You're probably dealing with some version of the same problem most plant managers face. A machine runs well enough to hit schedule, operators know its quirks, and someone has added a guard, bypassed a guard, or worked around a guard over the years to keep production moving. Then a new product comes in, a fixture changes, an audit gets scheduled, or an injury close call forces the question nobody wants to answer late: is this machine safeguarded correctly?
That question gets harder in practical applications. It's harder on semi-automatic lines where people load, unload, align, inspect, and clear parts between cycles. It's harder in medical device manufacturing where the right guard for operator safety can become the wrong guard for cleaning, contamination control, or GMP expectations. And it's harder when the standards seem to come as an alphabet soup of OSHA, ANSI, ISO, IEC, NFPA, and machine-specific requirements that don't read like practical engineering guidance.
For manufacturers looking for production solutions and services that optimize output, machine safeguarding standards matter because they shape how a system performs every day. Good safeguarding supports throughput, repeatability, maintenance access, operator confidence, and product quality. Bad safeguarding slows the line, gets bypassed, and creates risk where you thought you had control.
Table of Contents
- Why Machine Safeguarding Is More Than Just Compliance
- Decoding the Landscape of Safety Standards
- Your First Step in Practical Safeguarding The Risk Assessment
- From Theory to the Factory Floor Practical Compliance in Action
- Safeguarding for Semi-Automatic and Custom Systems
- GMP-Aware Safeguarding for Medical Device Manufacturing
- Partnering with SEA for Safer More Productive Manufacturing
Why Machine Safeguarding Is More Than Just Compliance
Too many safeguarding discussions start with avoiding citations. That mindset is expensive. It frames safety as a cost added after the machine concept is already fixed, after cycle time is already promised, and after operators have already built habits around risky access points.
The result is familiar. Someone bolts on a panel guard that blocks changeover access. A door switch gets defeated because clearing jams takes too long. Maintenance removes a barrier and never fully restores it. Production keeps moving until a breakdown, an injury, or an inspector forces the issue.
The business cost of treating safety as a checkbox
The stakes are not abstract. In the United States, workers who operate and maintain machinery suffer approximately 18,000 injuries and over 800 deaths annually, and OSHA's machine guarding standard, 29 CFR 1910.212, was cited 1,743 times in 2019, making inadequate guarding one of the most frequently cited safety violations in manufacturing, according to machine guard injury and citation data summarized here.
Those numbers matter, but the practical lesson matters more. Machine safeguarding failures rarely stay contained as “safety issues.” They turn into downtime, damaged tooling, unstable staffing, poor morale, and avoidable quality problems. When operators don't trust a station, they slow down, improvise, or ask for manual exceptions that weren't part of the original process.
Practical rule: If a safeguard makes normal work harder without improving the process, operators will look for a way around it.
Plant leaders usually see the same pattern. The line with the most guarding workarounds also tends to have the most nuisance stops, the most awkward manual handling, and the least repeatable output. That's not a coincidence. Poorly integrated guarding usually signals that the machine was never designed around the task.
What good safeguarding changes on the floor
Strong safeguarding does more than prevent contact with hazards. It defines how people interact with the equipment, when the machine can move, how faults are cleared, and how setup happens without unnecessary exposure.
When that's done well, several things improve:
- Operator confidence increases. People can load, unload, inspect, and recover faults without guessing whether motion is still possible.
- Changeovers become cleaner. Access points, guard opening paths, and reset logic are planned instead of improvised.
- Maintenance gets safer and faster. Teams can isolate hazards and verify machine state without pulling apart half the enclosure.
- Production becomes more stable. Safe access and reliable control logic reduce the stop-start behavior that creates scrap and hidden delays.
That's why the best manufacturing solutions don't treat machine safeguarding standards as a legal appendix. They treat them as design inputs. In practice, safer machines are usually easier to run, easier to maintain, and easier to scale.
