A typical project starts the same way. One line is missing output because two operators are stuck on repetitive handling, quality checks are catching avoidable variation late, and overtime is covering a process that should already be under control. The pressure is significant, but the answer usually is not a full lights-out automation project.
For small to mid-sized manufacturers, the better investment is usually a right-sized robotic systems integration plan built around one stubborn bottleneck. Start with a semi-automated cell that takes the repetitive, high-fatigue work off the line, keeps operators involved where judgment still matters, and leaves room to expand once the numbers prove out. That approach lowers risk, shortens payback, and avoids spending capital on automation your team does not need yet.
I have seen plants get better results from one well-scoped semi-automated station than from a larger all-at-once rollout that strained maintenance, training, and validation resources. Good integration work is not about adding robots for their own sake. It is about getting more throughput, better consistency, and fewer avoidable stoppages without creating a support burden your plant has to fight every shift.
That usually starts with a team willing to define the problem before specifying equipment. A listening-first automation consultation process helps separate real production constraints from vendor wish lists, which is often where ROI gets protected early.
This article lays out a practical path for plants that need results, not automation theater.
Table of Contents
- Where to Start Scoping Your Project and Defining ROI
- Designing the Right System Architecture and Controls
- Navigating Risk Safety and GMP Compliance
- Executing the Build Testing and Validation Process
- Ensuring Success with Installation Training and Maintenance
- Your Roadmap in Action The Semi-Automated Approach
Where to Start Scoping Your Project and Defining ROI
Monday starts with a familiar problem. One station is backed up, overtime is climbing, scrap is showing up in the same step, and someone suggests buying a robot. That is usually when projects get expensive. Good robotic systems integration starts by defining the production problem in plain terms, on the floor, with cycle times, scrap records, maintenance input, and operator feedback in hand.

Start with the bottleneck, not the robot
The best first project is usually a contained pain point, not a full line transformation. In small and mid-sized plants, that often means a repetitive loading step, a simple pick-and-place task, dispensing, inspection handling, or one assembly motion that drives defects or staffing headaches. Those applications are easier to measure, easier to validate, and far less likely to turn into a long capital project that ties up engineering time.
Use four filters before you scope anything:
- Repetition: The task repeats all shift and does not need much judgment.
- Process stability: The sequence is controlled, even if volume changes.
- Quality impact: The step causes scrap, rework, alignment errors, or product damage.
- Labor risk: Coverage depends too much on overtime, tribal knowledge, or hard-to-fill positions.
If a step checks those boxes, it is a candidate for semi-automation.
That matters because semi-automated cells often produce the fastest payback for smaller manufacturers. You remove the repetitive burden, improve consistency, and keep an operator in the loop where human judgment still matters. That is a practical path for plants that need better output but cannot justify the cost, changeover burden, and validation load of a fully automated line.
A simple test helps here. If the team cannot describe the problem in one sentence, the scope is still too loose.
Build the ROI case around plant realities
Too many ROI discussions stop at direct labor. That is incomplete, and in many plants it leads to the wrong decision. The better question is what the station is costing now in lost throughput, unstable staffing, scrap, rework, ergonomic exposure, and supervisor attention.
Start with a baseline. Measure current cycle time, actual output by shift, queue time before and after the station, scrap tied to that operation, and the labor hours needed to keep it running. Then compare that against a realistic future state. For many plants, the winning case is not lights-out automation. It is a semi-automated cell that holds cycle time steady, reduces handling errors, and makes staffing less fragile.
Use a review like this:
| ROI factor | What to measure on your floor |
|---|---|
| Throughput | Parts per hour, queue time, station cycle imbalance |
| Quality | Scrap, rework, missed steps, handling damage |
| Labor stability | Overtime pressure, cross-training strain, staffing gaps |
| Safety | Ergonomic exposure, repetitive motion, guarding needs |
| Flexibility | Changeover effort, fixture swaps, SKU variation |
Budget matters here. So does internal support. An oversized project can look good in a presentation and still fail on your floor because the plant cannot support the maintenance load, recipe management, changeovers, or spare parts strategy. A narrower project with a clear bottleneck and a shorter path to production usually delivers better financial results.
One more point gets missed early. Someone in the plant has to own the decision-making. If production, quality, maintenance, and engineering all have input but nobody has final accountability, the scope keeps shifting and the quote keeps growing.
A listening-first evaluation with an integrator helps expose those issues before money gets committed. A good place to start is an automation consultation built around plant requirements, where the discussion starts with process risk, staffing reality, and budget range instead of a predetermined robot package.
