You know the moment. Output is technically acceptable, but the line feels tight every day. Operators are working hard, quality swings more than it should, supervisors are spending too much time chasing small stoppages, and every new order variation exposes another weak point in the process. Labor costs don't wait, customer expectations don't relax, and the old workaround that got you through last quarter now slows you down.
That's usually when plant managers start looking at industrial machinery & equipment differently. Not as a capital purchase alone, but as a production strategy. The wrong machine can lock you into a process that's expensive to maintain and hard to adapt. The right machine, or more often the right combination of equipment, controls, tooling, and operator interaction, can stabilize output and give you room to grow without turning your plant upside down.
That pressure is showing up across the market. The global industrial machinery and equipment market is projected to grow from USD 786.52 billion in 2026 to USD 1,348.32 billion by 2035, driven by industrialization and the need for automation in manufacturing according to Business Research Insights. But growth in the market doesn't solve the decision in front of you. Your job is to decide what level of automation fits your line, your product mix, and your budget.
Table of Contents
- Your Production Line Is Hitting a Wall Now What
- Understanding the Landscape of Industrial Equipment
- Choosing Your Automation Level Manual Semi or Fully Automated
- Navigating GMP and Safety Compliance
- Calculating ROI and Total Cost of Ownership
- Your Roadmap for Integration and Commissioning
- Best Practices for Maintenance and Long-Term Support
Your Production Line Is Hitting a Wall Now What
A plant manager I'd describe as typical for a growing manufacturer had a line that looked fine on a walkthrough. Machines were running. Operators knew the job. Orders were shipping. But underneath that surface, the same problems kept repeating. A fixture needed adjustment every shift. Inspection caught defects late instead of preventing them. Changeovers depended on the one technician who “just knew” how to get the line back into rhythm.
That's the wall many teams hit before they start seriously evaluating industrial machinery & equipment. The problem isn't always capacity in the obvious sense. It's instability. Manual handling introduces variation. Older machines force people to compensate for weak process control. Supervisors fill the gap with experience and effort, which works until volume rises or staffing gets thin.
The fix usually isn't to replace everything. It's to identify where the process is bleeding time, consistency, and operator attention, then redesign those points with the right equipment and controls. Sometimes that means a new press, conveyor, inspection station, or packaging cell. Sometimes it means smarter fixtures, poka yoke tooling, servo-assisted motion, or integrated sensors that stop bad product before it moves downstream.
Practical rule: Don't start with the machine you want. Start with the failure mode that keeps repeating.
Three line symptoms usually justify a hard look at an upgrade:
- Quality drift between operators: If two trained people produce different results on the same station, the process likely needs better control, fixturing, or guided motion.
- Supervisors acting as process stabilizers: When frontline leadership spends the day troubleshooting instead of managing flow, the line is too dependent on tribal knowledge.
- Growth that only comes with more labor: If every throughput gain requires another person, your process has probably outgrown its current equipment strategy.
The strongest upgrade plans don't chase automation for its own sake. They target the points where machinery can remove variation, reduce repetitive manual burden, and make output more predictable. That's the difference between buying a machine and improving a factory.
Understanding the Landscape of Industrial Equipment
If you're buying your first major upgrade, vendors can make the category sound bigger and more confusing than it needs to be. The cleaner way to think about industrial machinery & equipment is by job function. What moves the product. What changes the product. What verifies the product. What packages the product. What supports the process.
In broad terms, machinery is one of the foundations of industrial production. Statista notes that in 2021 the global construction and mining equipment industry was valued at nearly USD 160.6 billion, while the machine tool industry generated approximately USD 84 billion in production value, which shows how diverse and economically central this space is within industrial machinery manufacturing. On the plant floor, that diversity matters because different equipment families solve very different production problems.
Start with function not brand names
Material handling equipment moves parts, subassemblies, or finished goods. Conveyors, lifts, indexing systems, feeders, pallets, carts, and transfer stations fall here. Think of this as the plant's circulatory system. If movement is awkward or inconsistent, every downstream station pays for it.
Processing equipment changes the part in some physical way. That might be cutting, drilling, forming, welding, sealing, mixing, filling, cleaning, or heat treating. This equipment is where your product takes shape, and it usually drives the tightest process tolerances.