Decoding the Landscape of Safety Standards
Most confusion around machine safeguarding standards comes from mixing different kinds of documents together. Some are legal requirements. Some are consensus standards. Some define general principles. Others apply to a specific machine class or a specific part of the control system.
If you don't sort those layers correctly, you either under-engineer the system and miss obligations, or overbuild it and spend money where the standard never required it.
What each standard family actually does
A practical way to assess the situation is this:
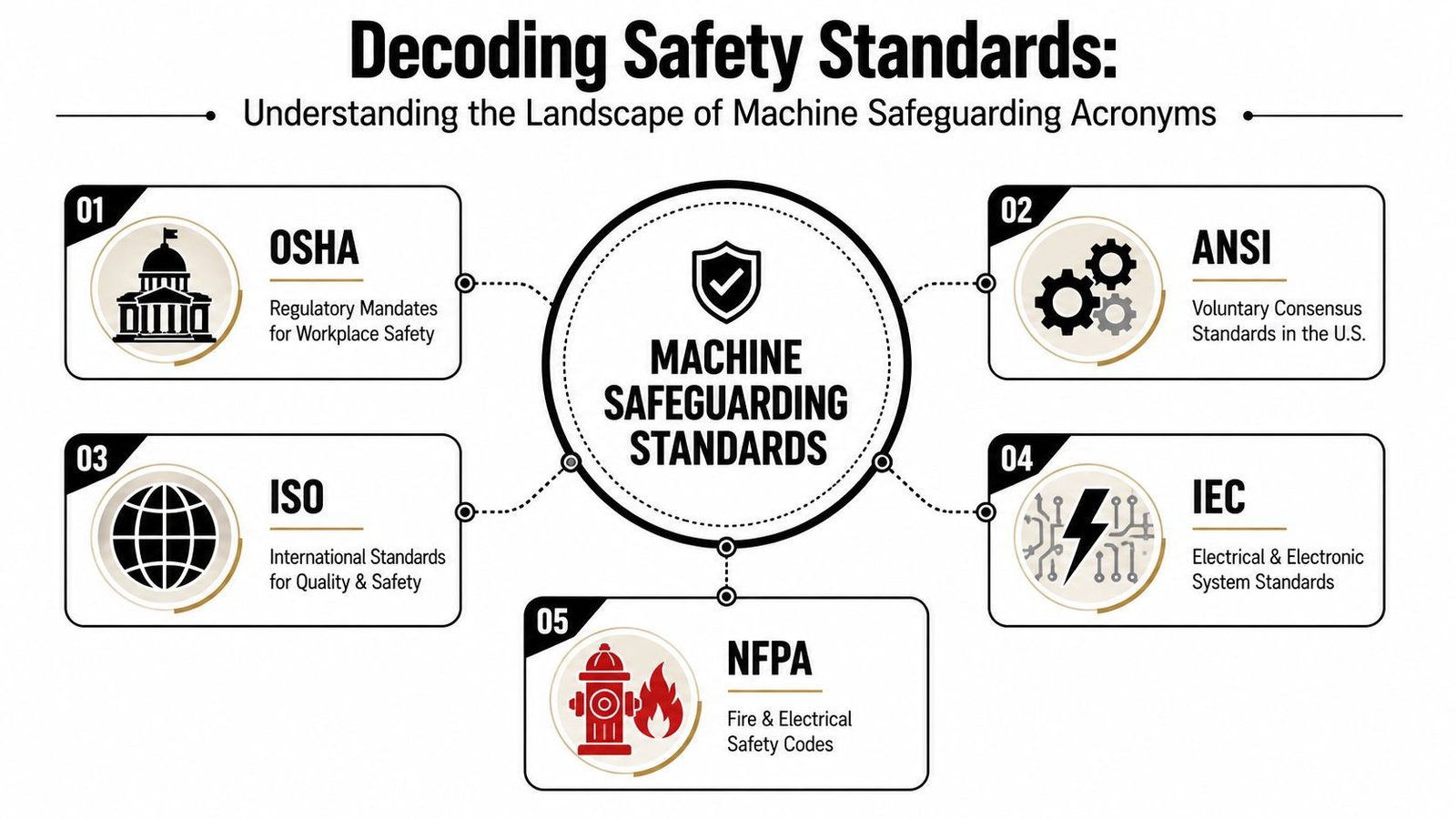
- OSHA sets the workplace obligation in the United States. Under 29 CFR 1910.212, machine parts, functions, or processes that can cause injury must be safeguarded, especially at points of operation, ingoing nip points, rotating parts, and power transmission elements, as outlined in this industrial machine safety guide discussing 29 CFR 1910.212.
