A lot of shops reach the same decision point the same way. The vertical mills are busy, the schedule is tight, quality wants fewer handling risks, and operations keeps asking why a part needs so many touches before it's done. At that moment, the question usually isn't whether a cnc horizontal milling machine is impressive. It's whether it will solve the production problem you have.
For small to mid-sized manufacturers, especially in regulated environments, a horizontal mill only pays off when it fits into a broader production system. The machine matters. The fixtures matter more than most buyers expect. The handoff between machining, inspection, loading, and traceability matters just as much. If you evaluate the purchase as a standalone machine tool, you'll miss the true economics.
Table of Contents
- Understanding the CNC Horizontal Mill
- Horizontal vs Vertical Milling The Strategic Choice
- Key Applications and Medical Device Manufacturing
- Evaluating Critical Specs for Your Production Goals
- Integrating Horizontal Mills into Semi-Automated Lines
- Maximizing ROI and Long-Term Value
- Partnering for Production Success
Understanding the CNC Horizontal Mill
A cnc horizontal milling machine earns its place when parts stall because of repeated setups, chip packing, or inconsistent results across multiple operations. Shops often start with verticals because they're familiar and flexible. Then the part mix changes. Work gets heavier, cycle pressure rises, and every extra clamp-up starts showing up in labor, scrap risk, and schedule delays.
Why shops move to horizontal machining
The basic shift is simple. On a horizontal machine, the spindle approaches the work from the side instead of from above. That sounds like a layout difference, but in production it changes how the process behaves.
Chips tend to fall away from the cut more naturally in a horizontal arrangement, similar to clearing debris off a table versus digging it out of a bucket. That helps keep the cutting zone cleaner, which supports more stable machining on tough or deep-cutting jobs.

If your current process relies on a three-axis milling machine for parts that need several faces machined, you already know the pain points. Each additional setup introduces another chance for misalignment, handling damage, and operator-dependent variation.
Why the spindle direction matters
The history matters because it explains why this machine format became foundational. The MIT Hydrotel breakthrough in 1952 used punched tape on a modified Cincinnati Hydrotel horizontal mill to cut complex 3D shapes, proving that a heavy-duty horizontal platform could be automated for precision work. That milestone laid the foundation for modern programmable production assets.
Practical rule: Don't think of a horizontal mill as a bigger vertical. Think of it as a different production strategy built around fewer setups, cleaner cutting conditions, and more repeatable flow.
That's why plant managers usually see the value first in bottleneck parts, not across every part. A horizontal isn't the universal answer. It's the right answer when part geometry, volume, and handling cost all point in the same direction.
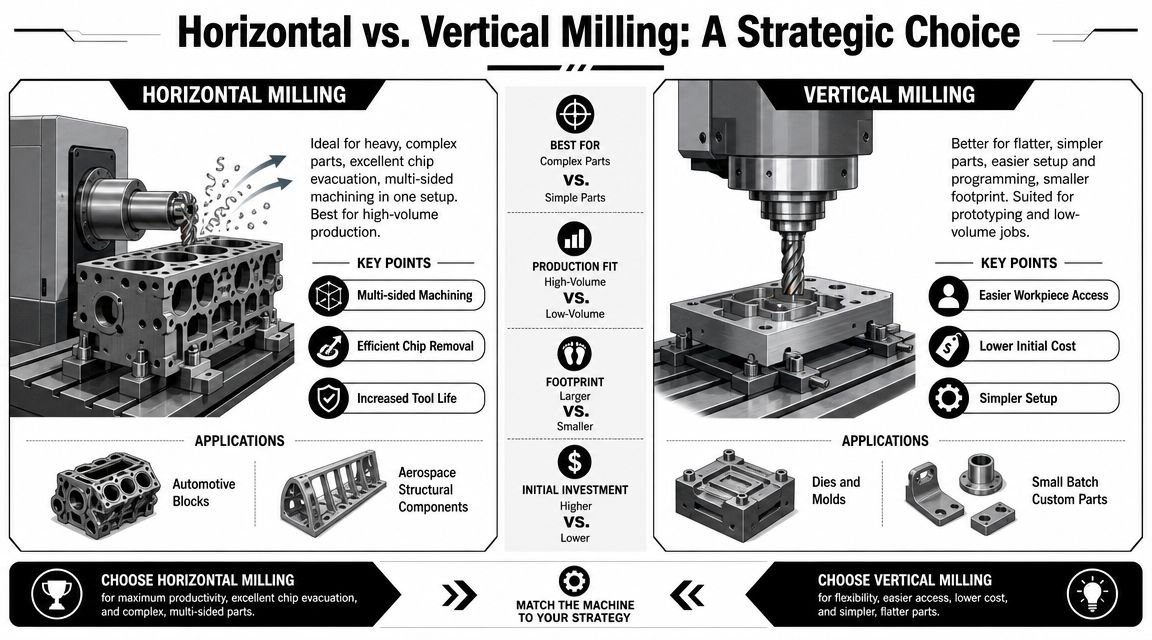
Horizontal vs Vertical Milling The Strategic Choice
Most buying mistakes happen because teams compare machines by specs instead of by production intent. A vertical machining center and a horizontal machining center can both make accurate parts. The strategic question is which one supports the way your plant needs to run.
