A lot of small and mid-sized manufacturers reach the same point. Milling handles the easy geometry, turning covers the obvious round work, and then a drawing lands on the desk that breaks the normal process. The material is already hard. The corners are too tight for an end mill. The wall sections look risky. The tolerance stack leaves no room for chatter, burrs, or tool pressure.
That's where Wire EDM CNC stops being a specialty machine and starts becoming a strategic production tool.
For shops trying to win higher-value work, the key question isn't whether wire EDM can cut a shape. It's whether the process can be integrated in a way that improves throughput, protects quality, and pays for itself across repeat jobs. That matters even more when labor is tight, setups are expensive, and every secondary operation eats margin.
Shops that use wire EDM well usually don't treat it like an isolated island. They use it where contact machining struggles, pair it with better fixturing, and build the surrounding workflow so the machine spends more time cutting and less time waiting. That shift changes the economics. Hard materials become less intimidating. Intricate profiles become realistic. Tooling and medical work that once required compromises can move through production with fewer downstream corrections.
Table of Contents
- Introduction Why Wire EDM Is a Strategic Advantage
- Understanding the Principles of Wire EDM
- Material and Design Considerations for EDM
- Achieving Precision Tolerances and Surface Finish
- Integrating Wire EDM for Production ROI
- Real-World Applications in Manufacturing and Medical
- Maximizing Your Investment in Precision Machining
Introduction Why Wire EDM Is a Strategic Advantage
Most production managers don't start by asking for wire EDM. They start with a problem. A part keeps distorting under clamping. A hardened insert is tying up the grinding department. An internal feature can't be milled without redesigning the component. The quote is at risk because the current route involves too many steps and too much operator time.
Wire EDM CNC solves a different class of manufacturing problem than conventional cutting. It opens a path for conductive parts that are too hard, too detailed, or too geometry-sensitive for normal tool engagement. That's why it often shows up in tooling, medical components, precision fixtures, and parts where one rejected feature can scrap a high-value blank.
The strategic advantage is broader than geometry alone. Wire EDM can help a shop protect margin on jobs that would otherwise require multiple operations, delicate manual finishing, or expensive process workarounds. In practical terms, that means fewer compromises between manufacturability and design intent.
When conventional machining hits a wall
A milling center is productive when the part suits the cutter. Once the drawing demands narrow slots, fine internal details, or hardened stock, the process starts fighting itself. Tool deflection, cutter access, burr control, and part movement all become bigger problems than the programmed path.
That's where wire EDM changes the conversation. Instead of forcing a rotating tool into the part, the process removes material through controlled electrical discharge. The cut follows the programmed profile without the same mechanical push that creates headaches in fragile or already hardened work.
Practical rule: If the drawing forces you to ask how to hold the part without damaging it, or how to machine the feature after heat treat, wire EDM deserves a serious look.
Why manufacturers use it as a business lever
For small and mid-sized manufacturers, this isn't just about adding capability for the occasional difficult part. It's about bidding on work that other shops avoid, reducing rework on precision features, and building a process chain that fits higher-value production.
A shop that understands where wire EDM belongs can standardize fixtures, plan jobs around unattended cutting windows, and reserve milling for what milling does best. That division of labor matters. It keeps the whole production system from overusing one process on the wrong work.
The result is a more resilient operation. The machine becomes a way to shorten process chains, protect quality on demanding parts, and make complex jobs easier to deliver consistently.
Understanding the Principles of Wire EDM
Wire EDM is easiest to understand if you think of it as a digital cheese wire for metal, except nothing touches the workpiece. A thin wire moves through the machine while controlled electrical sparks remove tiny amounts of material from a conductive part. The wire doesn't cut by force. It cuts by erosion.
That non-contact behavior is the reason the process handles delicate features so well. Instead of loading the part with tool pressure, the machine controls spark energy, wire path, flushing, and motion to shape the component with high precision.
Why non-contact cutting changes the result
Traditional machining depends on contact between tool and part. That works well in many jobs, but it also introduces force, heat concentration, vibration, and the usual tool access limits. Wire EDM avoids that whole mechanism.
The process uses an energized wire electrode and deionized water as the dielectric medium. The fluid does more than fill the tank. It helps control the discharge environment, cools the cut zone, and flushes away eroded particles so the machine can keep cutting cleanly.
That's why the process is often chosen when a shop needs an intricate profile in conductive metal and can't afford the side effects of physical cutting. If you're reviewing available CNC EDM machine solutions, this operating principle is the first thing to understand, because it determines what the machine is good at and what it isn't.