- ANSI B11 gives detailed U.S. industry guidance on how to assess risk and apply protective measures.
- ISO provides international frameworks, including risk assessment and safety-related control concepts.
- IEC often enters the discussion when electrical and electronic safety functions are involved.
- NFPA 79 is relevant for industrial machinery electrical requirements.
The European approach adds another layer. The Machinery Directive 2006/42/EC requires a hierarchy of risk reduction: first intrinsically safe design, then safeguarding and complementary protective measures, then information about residual risk. It also requires a documented process including machine limits, risk assessment, and verification steps, as described in this OSHwiki summary of the EU machinery safety framework.
That framework is useful even for U.S. plants because it forces a disciplined engineering sequence. Don't start with a light curtain catalog. Start with hazard elimination, then move down the hierarchy only where needed.
A machine that depends on warnings and operator memory for basic protection is already on the wrong path.
How the ISO hierarchy works in practice
The ISO structure becomes manageable once you know the three types. Type A standards cover general principles, such as ISO 12100 for risk assessment. Type B standards cover specific safety aspects or devices, such as ISO 13849 for control systems. Type C standards give detailed requirements for specific machine categories, and when a Type C standard exists for your machine, it takes precedence over the more general Type A and B standards, as explained in this global machine safety regulations reference from PEMA.
That precedence matters. If you're safeguarding a machine family with a Type C standard, you don't get to ignore it because a general standard seems easier to apply. It's also why two machines that look similar on the floor may need different solutions.
A press, grinder, and semi-automatic assembly cell don't all land on the same compliance path. The safe opening size, stopping behavior, reset method, and control architecture can change depending on the machine category and task.
Key Machine Safeguarding Standards at a Glance
| Standard | Type | Scope | Key Focus |
|---|---|---|---|
| OSHA 29 CFR 1910.212 | Regulation | U.S. workplace safeguarding requirements | Safeguarding hazardous machine parts and processes |
| ANSI B11.TR3 | Consensus standard | Risk assessment for machinery | Structured hazard identification and risk reduction |
| ANSI B11.19 | Consensus standard | Safeguarding performance requirements | Selection and application of guards and devices |
| ISO 12100 | Type A | General machine safety principles | Risk assessment and risk reduction process |
| ISO 13849 | Type B | Safety-related parts of control systems | Performance level and control reliability |
| IEC 62061 | Type B | Functional safety of control systems | Safety integrity for applicable control technologies |
| NFPA 79 | Electrical standard | Industrial machinery electrical systems | Electrical design requirements for machinery |
| Machinery Directive 2006/42/EC | Legal framework | European Economic Area machinery compliance | Hierarchy of risk reduction and conformity obligations |
One practical takeaway helps avoid a lot of rework. OSHA tells you what must be achieved. Consensus and international standards often help define how to engineer it credibly.