Designing the Right System Architecture and Controls
A lot of automation projects go wrong because the architecture is oversized. The plant needs a stable, serviceable process, but the design team chases a showcase cell. The right system is the one that hits output, fits your staffing model, and doesn't trap you in a maintenance burden you can't support.
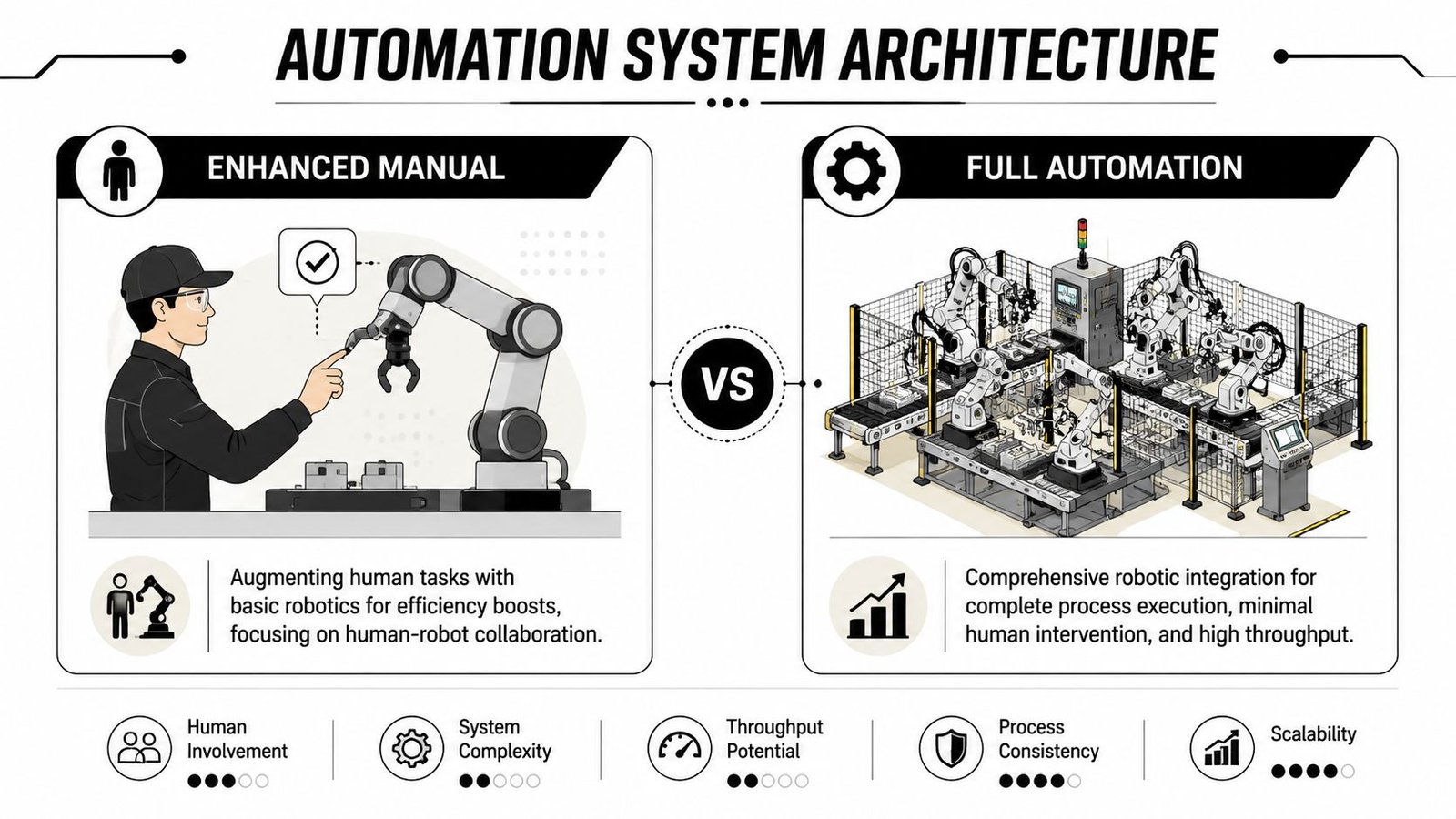
Compare the automation levels before you buy
Here's the practical spectrum.
| Approach | Best fit | Strength | Main trade-off |
|---|---|---|---|
| Enhanced manual | One unstable step in an otherwise workable process | Lowest disruption and lower capital load | Still depends heavily on operator consistency |
| Semi-automated cell | Repetitive handling, guided assembly, inspection support, controlled transfer | Good ROI with flexibility and manageable complexity | Needs strong fixture and control design |
| Fully automated line | High-volume, stable product mix, long production horizon | Highest throughput potential | Harder changeovers, larger validation burden, higher risk if demand changes |
For most small and mid-sized manufacturers, semi-automation is the sweet spot. A smart fixture, a robot for the repetitive motion, a vision check where it matters, and a clear handoff to the operator often outperform a fully autonomous concept that is too rigid for real production.