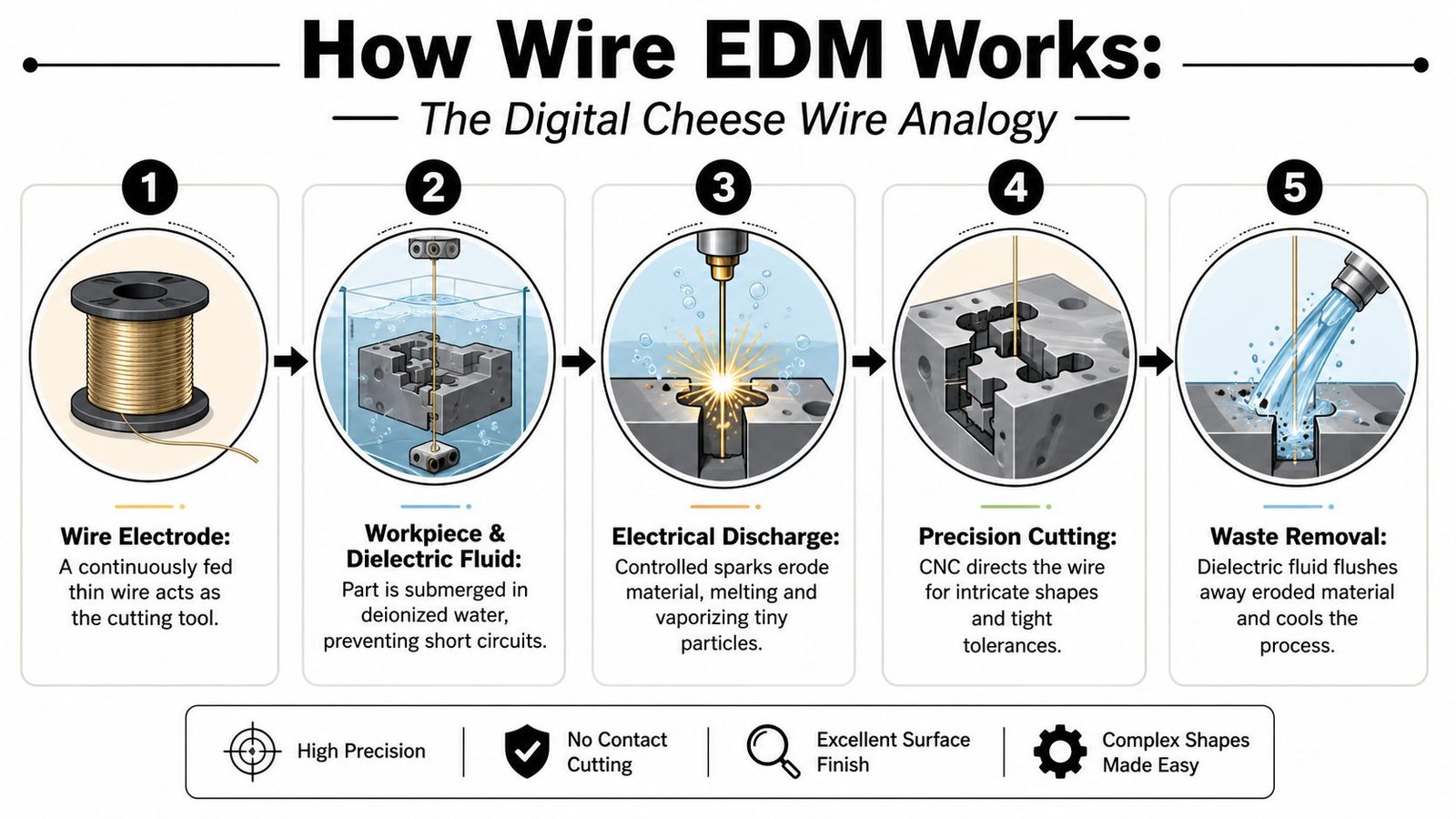
The five elements that make the process work
The process itself is straightforward once you break it into physical roles:
- The wire electrode handles the cutting path. It is continuously fed, so the machine keeps presenting fresh wire to the cut.
- The workpiece must be electrically conductive. That's a hard requirement, not a preference.
- The dielectric fluid supports stable discharge conditions while flushing away removed material.
- The CNC control tells the machine exactly where to move, including detailed contours and internal features.
- The guide system and machine structure keep the wire where it needs to be during the cut.
Wire EDM is best understood as a controlled spark process with CNC motion, not as a variation of sawing or milling.
What trips people up is assuming that if the wire is thin, setup is simple. It isn't always. Wire condition, part support, flushing access, and cut strategy all affect stability. On a production floor, good results come from respecting that the machine is a precision system, not just a precision cutter.