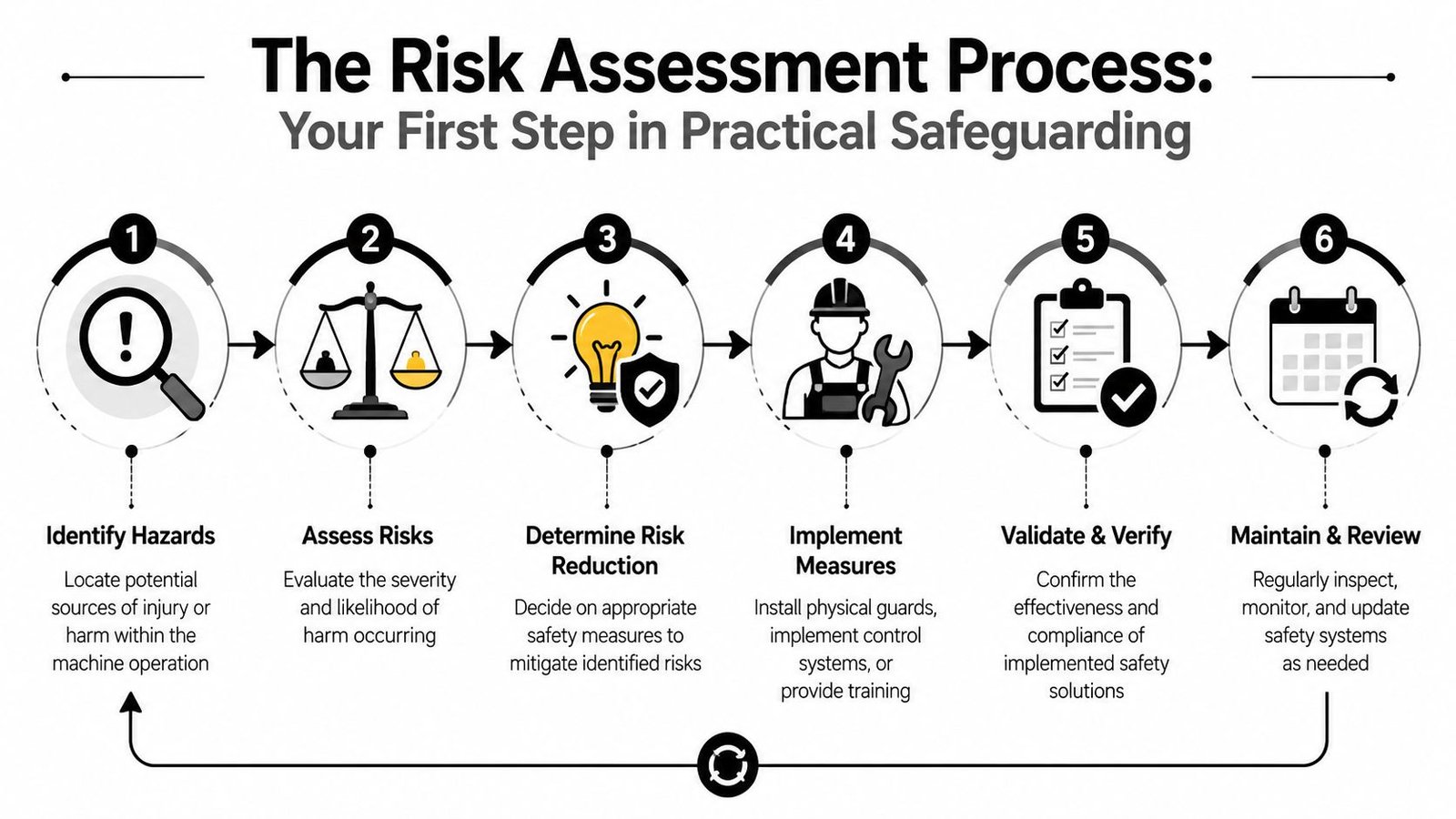
Your First Step in Practical Safeguarding The Risk Assessment
The right safeguard usually becomes obvious only after the wrong assumptions are removed. That's what a good risk assessment does. It forces the team to stop thinking in terms of “what guard should we buy?” and start thinking in terms of “what hazards exist during each real interaction with this machine?”
That sounds basic, but most bad safeguarding projects skip it. They start with hardware. Then they discover later that the operator reaches in during part alignment, maintenance needs access from a side nobody modeled, or cleaning introduces exposure that the original concept never addressed.
A visual process helps align engineering, operations, quality, and maintenance before hardware choices get locked in.