Assembly equipment brings components together in a repeatable sequence. This can be a simple bench with custom fixtures or a multi-station semi-automatic cell with controlled fastening, part presence checks, and reject handling. In medical device and other regulated work, this is often where good engineering does the most for repeatability.
Inspection and test equipment tells you whether the process held. Vision systems, leak testers, force verification, gauging, barcode verification, and functional test rigs all live here. If quality data arrives too late, inspection isn't protecting the line. It's documenting loss.
What most plants actually need to map
Before talking to suppliers, map your process under these headings:
| Equipment area | What to identify on your line |
|---|---|
| Material handling | Where operators spend time moving, orienting, or waiting on parts |
| Processing | Which steps create the most variation or rework |
| Assembly | Where alignment, torque, force, or sequence control matters |
| Inspection | Where defects should be caught earlier |
| End-of-line | Packaging, labeling, traceability, and final verification needs |
That exercise changes the conversation. Instead of asking for “more automation,” you can ask for an indexed fixture with part confirmation, a pick-and-place assist, an in-line test station, or a conveyorized handoff between operations.
Good equipment selection starts when your team can describe the process in verbs instead of wish lists: feed, locate, clamp, press, inspect, reject, label, trace.
A lot of disappointing projects start with a machine category and work backward. Better projects start with the process constraints and build the equipment package from there.
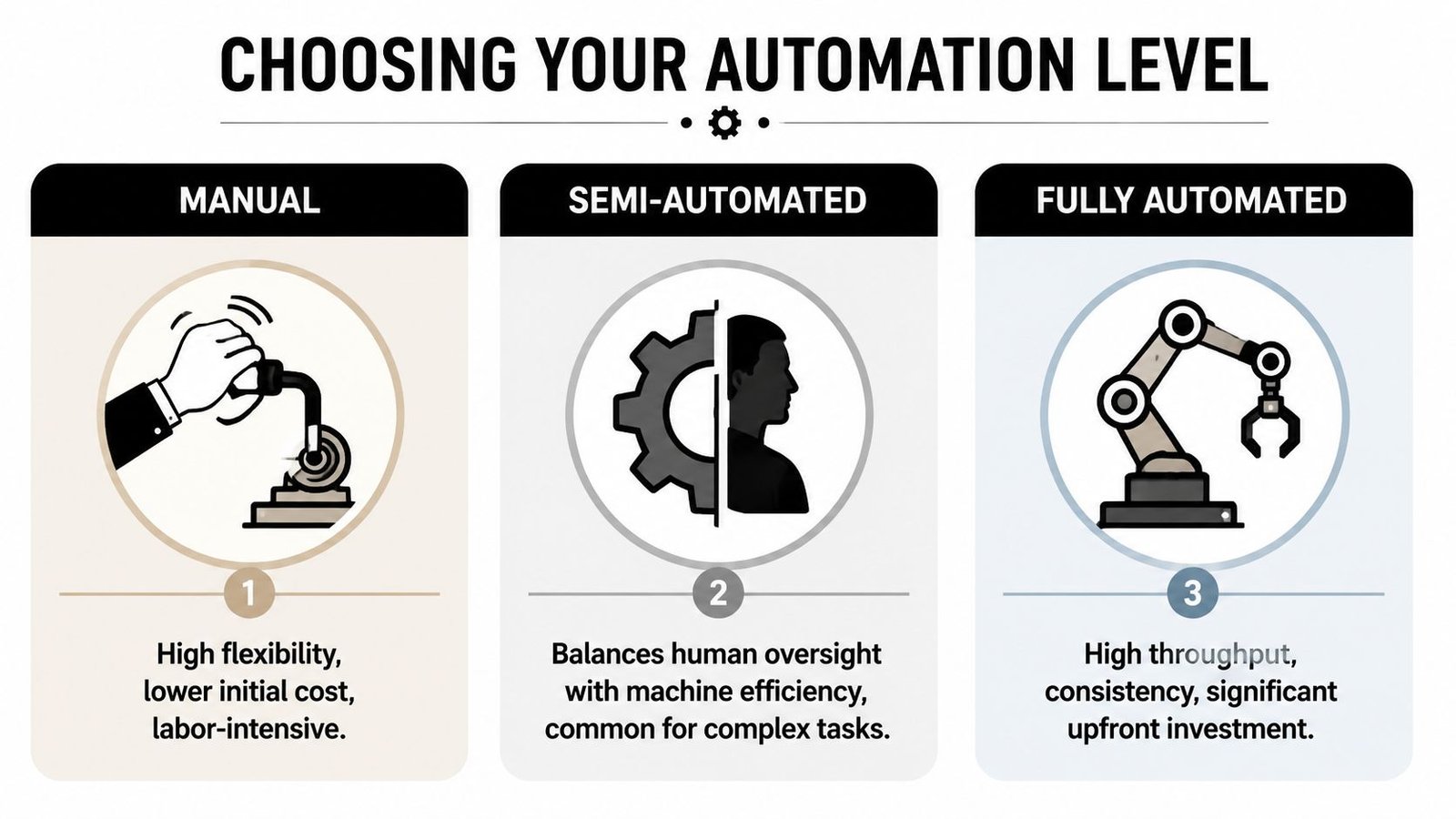
Choosing Your Automation Level Manual Semi or Fully Automated
The fastest way to overspend on industrial machinery & equipment is to assume that full automation is automatically the best answer. It often isn't. Especially for small-to-mid-sized manufacturers, high-mix production, and medical device lines where validation, traceability, and process flexibility all matter, the best return often sits in the middle.
Why full automation is not always the smart first move
Manual systems have one clear advantage. They're flexible. A skilled operator can adapt to product changes, minor variation, and small batch work faster than a rigid machine can. The downside is that consistency depends heavily on the person, training quality, and fatigue.
Fully automated systems shine when the product is stable, volume is sustained, and cycle-to-cycle consistency matters more than flexibility. But they also demand stronger upstream discipline. Parts must arrive consistently. Tooling must be right. Maintenance must be reliable. Controls integration, guarding, validation, and debugging all get more involved.