This is also where controls architecture matters. The robot is only one device in the cell. You also need the PLC logic, HMI flow, sensors, safety layer, communication with upstream and downstream equipment, and a sane alarm strategy. If the operator can't recover the cell after a routine fault without calling engineering, the design isn't finished.
A plant that needs practical controls support should focus on integrated automation control systems built for manufacturing environments, especially when legacy equipment has to stay in service.
Open versus closed systems in the real world
The open-versus-closed debate usually gets framed the wrong way. Open systems sound flexible. Closed systems sound polished. In practice, the better choice depends on who will support the equipment, how often the process changes, and how strict your quality environment is.
Recent analysis cited in robotic system cost trade-off research estimates open system integration at 20-30% lower upfront cost but with 15% higher long-term maintenance for non-specialized manufacturers. That matters. Lower entry cost looks attractive until your team is juggling custom interfaces, spare parts variation, and support ambiguity.
Buy flexibility only if your operation will actually use it.
A few practical design decisions usually separate a good architecture from a frustrating one:
- Custom end-of-arm tooling: The gripper or tool interface often determines whether the process is reliable or fragile.
- Part presentation: Even a good robot performs poorly if parts arrive inconsistently.
- Changeover method: Quick-change tooling and recipe management matter more than brochure features.
- Recovery logic: Operators need guided restart paths, not cryptic fault trees.
- Data structure: If you're in a regulated environment, event logging and traceability should be built in from day one.
The right architecture is rarely the most complex one. It's the one your plant can run on a Tuesday night without drama.
Navigating Risk Safety and GMP Compliance
Plants in medical devices and other controlled industries can't bolt on compliance after mechanical design is done. Safety, cleanability, traceability, and operator interaction need to be part of the original concept. When they aren't, the project gets more expensive, validation gets messy, and the line becomes harder to defend during review.

Safety has to be designed into the workflow
Good safety design starts with the task, not the guarding catalog. Ask where people load, clear jams, inspect parts, adjust tooling, and perform maintenance. Those touchpoints define the risk picture.
A practical safety stack often includes:
- Physical separation where needed: Hard guarding around high-risk motion or tooling.
- Presence sensing: Light curtains or scanners where access is required.
- Controlled interaction: Reduced speed, monitored stops, or collaborative modes when people and automation share space.
- Ergonomic access: Loading and unload points that don't force awkward reach or bypass behavior.
The worst safety problems usually come from systems that are technically compliant but operationally irritating. If operators have to fight the machine to keep production moving, they'll find workarounds.
Safe cells are usable cells. If the operator flow is clumsy, the risk assessment is incomplete.
For regulated production, GMP adds another layer. The automation has to support the process record, not complicate it. That means clean part flow, controlled material contact, clear state indication, repeatable settings, and records that help quality teams trace what happened during a run. A practical overview of GMP in manufacturing and why it shapes equipment design helps frame those expectations early.
GMP-aware automation works best when it stays practical
The most effective GMP-aware systems aren't always fully automated. In many medical manufacturing applications, a hybrid approach works better because it preserves human judgment where it matters and automates the steps where consistency matters most.
The implementation guidance on robotic process automation success factors notes that semi-automated medical lines using hybrid human-robot setups with vision and force-torque sensing can achieve accuracy of ±0.1 mm and deliver a 15-25% throughput uplift while supporting GMP compliance.
That pattern makes sense on the floor. Use automation for precision placement, guided handling, or repeatable transfer. Keep trained operators responsible for nuanced inspection, material review, or controlled interventions.
A short example helps show what that looks like in practice.
The strongest compliance posture usually comes from disciplined simplicity. Fewer unnecessary motions. Cleaner data. Fewer undocumented manual adjustments. A cell that's understandable is easier to validate and easier to keep in a validated state.