Where a vertical still makes sense
Vertical mills remain the right choice for many jobs. If the part is simple, the setup changes often, and operators need open access to the workpiece, a vertical is hard to beat. Shops running prototypes, short runs, or flatter components usually get more flexibility from a VMC.
A vertical also tends to be easier to absorb organizationally. Training is simpler, setup is more familiar, and the process feels accessible to a broader labor pool. That matters if you're trying to increase output without taking on too much process complexity at once.
Where a horizontal changes the economics
A horizontal changes the equation when the cost of repeated setups becomes larger than the comfort of using familiar equipment. DMG MORI notes that horizontal milling machines can machine up to four sides of a workpiece in one setup via a rotary table, while also improving chip removal and machining stability for deeper cuts, which helps reduce setup-related error accumulation in multi-operation work (DMG MORI horizontal milling overview).
That's the strategic advantage. You're not just buying spindle orientation. You're buying fewer handoffs, less re-clamping, and a better chance of keeping dimensional relationships intact across the part.
On the plant floor, that usually shows up in a few practical ways:
- Fewer setups per part: Multi-face parts spend less time waiting for the next operation.
- Better use of labor: One operator can support a more stable, repeatable flow instead of constantly intervening.
- Cleaner process capability: The more features you hold in one setup, the fewer chances you create for stack-up error.
- Higher-value fixturing: Tombstones and rotary indexing reward families of parts, not just single jobs.
A horizontal makes the most sense when setup reduction is worth more than setup simplicity.
That doesn't mean a horizontal automatically wins. If your part mix changes every hour, if fixtures are still improvised, or if engineering can't standardize workholding, the machine may sit underused while everyone blames the capital cost.
Decision Matrix Horizontal vs Vertical CNC Mill
| Factor | Vertical Milling Center (VMC) | Horizontal Machining Center (HMC) |
|---|---|---|
| Best fit | Prototypes, short runs, simpler geometry | Repetitive work, multi-face parts, heavier cutting |
| Setup approach | Faster initial setup | Longer initial setup, but more productive once established |
| Chip handling | More likely to retain chips near the cut | Better natural chip evacuation |
| Part access | Easier for manual intervention | Better for enclosed, repeatable process flow |
| Labor model | Flexible, operator-driven | Process-driven, fixture-dependent |
| Automation path | Possible, but often limited by workflow | Strong fit for palletized and semi-automated production |
| Cost profile | Lower entry barrier | Higher commitment, stronger upside when utilized |
| Typical risk | Too many setups as complexity grows | Underutilization if volume and fixturing discipline are weak |
Key Applications and Medical Device Manufacturing
A cnc horizontal milling machine proves itself on parts that punish extra handling. That includes structural aerospace components, transmission and gearbox housings, valve bodies, manifolds, and other parts with multiple machined faces that must stay in relationship to each other.

Parts that reward the horizontal format
Consider a housing with bores, side ports, mounting faces, and threaded features on several planes. On a vertical, that part may travel through multiple setups with repeated indicating and verification. On a horizontal, engineering can often build one stable workholding strategy around datum control and complete most of the work in one indexed sequence.
That's where horizontals tend to earn trust fast. They support repeatability on complex metal-cutting work, especially where the part is heavy enough, valuable enough, or tolerance-sensitive enough that rehandling becomes a quality risk.
Medical device work adds another layer. Components for surgical instruments, implant-related tooling, and precision assemblies often demand lot-to-lot consistency and a stable documented process. In those environments, the machine isn't just cutting metal. It's part of the quality system. Shops working under regulated expectations also need process discipline that aligns with GMP-aware manufacturing practices.
Why regulated production cares about process stability
In regulated production, process drift is expensive. If an operation depends too heavily on manual repositioning, tribal knowledge, or operator judgment, validation gets harder and repeatability gets weaker.
A horizontal helps when the process is built for containment, consistency, and traceability. Enclosed machining, standardized fixtures, controlled tool libraries, and reduced handling all support a cleaner manufacturing path. That doesn't replace validation work, but it gives quality and manufacturing a more stable platform to validate.