Start with the machine limits and real tasks
A risk assessment should begin with machine limits. Define what the equipment is supposed to do, who interacts with it, what materials it handles, and which operating modes exist. Include setup, normal production, manual intervention, fault recovery, sanitation if relevant, and maintenance.
Then walk the machine by task, not by component list.
- List each interaction. Loading, unloading, clearing jams, changing fixtures, replacing tooling, opening access doors, threading material, cleaning, and troubleshooting.
- Identify the hazard at that interaction. Pinch points, rotating motion, stored energy, unexpected restart, ejection, sharp edges, heat, or electrical exposure.
- Evaluate the risk. Look at severity and likelihood in realistic operating conditions, not idealized ones.
- Choose the risk reduction method in order. Eliminate hazards first where possible, then guard or control access, then address residual risk.
- Validate the solution. Confirm the machine stops, prevents restart, and behaves safely under fault conditions.
- Review it after changes. New fixtures, cycle changes, and product introductions often create new access patterns.
For teams that need a structured starting point, a focused automation risk assessment process is usually the fastest way to move from assumptions to defensible design decisions.
Build the assessment around decisions not paperwork
The best risk assessments are working engineering documents. The weak ones become binders nobody opens again.
This video gives a useful overview of the process and why sequence matters before devices get selected:
Use the assessment to answer practical questions such as:
- Can the hazard be removed by design? Sometimes moving an actuator, changing part presentation, or relocating a pinch point solves more than any added guard.
- Does the task require routine access? If yes, a fixed barrier may be the wrong first choice.
- What happens after a door opens or a sensor breaks? The response must be predictable and safe.
- Who owns verification? Someone has to test stop functions, resets, access logic, and recovery steps before release.
On the floor: If your team can't explain why a guard is there and what hazard it controls, the risk assessment didn't go far enough.
A solid assessment also makes future conversations easier. When production asks for faster changeover, quality asks for improved access, or maintenance asks for a new panel opening, you can evaluate the request against a known hazard logic instead of starting over from scratch.
From Theory to the Factory Floor Practical Compliance in Action
Once the hazards are ranked, the engineering work gets very practical. You're no longer asking what the standard says in general. You're deciding whether a fixed guard, an interlocked door, a light curtain, a two-hand control, or a layout change will protect the task without wrecking usability.
The hierarchy matters here. The hierarchy of risk reduction in standards such as ANSI B11.TR3 places physical guards as the primary protection method, and if sheet steel is used, a minimum thickness of 1.2mm (S.W.G.18) is required. It also makes clear that emergency stops are only a secondary, complementary measure, as outlined in this machine safeguarding white paper on design requirements.
What works better than an afterthought guard
Consider a simple assembly press station. If operators load a part, press cycle start, and remove the assembly after motion ends, a full perimeter barrier may protect the hazard but create a new production problem if every small adjustment requires tools and removal.
A better solution often starts earlier:
- Reposition the actuator so the most dangerous motion is farther from the natural hand path.
- Add fixture geometry that locates the part without requiring fingers near the point of operation.
- Use an interlocked access method where routine opening is expected.
- Make fault recovery possible without exposing a second person to blind-side motion.
That last point is where many retrofit jobs go wrong. A guard can be mechanically strong and still fail operationally if the reset sequence allows unsafe re-entry or if the machine can restart before the operator has fully exited.
Choosing between barriers interlocks and sensing devices
Different tools solve different problems.
A fixed barrier guard is often best when access isn't needed during normal operation. It's durable, usually simple to validate, and less vulnerable to adjustment drift. But it becomes a bad choice when operators need frequent access for loading, unloading, or part changes.
An interlocked guard works well when access is routine but the machine must not operate while the guard is open. The design challenge is making sure the interlock logic matches the hazard. Door open should create the required stop state, and reset should be deliberate.
A presence-sensing device, such as a light curtain or area scanner, can preserve access and flexibility. It can also create nuisance trips if it's placed without studying how operators work. Good application depends on approach direction, reach-over possibilities, stopping time, and reset behavior.
