You've probably seen the pattern already. A new machine or semi-automated workstation goes in, the FAT passes, operators get trained, and six months later the best troubleshooting knowledge lives in one electrician's notebook and two veteran operators' memory. The official binder still exists, but nobody reaches for it unless an auditor is in the building.
That's where most documentation programs fail. They treat technical documentation standards as a paperwork exercise instead of a production tool. On a real manufacturing floor, documentation has to do three jobs at once: help people run the equipment correctly, help maintenance fix it fast, and help quality prove what changed, when, and why.
That matters even more when you're reaching out to manufacturers who need production solutions that optimize output and service performance without adding unnecessary overhead. In that environment, the best documentation isn't the thickest package. It's the set of controlled records, instructions, drawings, and updates that people will use under production pressure.
Table of Contents
- Why Documentation Is More Than Just a Binder on a Shelf
- The Foundation IEC/IEEE 82079-1 Explained
- Required Documents for Manufacturing Automation
- Navigating Medical Device and GMP Documentation
- Practical Best Practices for Document Control
- How SEA's Process Ensures Compliance and Traceability
Why Documentation Is More Than Just a Binder on a Shelf
A plant manager usually feels documentation pain indirectly. Changeovers take longer than they should. Training drifts by shift. Maintenance replaces the right sensor with the wrong variant because the installed part doesn't match the old BOM. Then a quality review exposes that the machine was modified, but the operating instruction never caught up.
That isn't a documentation department problem. It's an engineering control problem.
When technical documentation standards are applied well, they turn tribal knowledge into controlled, repeatable work. Operators know the intended use. Maintenance sees the actual wiring. Quality can trace revisions. Production supervisors don't have to guess whether a workaround is safe, approved, or temporary.
When the binder gets ignored
The common failure mode is overbuilding the package and underbuilding the usefulness. Teams create polished documents with perfect formatting, long front sections, and generic theory, then bury the one troubleshooting step a technician needs during a line stop. That's the over-standardization trap.
Recent data cited in a best-practices discussion notes that 68% of manufacturing engineers abandon documentation that exceeds 3 levels of hierarchical depth, and that progressive disclosure in GMP-aware environments reduces documentation errors by 42% compared with static, fully detailed documents, according to Wonderment's technical documentation best practices discussion. That tracks with what many plants already know from experience. If a document slows down problem-solving, people route around it.
Practical rule: A document that nobody uses during a stoppage is not a controlled asset. It's shelf weight.
What useful documentation changes on the floor
Useful documentation does a few simple things well:
- It matches reality: The drawing set, BOM, and instructions reflect the machine as installed.
- It answers role-specific questions: Operators need setup, alarms, cleaning, and normal operation. Electricians need wire numbers, terminal blocks, and device tags.
- It supports service and optimization: Good records shorten troubleshooting and make future upgrades cleaner.
- It holds up in audits: Controlled revisions, approvals, and traceability are visible.
For manufacturers investing in production solutions to optimize throughput and service, that's the point. Documentation isn't separate from performance. It supports quality, uptime, training, and compliance at the same time.
The Foundation IEC/IEEE 82079-1 Explained
The central reference for technical documentation standards is IEC/IEEE 82079-1. Think of it as a shared language for information for use. It tells manufacturers how to present instructions so a product can be used safely and effectively, whether that product is a benchtop fixture, a packaging station, or a larger automated cell.
A helpful visual summary sits below.
What the standard actually does
IEC/IEEE 82079-1 was first published in 2012 and is identified as the primary global standard for technical documentation. It requires instructions for use across product types and mandates that documentation be reviewed and updated whenever a product design changes, so 100% of user instructions reflect the current operational state of the equipment, as explained in Quanos' overview of technical documentation standards.
In practice, that means a documentation package can't stop at a generic manual. It has to cover the basics people need:
- Intended use
- Hazard warnings
- Maintenance procedures
Those aren't optional housekeeping items. They shape how an operator handles the machine, how a technician services it, and how a manufacturer demonstrates that the information provided is aligned with the equipment delivered.
For teams shipping into regulated markets, the commercial side matters too. A standard like this supports market access because it gives inspectors, customers, and internal quality teams a consistent framework to evaluate.
The short video below gives additional context on documentation standards and how they fit into technical communication.