In medical and similar regulated industries, fewer touches often means fewer chances to create undocumented variation.
A good example is a component with multiple intersecting features that can't tolerate misalignment from operation to operation. If engineering can fixture it once and let the machine index through the required faces, production gains more than speed. It gains a process that's easier to document and defend.
Machining angled features without extra handling
Angled features are another place where horizontals can save real time. A practical shop-floor question isn't whether an angle can be machined. It's whether you can machine it without moving the part into a secondary process.
For angled surfaces, chamfers, dovetails, and internal right-angle features, angle milling methods such as spindle orientation or workpiece tilting on an indexer can often avoid extra setups or a move to EDM. That matters when queue time and handling are bigger problems than actual cutting time.
Here's a quick visual example of horizontal machining in action:
The important point is process choice. If a horizontal can create the feature accurately inside the primary routing, keep it there. If the fixturing becomes unstable or access forces awkward tooling, then a secondary process may still be the right call.
Evaluating Critical Specs for Your Production Goals
The spec sheet matters, but only if you translate it into production consequences. Too many teams buy a machine around spindle headlines and then discover the actual bottleneck was pallet capacity, fixture reach, or tool management.
Read the spec sheet like an operations leader
Start with the parts you need to run three years from now, not only the parts on today's schedule. If the machine can't support your likely work envelope, tool package, and fixturing strategy, it will age out early. If it's oversized for your actual routing discipline, you'll carry cost without getting the throughput.
Look at the machine as a system of constraints. Every major spec either limits or enables flow. Pallet size influences how many parts fit per cycle and how flexibly you can lay out tombstones. Axis travel determines whether engineering can fixture a family of parts without compromise. Tool capacity affects how many operations you can keep resident and how often someone interrupts the run to swap tools.
The specs that affect real throughput
KAAST describes heavy-duty horizontal machining centers around features such as an oversized base supporting the indexing table through full travel, a rigid fixed spindle driven by a gearbox, linear scales on X, Y, and Z, and a 40-tool ATC, all of which support accuracy retention under load and reduce non-cutting time in repetitive work (KAAST horizontal machining center overview).
That list is useful because it connects machine construction to actual shop outcomes:
- Base and structural rigidity: This affects how confidently you can push metal removal on demanding parts without chasing variability.
- Gearbox-driven spindle: This matters when the work requires stable torque delivery rather than only chasing top-end speed.
- Linear scales on all axes: These support positioning confidence, especially when the machine lives in repeat production.
- Tool changer capacity: A larger ATC supports more complete routings inside one machine cycle and reduces interruption.
A practical review with engineering and operations should include questions like these:
- Can the pallet size support efficient fixturing? If the fixture consumes all available real estate for one part, you may not gain the throughput you expected.
- Will the spindle match your material mix? Aluminum, stainless, and harder alloys won't reward the same cutting strategy.
- Does the ATC support unattended ambition? If the machine needs frequent manual tool intervention, lights-out plans won't survive contact with reality.
- Can maintenance support the architecture? Rigid, capable machines still need lubrication discipline, chip management, and planned service.
- Will quality accept the workholding concept? A fixture that maximizes density but complicates inspection handoff can create a new bottleneck.
Buy for the routing you want to consolidate, not the demo cut the vendor wants to show.
One more caution. Don't let a spec sheet substitute for application review. The best horizontal purchase decisions come from pairing machine capability with your real fixtures, real tolerances, real materials, and real staffing constraints.
Integrating Horizontal Mills into Semi-Automated Lines
A horizontal mill reaches full value when it becomes the center of a production cell instead of a standalone island. That shift changes the conversation from machining capability to production architecture.
The machine is only one part of the cell
A semi-automated line starts with repeatable loading and repeatable fixturing. If operators are still improvising orientation, clamp order, or datum preparation, the machine won't deliver stable output no matter how capable it is.
Tombstones, modular fixtures, part-present checks, and standardized load sequences usually create more throughput than chasing aggressive cutting parameters. The machine can only repeat what the upstream process gives it. If the incoming part condition is inconsistent, the control system will repeat inconsistency very efficiently.

A well-designed semi-automated cell typically combines several layers:
- Workholding built for repeat loading: Fixtures should guide correct placement instead of relying on operator feel.
- Pallet strategy matched to demand: High-run parts and engineering-change parts shouldn't compete for the same fixture philosophy.
- Material handling that reduces waiting: Even simple transfer logic can remove idle time between cycles.
- Control integration: Machine status, alarms, and production counts should be visible outside the enclosure.
- Inspection handoff: The cell should support a clean path to first-article verification and in-process checks.