A two-hand control can be effective at point of operation where the task naturally fits that method. It's a poor substitute when operators still need one hand for alignment or part support.
Before shipment, these behaviors need to be proven in testing, not assumed. That's why a disciplined factory acceptance testing approach matters. It catches access logic mistakes, reset issues, and sequencing problems while changes are still manageable.
Why control reliability matters
Mechanical guarding is only part of the answer. Modern machines rely on control systems to enforce safe states. That's where terms like Performance Level and SIL enter the conversation.
You don't need to turn every plant manager into a functional safety specialist. You do need clarity on the core point. The safety circuit must fail in a known, safe way, and its architecture has to be appropriate for the hazard being controlled.
For example, if an interlocked access cover is intended to prevent machine operation when opened, the machine behavior has to support a fail-safe cause-and-effect relationship. Loss of guarding should interrupt the relevant power or safety function. If a single fault leaves dangerous motion available, the design isn't strong enough for the intended risk.
That's the difference between having safety devices on a machine and having a safeguarded machine.
Safeguarding for Semi-Automatic and Custom Systems
Semi-automatic equipment is where generic advice starts to break down. These systems depend on repeated human-machine interaction by design. The operator may load a component, confirm orientation, trigger a cycle, inspect the result, swap a nest, and repeat that sequence all shift long.
That operating model is exactly why these systems can be cost-effective and flexible. It's also why standard guarding advice often misses the mark.

Why standard guarding advice breaks down
A critical gap in compliance guidance is the application of standards to semi-automatic systems. The frequent, intermittent human-machine interaction in these setups means standard barrier guards are often impractical, and there is limited guidance on how to apply presence-sensing devices without undermining the cost-effective and flexible production goals of mid-sized manufacturers, as discussed in this overview of OSHA machine guarding requirements and practical gaps.
That gap shows up every time a plant tries to retrofit a collaborative operator task with a guard concept borrowed from a fully automated cell. The machine becomes safe on paper and frustrating in practice.
Typical failure modes include:
- The guard blocks the operator's natural load path.
- Frequent fixture changes require tools and removal.
- Sensors trip during normal body movement.
- Reset logic adds unnecessary delay after every brief interruption.
- Operators can reach the hazard from an unexpected angle.
The safest semi-automatic station is usually the one that respects the operator's rhythm instead of fighting it.
Design for the operator behavior you actually have
Good safeguarding for semi-automatic systems starts with observed behavior, not ideal behavior. Watch how the job is really done. See where parts are staged, which hand enters first, when the operator leans in, and what happens when a part sticks.
Then engineer around that reality.
A practical design pattern often includes a mix of measures:
- Interlocked access for infrequent interventions. Tool changes and deeper maintenance access should be separated from routine operator interaction.
- Presence sensing for repeated access zones. Light curtains or scanners can work well where loading and unloading are integral to the cycle.
- Fixture design that reduces hand exposure. Better nests, part orientation features, and handling aids often remove risk without adding complexity.
- Clear mode selection. Setup, manual jog, auto cycle, and maintenance should not blur together.
- Reset placement with intent. A reset should confirm safe re-entry and exit. It shouldn't become a reflex button hit from inside the hazard zone.
Custom fixtures add another layer. A fixture that improves part alignment can also create new pinch points, block visibility, or encourage operators to reach around a guard. That's why fixture design and safeguard design have to happen together, not in separate meetings.
GMP-Aware Safeguarding for Medical Device Manufacturing
Medical device manufacturing adds a second standard of acceptability. A guard can satisfy operator protection and still fail the production environment because it sheds particles, traps residue, complicates cleaning, or creates surfaces that are difficult to sanitize.
That tension is real. A machine builder can meet traditional safety expectations and still hand over a station that quality or validation won't accept.

When a safe guard becomes a contamination problem
In GMP-aware environments, a guard that is firmly secured from a safety standpoint can still create a surface that is difficult or impossible to sanitize. There is also a lack of clear guidance on validating guards that must balance operator safety with preventing lubricant exposure, loose parts, and contamination events, as described in this discussion of machine guarding compliance conflicts in regulated environments.