Executing the Build Testing and Validation Process
Paper decisions meet plant reality at this stage. Much of the trouble in robotic systems integration stems from assumptions that persist too long into the build rather than from the initial concept. Successful projects identify these assumptions early, well before the cell arrives at your facility and begins obstructing production.
What a solid FAT should uncover
Factory Acceptance Test, or FAT, should be treated as a working trial, not a ceremonial signoff. By the time the machine is at FAT, the team should be asking hard questions.
Does the part present correctly every cycle?
Can the gripper tolerate normal variation?
Does the HMI give a useful fault message?
Can maintenance reach the wear items?
Does the operator sequence match real production behavior?
A useful FAT usually includes:
- Normal production runs with representative parts and expected speed.
- Fault injection for sensors, part misloads, communication losses, and recoverable errors.
- Safety checks covering stops, access conditions, and restart behavior.
- Changeover review if the line handles multiple part variants.
- Documentation walk-through so controls, electrical, and mechanical records match the build.
The biggest issue in mixed-vendor projects is communication. Industry reporting on robot modularity and interoperability shows that mismatched communication standards can account for 25-40% of integration downtime in multi-vendor environments. That's why testing the handshake between robot, PLC, vision, conveyors, and legacy equipment isn't optional.
SAT and validation prove the system on your floor
Site Acceptance Test, or SAT, is different. FAT proves the machine can work. SAT proves it works in your utilities, with your operators, your line timing, and your upstream and downstream equipment.
That stage usually exposes details no drawing package fully captures:
- Line-side space constraints: Forklift lanes, operator reach, material staging.
- Utility realities: Air quality, electrical noise, network behavior.
- Production habits: How operators load, inspect, and recover.
- Shift-to-shift variation: Different users interact with the HMI and alarms differently.
For GMP environments, SAT also feeds into validation. IQ, OQ, and PQ shouldn't be paperwork written after the fact. They should reflect how the system was built, tested, installed, and run. If the protocols don't match the machine, validation becomes a cleanup exercise instead of proof.
A clean validation package starts with a disciplined build. It doesn't start with a rushed document scramble at the end.
The smoothest projects keep engineering, quality, and operations aligned during build review. That prevents the classic problem where the machine is mechanically done, but the validation team still lacks what they need to release it.
Ensuring Success with Installation Training and Maintenance
Monday at 6:15 a.m., the new cell is powered up, production is waiting, and the only person who knows how to recover a vision fault is the engineer who installed it. That is how a project that passed FAT and SAT starts losing money.

Installation is the start of operational discipline
Installation only creates value if the plant can run the system without depending on one expert. On small and mid-sized lines, that matters even more because maintenance coverage is thin, supervisors are already stretched, and spare capital for repeated service calls is limited.
The practical goal is simple. Build enough internal capability that operators can handle normal stops, maintenance can solve common faults, and production can keep the line running while engineering works on the exceptions.
That requires clear ownership from day one. Who does startup checks. Who approves recipe or parameter changes. Who replaces wear parts. Who restores backups after a controls issue. Who signs off when maintenance touches tooling, sensors, or safety devices. If those responsibilities stay informal, uptime drops a little at a time and nobody sees the full cost until the cell becomes a daily headache.
For many plants, a semi-automated cell is the better answer here than a fully autonomous one. It gives the robot the repetitive, fatiguing work and keeps operators involved in loading, verification, changeover, or exception handling. That lowers training burden, shortens ramp-up, and reduces the number of failure modes your team has to support.
A solid installation plan covers four areas:
- Operator readiness: Standard work, startup sequence, alarm response, safe restart, and what requires supervisor or maintenance support
- Maintenance readiness: PM tasks, inspection points, backup and restore steps, wear-part replacement, and fault recovery for common failures
- Quality readiness: In-process checks, traceability steps, parameter verification, and escalation rules for suspect product
- Production readiness: Realistic run-rate targets during ramp-up, staffing plan by shift, and a clear process for logging downtime and recurring faults
Training and maintenance protect the return
Training is usually where budget pressure shows up first. Cutting it is expensive later.