What plant teams should insist on
The easiest mistake is to read the standard as a formatting rulebook. It's better to treat it as a decision filter. Ask whether the document helps a real user complete a real task safely.
A practical review should check for these points:
| Review question | Why it matters on the floor |
|---|---|
| Does the document define intended use clearly? | It limits misuse and helps training stay consistent. |
| Are hazards placed where the task happens? | Operators need warnings at the point of action, not buried later. |
| Are maintenance steps specific to the installed equipment? | Generic PM language doesn't help during breakdowns. |
| Does a design change trigger a document update? | Old instructions create avoidable safety and quality risk. |
Good documentation follows the machine through its life. It doesn't freeze on the day of commissioning.
That's why technical documentation standards matter to plant managers. They aren't about producing prettier manuals. They're about making sure the machine, the instructions, and the approved process stay aligned.
Required Documents for Manufacturing Automation
Once the standard is understood, the next question is simpler. What documents should a plant receive for an automation project?
The answer depends on complexity, but some deliverables should be considered mandatory. If a supplier hands over only a top-level overview and a PDF manual, the plant will pay for that shortcut later in downtime, service calls, and rework.
Design and build records
For automation systems, the drawing package has to be detailed enough for someone other than the original builder to understand and maintain it.
That includes the requirement that systems have full wire-by-wire schematic sets detailing every device, terminal block, and wire number, with a formal change control process that updates the documentation whenever modifications are made, ensuring the BOM reflects the actual assembled components, as described in this overview of automation system documentation requirements.
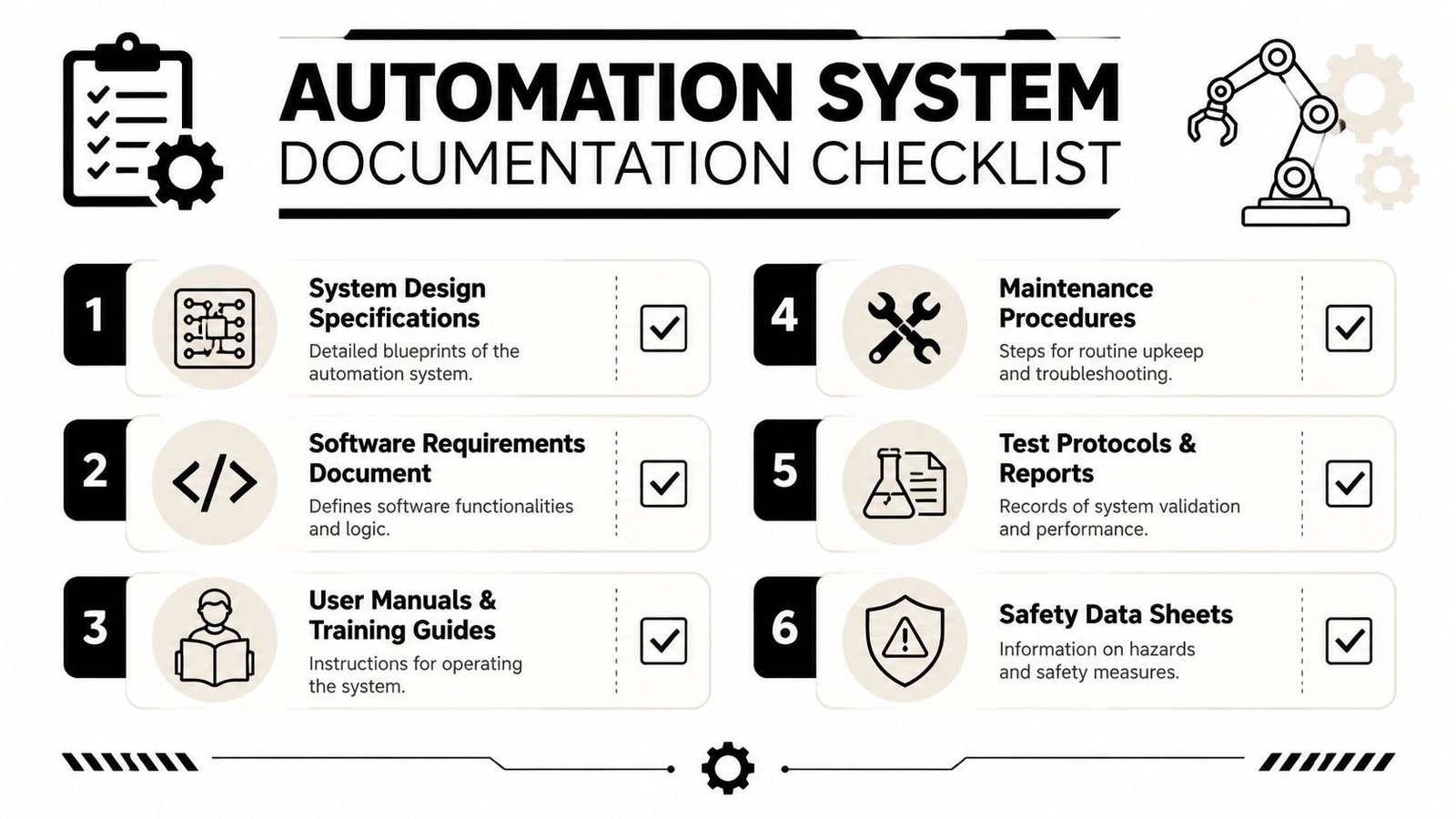
At minimum, expect these records:
- Electrical schematics: Not single-line simplifications. The set should identify devices, terminal blocks, wire numbers, and I/O assignments.