That conflict changes how safeguards should be designed.
A standard painted steel frame with complex fastener geometry may be acceptable in general industry. In a medical device process, it may introduce cleaning challenges, corrosion risk, particle traps, or inspection blind spots. A polycarbonate viewing panel may improve visibility, but the full material choice and placement need to be considered in the context of the product zone and the cleaning method.
A better way to validate safeguarding in GMP spaces
The practical answer is to stop treating safety and GMP as separate reviews. They need to be evaluated together from the concept stage.
That usually means asking a different set of design questions:
| Design area | Safety question | GMP question |
|---|---|---|
| Guard material | Will it withstand impact and expected use? | Can it be cleaned without degradation or shedding? |
| Fasteners and joints | Is the assembly secure and tamper-resistant? | Does it create crevices or hard-to-clean interfaces? |
| Viewing access | Can the operator inspect the process safely? | Does the panel or opening protect the product zone from contamination risk? |
| Motion control | Does opening access place the machine in a safe state? | Can cleaning or inspection occur without exposing product to uncontrolled hazards? |
| Maintenance points | Can service be done safely? | Can maintenance be performed without introducing contamination into the process area? |
A GMP-aware approach to safeguarding also depends on process zoning. Not every guard surface belongs in the same material category if one side faces the operator aisle and another faces the controlled product area. The same is true for lubrication, cable routing, and hardware selection.
For teams building or upgrading regulated production equipment, it helps to evaluate guarding in the context of broader GMP expectations in manufacturing. That keeps operator safety, cleanability, and product protection tied to one design logic instead of competing priorities discovered at the end.
Validation mindset: A compliant guard in a medical device environment must protect the person and preserve the process.
Partnering with SEA for Safer More Productive Manufacturing
Understanding machine safeguarding standards is only the starting point. The harder part is implementing them in a way that fits production reality, budget limits, changeover demands, quality requirements, and the physical constraints of an existing plant.
That's why many safeguarding projects stall. The standards describe the framework, but the factory still has to make decisions about layout, access, controls, fixtures, validation, and support after startup. Those decisions determine whether the machine stays safe and productive or becomes another workaround station.
What effective implementation really requires
In practice, good results usually depend on five things working together:
- A real risk assessment. Not a generic checklist copied from another machine.
- Machine-specific design choices. The safeguard has to match the task, not just the hazard category.
- Control logic that behaves predictably. Access, stop, reset, and recovery states need to make sense to operators and maintenance.
- Build quality and testing discipline. Guards, panels, interlocks, and safety functions need to hold up in daily use.
- Support after install. Production changes, new tooling, and process improvements often require revisiting the safeguarding strategy.
Manufacturers that are optimizing production usually don't need theory alone. They need practical engineering support that connects safety, throughput, flexibility, and maintainability. That's especially true for semi-automatic systems, custom fixtures, and regulated production environments where off-the-shelf guard concepts rarely solve the whole problem.
Why manufacturers use outside engineering support
An experienced automation partner can see trade-offs earlier. For example, moving a part presentation point may eliminate a hazard more effectively than adding a larger guard. Splitting routine access from maintenance access may solve both compliance and uptime issues. Designing a cleaner fixture may reduce both operator reach risk and product handling variation.
Those are not abstract compliance wins. They are production wins.
For manufacturers seeking solutions and services that optimize production, the value of outside support isn't just in delivering hardware. It's in getting the right level of automation, the right safeguarding approach, and the right long-term maintainability for the process you operate.
If you're upgrading a workstation, building a semi-automatic line, or trying to reconcile safety with GMP and production demands, System Engineering & Automation can help you design a practical path forward. SEA provides cost-effective manufacturing solutions, custom tooling, fixtures, integrated controls, and end-to-end engineering support that improve safety while optimizing throughput, quality, and day-to-day operation.