Generic vendor demos do not prepare a plant to run a cell through second shift, a rushed changeover, or a nuisance sensor failure on a Friday night. Training needs to match what each group will encounter on the floor.
| Role | What they need to know |
|---|---|
| Operators | Normal cycle flow, part loading, alarm meaning, safe restart, quality checks, and when to stop calling the robot a maintenance problem |
| Maintenance | Sensors, pneumatics, wear points, backups, preventive tasks, servo and robot recovery steps, and which adjustments are allowed without engineering approval |
| Supervisors | Escalation rules, output tracking, staffing impact, downtime coding, and how to separate process issues from equipment issues |
| Quality staff | Traceability, parameter control, deviation handling, verification points, and product hold procedures after faults or restarts |
The best training happens in stages. Start before launch with basic cell operation and safety. Repeat it at startup with hands-on fault recovery. Then come back after a few weeks of production to address the alarms, jams, and operator workarounds that show up in real use. That third pass is where a lot of wasted downtime gets removed.
Maintenance planning needs the same level of detail. Identify critical spares before startup, especially sensors, cables, end-of-arm tooling components, pneumatics, and any custom parts with long lead times. Set inspection frequency based on cycle count and wear, not on guesswork. Lock down software revision control and backup ownership. If nobody can tell which PLC, HMI, robot, or vision program is current, recovery after a failure turns into a slow and expensive investigation.
One more point plant managers usually appreciate once the line is live. You do not need to automate every support task on day one. A semi-automated approach often gives a better return because it keeps maintenance simple. The team learns one stable cell, proves uptime, and adds complexity only when the first phase is paying for itself.
Training and maintenance are part of the ROI model. They are not cleanup work after the machine is installed.
Plants that treat launch support as part of production ownership usually hold their gains. Plants that buy the cell, rush the handoff, and hope the team figures it out usually spend the next six months paying for avoidable downtime.
Your Roadmap in Action The Semi-Automated Approach
A plant is short two operators on second shift, the backlog is growing, and one manual handoff keeps slowing the line. That is where a semi-automated cell usually earns its keep. It fixes the bottleneck without forcing a full line rebuild, months of disruption, or a capital request that takes too long to approve.
The projects that hold up in production usually start small and targeted. One station is causing missed output, inconsistent part placement, ergonomic strain, or avoidable scrap. That station gets scoped, cleaned up, and automated to the level the process can support.
What the practical roadmap looks like on a live line
On a live line, the first step is choosing the constraint that is worth fixing now. Good candidates are manual load and unload points, repetitive assembly motions, part transfers that create waiting time, or inspection handoffs that depend too heavily on operator technique. If a step drives downtime, quality variation, or labor exposure every shift, it belongs near the top of the list.
Then the process gets disciplined before the robot goes in. Part presentation has to be repeatable. Fixtures have to locate the part the same way every cycle. Acceptable part variation has to be known, not assumed. I have seen plants try to automate around a loose manual process, and they usually end up buying complexity instead of buying output.
After that, add automation where the payback is clear. Let the robot handle the repetitive move, the timed placement, or the hazardous reach. Keep the operator on tasks that still benefit from human judgment, such as controlled loading, recipe changes, replenishment, or final visual checks. That division of labor often gives smaller manufacturers the best return because it cuts labor pressure and variation without turning a flexible process into a brittle one.
That approach works on real factory floors for a few practical reasons:
- Risk stays contained: One cell can be proven before broader rollout.
- Capital stays focused: Budget goes to the step creating the most friction.
- Flexibility stays higher: Product changes are easier when every function is not hard-automated.
- Maintenance stays manageable: Simpler cells are easier for in-house teams to troubleshoot and support.
Why semi-automation keeps winning
A lot of automation content pushes fully autonomous systems as the default answer. For many small and mid-sized manufacturers, that is the wrong starting point. The better move is often a semi-automated station that removes the unstable, repetitive, or hard-to-staff portion of the job and leaves the rest alone until the first phase proves itself.
As noted earlier, labor pressure and robot adoption are both pushing more plants to automate. The plants getting the best results are usually not the ones chasing the highest level of automation. They are the ones matching the solution to the process, the staffing reality, and the maintenance capability they have in-house.
That matters because overbuilt systems come with predictable costs. Longer debugging. More specialized spare parts. More downtime tied to one controls issue or one custom mechanism. A semi-automated cell often reaches useful ROI faster because it is easier to launch, easier to service, and easier to expand once production has confidence in the first phase.
A good robotic systems integration plan should leave you with a process that is easier to run, easier to validate, and easier to improve. If the system adds complexity faster than it adds output or control, the scope was too aggressive.
If you're evaluating automation and want a practical path instead of an oversized concept, System Engineering & Automation helps manufacturers build cost-effective solutions that match real production goals. Their team supports everything from custom tooling and semi-automatic workstations to integrated controls and full equipment builds, with a strong focus on quality, serviceability, and GMP-aware execution.