Semi-automated systems sit in the practical middle. They use machines to control the steps that most affect quality and throughput, while keeping operators involved where judgment, dexterity, or changeover flexibility still matter. That can mean a servo press with operator loading, a guided assembly cell with sensors and interlocks, or a test fixture that automates data capture while the operator handles presentation and unload.
For many plants, that middle ground is where the business case tightens up. Semi-automated manufacturing systems often reduce variation without forcing the plant into the cost and rigidity of a lights-out approach.
Automation Level Decision Matrix
| Criteria | Manual | Semi-Automatic | Fully Automated |
|---|---|---|---|
| Initial investment | Lower | Moderate | Highest |
| Flexibility for product variation | Highest | Strong | Lower unless designed for variation |
| Throughput consistency | Operator-dependent | Stronger process control | Highest when inputs are stable |
| Changeover burden | Often simpler | Usually manageable | Can become complex |
| Workforce skill need | High operator dependence | Balanced between operator and technician | Higher technical support need |
| Best fit | Low volume, variable work | Growing lines, mixed product, regulated tasks | Stable high-volume production |
A practical screen for deciding
Use these questions in order:
Is the product stable enough for dedicated automation?
If dimensions, components, or process steps still change often, full automation can become an expensive constraint.Where does the defect originate?
If a bad result starts with clamping, alignment, force, timing, or missed confirmation, semi-automatic controls often solve it well.Who will support the equipment after launch?
A complex system without internal maintenance and controls support becomes a bottleneck fast.What part of the task still benefits from human judgment?
Complex loading, visual orientation, delicate component handling, and exception management often still belong with an operator.
- Choose manual when volume is low, product variation is high, and the main need is better tooling, clearer workholding, or more robust work instructions.
- Choose semi-automatic when you need repeatability at critical steps but still need people in the loop for loading, verification, or product changes.
- Choose fully automated when demand is steady, the process is mature, and the factory can support controls, maintenance, and downtime recovery at a higher level.
The best automation level is the one your plant can run well every day, not the one that looks most advanced in a proposal.
A lot of first upgrades should be semi-automatic. That's not a compromise. It's often the most disciplined way to buy capacity, quality, and flexibility at the same time.