Manufacturers looking at this transition often benefit from a more practical view of semi-automated systems that fit budget and production goals, especially when full automation would add cost and rigidity faster than it adds value.
What good integration looks like on the floor
Good integration doesn't always mean a robot on day one. Sometimes it means a disciplined palletized process with standard fixtures, barcode-based routing, and machine monitoring that gives supervisors real visibility into stoppages. In other plants, it means robotic tending because labor availability or long cycle times justify unattended loading.
The key is to remove avoidable interruption. If an operator must open the door to clear chips, change tools manually, hunt for paperwork, or decide what goes on the next pallet, your horizontal will never perform like a production hub.
The best semi-automated cells reduce decisions during the shift. Engineering makes the decisions before the shift starts.
That's especially important in regulated industries. Once traceability, part identity, revision control, and inspection status enter the picture, ad hoc workflow breaks down fast. A horizontal integrated into a semi-automated line should support disciplined flow, not just fast cutting.
Maximizing ROI and Long-Term Value
The purchase price of a cnc horizontal milling machine gets attention because it's visible. The true return comes from what it removes from the process. Fewer setups. Less queue time. Lower dependence on operator intervention. Better routing consolidation.
Calculate return from flow not from spindle time alone
A lot of internal business cases fail because they compare machine prices without comparing process architecture. For small to mid-sized manufacturers, the break-even question is how many parts, setups, or production hours justify moving from a vertical to a horizontal, and that calculation needs to include fixture design and changeover economics, not just material removal and tool life (JLC vertical vs horizontal comparison).
That point matters because the return rarely comes from one line item. It comes from several compounding improvements:
- Setup consolidation: Reducing the number of times a part is clamped, touched off, and verified.
- Routing simplification: Keeping more features inside one machine and one control environment.
- Labor optimization: Letting skilled people oversee flow instead of constantly rescuing individual jobs.
- Quality protection: Reducing opportunities for variation introduced during rehandling.
- Capacity creation: Opening room on other machines by moving the right parts to the horizontal.
If you're building the financial case, model the current-state routing accurately. Include waiting between operations, fixture prep time, proving time on repeat jobs, and the cost of moving parts from one machine queue to another. That's where many shops discover the horizontal is replacing a process, not only a machine.
Common mistakes that weaken the business case
The first mistake is buying too early for the wrong parts. If your workload is still dominated by low-complexity, high-changeover work, a horizontal may stay underused.
The second is underestimating fixture engineering. The machine can't solve weak workholding. If the fixture is unstable, awkward to load, or difficult to inspect around, throughput gains disappear into downtime and troubleshooting.
The third is ignoring maintenance and training. Horizontal machines are productive assets, but they don't tolerate neglect well in high-output service. Preventive maintenance, chip control, coolant management, and a clear operator training plan protect the investment over the long term.
Pre-purchase checklist
Before you sign a purchase order, pressure-test the decision with a short list:
| Question | Why it matters |
|---|---|
| Which part families will move first? | ROI depends on assigning the right work, not just available work |
| How many setups will the new routing eliminate? | Setup reduction often drives the economics |
| Is fixturing already concepted? | Fixture delay can postpone return long after installation |
| Who owns prove-out and process validation? | Unclear ownership slows launch |
| What's the maintenance plan? | Uptime depends on discipline, not optimism |
| How will quality inspect and release parts? | Inspection bottlenecks can erase machining gains |
| Can the machine fit a broader automation roadmap? | Long-term value increases when the machine supports future integration |
A horizontal pays off best when management treats it as a production program. If it's bought as a prestige machine or a generic capacity add, the return gets diluted fast.
Partnering for Production Success
A cnc horizontal milling machine can be a major step forward for throughput, consistency, and automation readiness. It can also become an expensive disappointment if the plant installs it without the fixturing, process discipline, and systems thinking needed to support it.
The best results usually come from matching the machine to a narrow set of high-value production problems first. Multi-face parts with repeated setups, regulated components that need stable process control, and families of parts that fit disciplined palletized workholding are strong candidates. Once that foundation is proven, the machine can anchor a broader semi-automated strategy.
Plant managers should expect the essential preparatory work to happen before the first chip is cut. That means routing analysis, fixture planning, loading strategy, quality handoff design, maintenance preparation, and a realistic view of operator skill requirements. Those details determine whether the horizontal becomes a bottleneck breaker or just another expensive asset on the floor.
If the goal is to optimize production and services, the machine choice and the implementation approach have to move together. That's what turns capital equipment into a competitive advantage.
If you're evaluating a horizontal mill as part of a broader production upgrade, System Engineering & Automation can help you assess the full system, including fixturing, semi-automated integration, controls, GMP-aware process needs, and practical implementation paths that fit your budget and throughput goals.