Material and Design Considerations for EDM
The fastest way to waste time with wire EDM is to use it on the wrong parts. The best way to make it profitable is to identify the jobs where it has a clear process advantage before programming starts.
The first filter is simple. The material must be conductive. If it isn't, wire EDM is off the table immediately. Once that requirement is met, the next question is whether the material, geometry, or section thickness makes conventional machining less attractive.
Where wire EDM earns its place
Wire EDM is a mainstream process for difficult-to-machine metals and thick sections. It is commonly used for hardened steels, tungsten carbide, titanium, and other conductive alloys, and one industry reference notes that it can cut plates up to 300 mm (12 in) thick while wire consumption can exceed one pound per hour, which makes consumable management an important operating factor according to Methods Machine's discussion of wire EDM applications and operating considerations.
That combination tells you where the process fits. It belongs where hardness, thickness, or profile complexity push milling into high-risk territory. It also tells you where costing mistakes happen. Shops sometimes focus on cycle time and ignore wire usage, setup method, and how many passes the part will need to meet print.
For titanium work in particular, process selection matters early. A component that looks feasible on a mill may become far more stable and predictable when cut by EDM after reviewing the broader challenges involved in machining titanium for production parts.
A simple selection filter for production teams
When a drawing arrives, these questions usually sort the decision quickly:
- Is the material already hardened or difficult to machine? If yes, wire EDM often deserves priority review.
- Does the profile include narrow internal details or fine corners? If yes, cutter access may be the limiting factor for milling.
- Is the blank thick enough to make conventional feature generation awkward? If yes, EDM may simplify the route.
- Will the part suffer from mechanical cutting force? Thin sections and fragile forms are strong candidates.
Here's a practical comparison teams can use during process planning:
| Criteria | Wire EDM CNC | Traditional CNC Milling |
|---|---|---|
| Material requirement | Conductive materials only | Broad material range |
| Best-fit material condition | Strong option for hardened and difficult alloys | Often better before hardening |
| Internal detail capability | Excellent for intricate internal profiles and fine features | Limited by cutter size and reach |
| Cutting force on part | Minimal mechanical force at the cut | Direct tool pressure on the workpiece |
| Thick section profiling | Well suited where profile integrity matters | Can require more complex tool access planning |
| Consumable focus | Wire usage and dielectric management matter | Tool wear and tool change strategy matter |
A lot of quoting errors come from treating wire EDM as a premium option reserved only for exotic jobs. In reality, it's often the more stable option when the part would otherwise need multiple conventional operations and hand correction.
Achieving Precision Tolerances and Surface Finish
Precision is the reason many shops buy into wire EDM. But in production, precision doesn't come from marketing claims. It comes from controlling the cut strategy, understanding what the machine can hold repeatedly, and knowing when extra passes are worth the time.
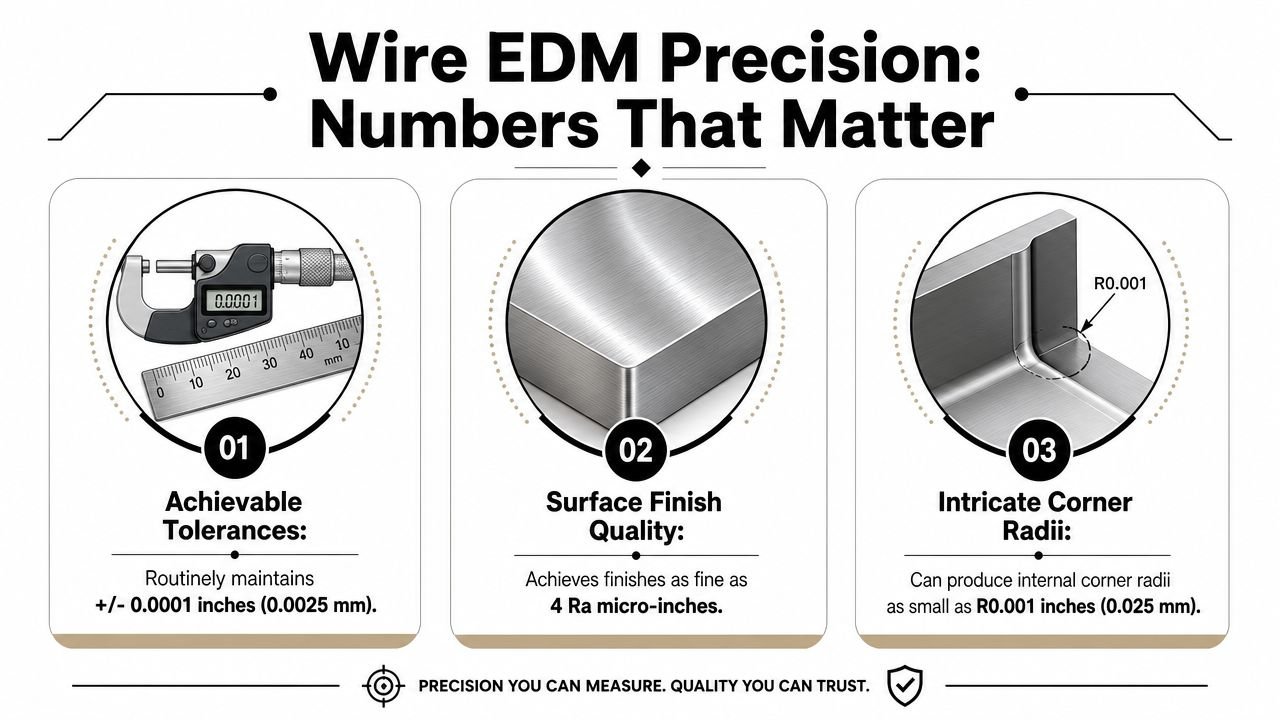
Industry guidance places practical wire EDM tolerances at about ±0.002 to ±0.01 mm, with very high-end systems approaching about ±0.0025 mm (±0.0001 in) under tightly controlled conditions. The same source notes that trim or skim cuts can improve a rough-cut tolerance from about 0.002 in to about 0.0002 in, and that the process can produce a cutting kerf as small as 0.021 mm, enabling extremely fine internal features according to Xometry's wire EDM machining reference.