Navigating GMP and Safety Compliance
Plants usually get into trouble with compliance when they treat it as paperwork to finish at the end. That approach creates rework, delays approval, and exposes gaps that should have been engineered out much earlier. If you manufacture medical devices or supply into regulated environments, your equipment needs to be designed with GMP and safety expectations built in from the start.

Compliance starts in the equipment specification
A machine that looks fine mechanically can still create validation headaches. Surfaces may be hard to clean. Access panels may encourage unsafe bypass behavior. Controls may lack the records needed to support changes, calibration, or traceability. Those aren't small misses. They affect whether the equipment can stay in production cleanly and defensibly.
One document matters more than many first-time buyers realize. The Machinery Technical File, or MTF, carries the design basis, risk assessment, drawings, conformity evidence, and supporting records that show how the machine was engineered and why. According to Knox Thomas, incomplete MTFs cause 30% of regulatory non-conformities, and for medical device applications GMP-aware files need to incorporate validation protocols such as IQ/OQ/PQ for traceability and compliance.
If your team needs a plain-language overview of GMP in manufacturing, it helps to align operations, quality, and engineering before the specification is frozen.
What to ask a machine builder before you buy
Ask direct questions early. If the vendor gets vague, that's useful information.
- How is risk documented and closed out? Ask to see how hazards, guarding, interlocks, and operator interaction are reviewed.
- What validation support is included? In regulated work, you want clarity on IQ, OQ, PQ expectations, calibration records, and software change control.
- How are materials and surfaces selected? Cleanability, corrosion resistance, and particulate control matter more than cosmetic finish.
- What records will we receive at handoff? Drawings, manuals, wiring, parts lists, software backups, and revision history should be defined before purchase.
Compliance done early protects schedule, budget, and credibility with quality teams.
Plants that handle GMP and safety up front usually commission faster because fewer issues are discovered late. They also make future modifications easier, because the original design intent and validation trail are already in place.
Calculating ROI and Total Cost of Ownership
Capital requests get rejected for one common reason. The proposal talks about the machine, not the business outcome. If you want budget approval, you need to show what the equipment will cost over its life and what operational gains it will realistically produce.

The price tag is only the first line item
A machine quote tells you acquisition cost. It doesn't tell you total cost of ownership, which is what operations will live with.
Build your estimate with these cost buckets:
- Purchase and build cost: Base machine, tooling, guarding, controls, and any optional stations.
- Installation cost: Rigging, utilities, floor prep, electrical work, compressed air, exhaust, and network drops.
- Startup cost: FAT support, SAT support, debug time, training, documentation review, and early production supervision.
- Operating cost: Consumables, maintenance labor, spare parts, calibration, cleaning, and energy use.
- Disruption cost: Lost time during installation, line balancing, and the learning curve after handoff.
A cheap machine with weak documentation, inconsistent controls, or hard-to-source parts can become expensive very quickly. A stronger build can be the lower-cost option over time if it reduces troubleshooting and simplifies maintenance.
Where the return actually comes from
The return side of ROI should be tied to process changes your team can defend. Not wishful gains. Real ones.
Use a simple structure:
| ROI component | What to measure qualitatively or with your internal plant data |
|---|---|
| Throughput | More good units per shift, less waiting between steps |
| Quality | Less scrap, fewer defects, less rework, fewer escapes |
| Labor use | Operators redeployed from repetitive handling to higher-value tasks |
| Safety | Less awkward motion, fewer manual interventions, reduced exposure to hazards |
| Scheduling stability | Fewer unplanned interruptions and less dependence on specific individuals |
A sound ROI discussion also addresses trade-offs. A semi-automatic station might not maximize raw speed, but it can preserve flexibility during product changes and reduce qualification risk. A fully automated system may promise higher output, but if your order mix changes often, the payback may be slower because the machine is underused or repeatedly adjusted.
Bottom line: Finance approves stronger projects when operations shows both the benefit and the operating burden honestly.
When I review upgrade proposals, the most credible ones include three scenarios: expected use, slower ramp-up than planned, and future expansion if demand holds. That makes the request easier to trust because it shows the team has considered reality, not just best-case output.
