized solution usually wins
Plants get into trouble when they assume the answer must be either fully manual or fully automated.
The better answer is often in the middle:
- Use manual loading when flexibility matters
- Automate the precision step when variation is expensive
- Retrofit controls and fixtures when the base asset is still useful
- Design around changeovers if product mix changes more often than volume spikes
That's production engineering in practice. Not theory. Not labels. A disciplined way to choose the level of process control that improves cost, quality, and output without overspending on the wrong solution.
Make Production Engineering Your Competitive Advantage
Production engineering matters because manufacturing problems rarely stay technical for long. They become cost problems, delivery problems, staffing problems, and customer problems.
If you've been asking what is production engineering, the practical answer is this. It's the work of building a production system that can deliver the product reliably, with controlled quality and sustainable economics. Done well, it reduces friction across the floor and gives management a process they can scale.
For many plants, the next step isn't buying more equipment. It's getting a clear view of where the process is losing time, creating variation, or depending too heavily on manual workarounds. The manufacturers that improve fastest usually work with partners who understand real factory constraints, can right-size the level of automation, and can translate engineering decisions into operational ROI.
If your team is evaluating semi-automation, line retrofits, custom tooling, or integrated controls, System Engineering & Automation can help assess the process, define practical improvements, and build solutions around your production goals and budget.