That capability is impressive, but it doesn't remove process discipline. Shops make money with precision when they match the specification to the cut plan instead of assuming every feature needs the most aggressive finish strategy.
What precision really means on the shop floor
A print may call for a tight profile, but that doesn't mean every surface deserves the same approach. On real jobs, the decision usually comes down to three questions:
- Which features drive assembly fit? Those are the ones that justify tighter cut control.
- Which surfaces affect part function? Those may need additional skim passes.
- Which dimensions are carried through? Those may not need the slowest strategy.
One of wire EDM's strongest advantages is that the process can create very fine internal geometry because the wire itself is thin and the kerf can be extremely small. That matters on parts with slots, reliefs, and internal corners that would force design compromise on a mill.
The profitable move isn't chasing the tightest tolerance on every job. It's applying the highest precision only where the drawing and downstream assembly actually need it.
Why skim cuts and taper strategy matter
Skim cuts are often where good EDM work separates from expensive EDM work. A rough cut removes the bulk of material. Follow-up passes refine size and finish. Those extra passes can be exactly the right decision on a punch, die detail, or medical feature, but they also add time. If the print doesn't require that level of refinement across the full profile, running every job like a showcase demo hurts margin.
Taper cutting introduces a similar trade-off. Independent technical coverage says wire EDM can handle taper angles up to 45° or higher in some situations where conventional machining fails, but large tapers require specialized soft-wire guides, reduced wire tension on rough cuts, and CNC compensation for Z-axis position changes. The same discussion notes that many shops find 15–20° more typical when they want to preserve accuracy and finish in practical production conditions.
That gap between advertised capability and repeatable shop performance matters. Buyers often ask whether a machine can cut a taper. The better question is whether the taper can be held without slow rework, unstable flushing, or an unacceptable finish.
Three factors usually decide the answer:
- Machine motion range determines whether the geometry is mechanically feasible.
- Flushing quality affects spark stability, especially as taper increases.
- Guide design and cut sequence influence wire behavior during roughing and finishing.
If a shop ignores those variables, taper capability turns into a brochure feature instead of a production process.
Integrating Wire EDM for Production ROI
A wire EDM machine can be technically excellent and still underperform financially. That usually happens when the machine is treated like a stand-alone asset instead of part of a production cell.
The highest return comes from integration. That doesn't always mean a fully automated line. In many small and mid-sized plants, the biggest gains come from modest changes: repeatable fixturing, pre-staged workholding, organized blank flow, part identification, and simple load-unload assistance that extends unattended run time.

Profit comes from the cell not just the machine
If setup takes too long, every precise cut becomes less profitable. If operators spend too much time indicating blanks, handling small parts, or searching for the correct fixture stack, the machine's theoretical capability doesn't matter much.
A productive wire EDM cell usually includes:
- Dedicated fixtures for part families so operators can load repeat jobs quickly and consistently.