Your Roadmap for Integration and Commissioning
The machine arriving at your dock isn't the finish line. It's the start of the phase where schedules slip if responsibilities aren't clear. Good commissioning depends less on heroics and more on preparation, ownership, and disciplined acceptance.

Do the site work before the crate arrives
Most startup pain comes from things that should have been settled earlier. Utilities aren't ready. IT hasn't approved access. Floor space is tighter than the layout suggested. Material flow around the new station is awkward. Operators see the machine for the first time after it's already expected to run product.
Treat integration like a project with named owners across engineering, maintenance, quality, production, facilities, and IT.
A practical sequence looks like this:
- Freeze the scope early. Confirm what the supplier is delivering, what your plant is responsible for, and what success looks like at sign-off.
- Prepare the site. Power, air, network, guarding boundaries, part presentation, and operator access should be physically ready before delivery.
- Review documentation before install. Layouts, utility drawings, manuals, spare parts lists, and controls architecture should not be opened for the first time during startup.
- Plan training in shifts. Don't train only supervisors and hope knowledge spreads cleanly.
Use FAT and SAT to protect the schedule
A strong Factory Acceptance Test catches problems before the machine leaves the builder. That's where your team confirms function, sequence, alarms, safety logic, and documented performance against the agreed scope. A clear Factory Acceptance Test process usually saves far more time than it costs because issues are easier to fix in the build environment than on your production floor.
After installation, the Site Acceptance Test verifies the machine in your real environment, with your utilities, your operators, and your product.
This walkthrough is worth sharing with everyone involved before SAT begins:
A few commissioning habits consistently help:
- Run real parts early: Test with production-representative material, not only ideal samples.
- Log every issue visibly: Keep a punch list with owner, due date, and effect on acceptance.
- Separate training from debugging: Operators need stable instruction, not half-finished logic explained on the fly.
- Define handoff clearly: Spare parts, backups, manuals, and revision-controlled documents should be part of sign-off.
Commissioning goes better when the plant treats the equipment as a new process, not just a delivered asset.
Best Practices for Maintenance and Long-Term Support
Once the line is running, the next mistake is assuming the upgrade is done. It isn't. Industrial machinery & equipment only delivers long-term value when maintenance strategy matches how the asset fails.
Reactive maintenance is the expensive option
Running to failure sounds simple, but it usually costs the most. The immediate repair is only part of the damage. Production stops, quality risk rises, maintenance works under pressure, and the plant often replaces more components than it would have during a planned stop.
Bearings are one of the clearest examples. In industrial machinery, they're a critical failure point, and unexpected downtime can cost up to $50,000 per hour, according to Control.com's discussion of common machinery breaking points. The same article notes that predictive maintenance using IIoT sensors for vibration and temperature monitoring can extend bearing life by 3 to 5 times.
That doesn't mean every machine needs a complex monitoring stack on day one. It means you should identify the components whose failure stops production and decide where condition monitoring is justified.
Build support into the asset from day one
A sustainable maintenance plan usually combines preventive basics with selective predictive tools.
- Protect critical spares: Stock the parts that can stop the line and have long replacement lead times.
- Write usable PM tasks: Maintenance instructions should be specific to the asset, not copied from a generic manual.
- Track recurring faults: If the same sensor, actuator, or bearing location keeps causing trouble, treat it as an engineering problem, not just a maintenance event.
- Keep controls recoverable: Back up PLC and HMI programs, version changes, and document parameter settings.
- Use vendor support wisely: Escalation contacts, remote support expectations, and warranty boundaries should be clear before the first failure happens.
The plants that get the most from equipment aren't the ones that never have issues. They're the ones that detect problems early, respond in a controlled way, and learn from every stop.
A good upgrade earns its return twice. First at launch, when it improves the process. Then over the years, when disciplined support keeps that improvement from slipping away.
If you're planning an equipment upgrade and want practical help balancing throughput, flexibility, compliance, and budget, System Engineering & Automation builds cost-effective manufacturing solutions across manual, semi-automatic, and fully automated systems. Their team supports the full path from concept and design through installation, commissioning, and ongoing service, with a strong fit for manufacturers that need real production improvement without overbuilding the solution.