- Batch-oriented pallet or nest design so multiple small parts can run in one cycle.
- Pre-machined blanks with consistent datums so the EDM operation becomes predictable.
- Clear inspection handoff so critical dimensions are checked without interrupting flow.
These are not glamorous upgrades. They are the difference between owning precision and using precision well.
Where small manufacturers usually lose money
Most EDM profitability problems come from avoidable workflow issues, not from the cutting process itself.
One common issue is overprocessing. Shops add extra passes because they can, not because the print requires them. Another is poor queue discipline. High-value EDM work sits waiting because the upstream blanks aren't prepared in a consistent way. A third is labor mismatch. Highly skilled operators spend time on repetitive handling that could be reduced with better fixtures or a simple semi-automated loading concept.
Shop-floor insight: If your EDM machine is idle while operators sort parts, clamp tiny blanks, or rebuild setups from scratch, the bottleneck isn't the machine. It's the system around it.
In regulated manufacturing, especially medical work, repeatability and traceable process control matter as much as cut quality. Wire EDM fits well in those environments because the process can be standardized around validated setups, controlled fixtures, and defined inspection points. Semi-automation supports that goal by reducing manual variability without forcing a plant into a large capital leap all at once.
For many manufacturers, that middle ground is the right answer. Not fully manual. Not overbuilt automation. A practical system that keeps the machine running, reduces labor dependency, and protects quality where it counts.
Real-World Applications in Manufacturing and Medical
The value of wire EDM becomes obvious when you look at the parts that cause trouble elsewhere. These are usually components where geometry, material condition, and quality risk all collide in one drawing.

Medical parts that reward process control
Consider a titanium surgical component with narrow articulated features and profile-sensitive edges. A milling route may be possible on paper, but the holding strategy can become the primary problem. The more fragile the geometry gets, the more the process depends on avoiding force, preserving form, and reducing hand-finishing risk.
That's one reason wire EDM often fits medical manufacturing well. It supports intricate conductive parts where process consistency matters. Teams building regulated products often pair EDM capability with controlled fixtures, staged inspection, and GMP-aware work practices similar to the disciplines discussed in these medical device manufacturing examples.
Another good fit is precision fixture and instrument tooling used around medical production. These parts may not be the final device, but they still need accurate profiles, repeatable mating features, and stable production routes.
For a closer look at the process in action, this short video gives useful visual context:
Tooling work where accuracy drives downstream quality
Tool and die work is another strong example. A hardened D2 insert, a punch profile, or a fine-clearance die component often rewards EDM because the cut quality directly affects the next manufacturing stage. If the punch and die relationship is wrong, the downstream parts tell the story immediately.
Wire EDM is also practical for splines, form tools, gages, and specialty machine components that need repeatable internal geometry. These aren't jobs where “close enough” works. The profile either fits and functions, or the part comes back for correction.
In aerospace-style work and other high-spec manufacturing, shops often use wire EDM selectively rather than universally. They rough and datum with conventional machining, then move the geometry-sensitive features to EDM. That hybrid route is usually where the economics make the most sense. Each machine does the work it handles best, and the overall process becomes more stable.
Maximizing Your Investment in Precision Machining
Wire EDM CNC earns its keep when a manufacturer uses it with discipline. The machine shines on conductive parts that challenge conventional cutting, but the true return shows up when the whole production flow supports it. Good fixturing, smart job selection, controlled cut strategies, and practical automation are what turn capability into margin.
That's especially true for small and mid-sized manufacturers. You don't need to automate everything to improve the result. Often the best move is narrower and more effective. Standardize the blanks. Build fixtures for repeat families. Reduce handling. Let EDM handle the geometry that causes trouble elsewhere.
A practical way to evaluate the fit
If you're assessing whether wire EDM belongs in your process, start with a short review of your last difficult jobs:
- Look for parts that required manual correction after milling or grinding.
- Flag components made from hard conductive alloys that tied up skilled labor.
- Identify features that forced design compromise because cutters couldn't reach them cleanly.
- Review jobs with long setup time relative to cut time because fixture strategy was weak.
Those are usually the first places where wire EDM creates measurable operational value, even before a shop expands into new markets.
The important point is simple. Wire EDM isn't just a machine for unusual parts. It's a way to build a more capable and more predictable manufacturing system around difficult geometry, hard materials, and demanding tolerances.
If your team is weighing how to improve precision work without overbuilding the solution, System Engineering & Automation can help you evaluate the practical fit. SEA develops cost-effective manufacturing solutions that range from manual tooling and fixtures to semi-automated and fully integrated systems, with a focus on production efficiency, quality, and real-world ROI.