- Cable schedules: These help field teams verify routing, connectors, and physical installation details.
- Bill of Materials: The BOM should match what is installed, not what was originally quoted.
- Pneumatic and mechanical drawings: These are critical when replacing cylinders, sensors, guards, or tooling details.
- Software-related records: Sequence descriptions, I/O lists, alarm lists, and parameter records keep controls support from becoming guesswork.
Plants that want a stronger benchmark for drawing quality can compare packages against practical manufacturing drawing standards.
Operating and maintenance documents
The second category is what users touch every day. Within this category, many projects become too generic.
Operational documents usually include:
- User instructions: Startup, shutdown, mode changes, HMI navigation, fault acknowledgment, and safe recovery.
- Setup and changeover instructions: Especially important in semi-automated environments where operator decisions affect output quality.
- SOPs: Step-based procedures for routine operation, cleaning, inspection, and other recurring tasks.
- Troubleshooting guides: Alarm-to-action references, common fault causes, and approved recovery steps.
- Preventive maintenance instructions: Lubrication, inspection intervals, wear-part checks, and calibration activities.
For GMP-aware environments, those documents also support consistency. The point isn't just to explain the machine. It's to reduce variation in how people use it.
What good looks like on delivery day
A clean handover package has three characteristics.
First, it's as-built. If a prox switch changed during build, the final records show that. If a terminal assignment moved during commissioning, the field set reflects the installed condition.
Second, it's editable and controlled. Plants need native files for future support, not only locked PDFs.
Third, it's organized by user role. An operator shouldn't have to sift through design notes to find a clearing procedure. A controls engineer shouldn't have to reverse-engineer a wiring path from a training document.
If maintenance has to open cabinets and “figure it out live,” the documentation package wasn't finished.
That's the practical test. Required documents for manufacturing automation aren't about volume. They're about whether the package helps production, maintenance, and quality solve problems without recreating the design from scratch.
Navigating Medical Device and GMP Documentation
Medical device manufacturing raises the documentation bar quickly. General technical documentation standards still matter, but they're only the base layer. In GMP environments, the core issue is traceability. You need to show what the process is, what the equipment does, how it was validated, and what changed over time.
That's why regulated plants can't treat machine documentation as a vendor handoff only. It becomes part of the quality system.

Why GMP changes the documentation bar
For medical device manufacturers, GMP regulations require approved, written Manufacturing Formula and Processing Instructions for every product, with explicit detail on equipment and computerized systems used. In addition, 21 CFR 211.180(b) requires records to be maintained for at least one year after product expiration, and electronic data must satisfy ALCOA+ principles, as summarized in this GMP manufacturing guide and supported by the EU GMP chapter covering written manufacturing instructions in Chapter 4 of the EU GMP guidance.
That requirement changes how an automation project should be documented from day one.
Instead of asking only, “How does the machine run?” regulated teams also ask:
- What approved process is this equipment supporting?
- Which computerized functions affect product quality?
- How is each change reviewed, approved, and recorded?
- Can the plant reconstruct who did what, when, and under which revision?
For a grounded overview of the compliance framework behind those questions, it helps to understand what GMP means in manufacturing.
ALCOA+ in practical terms
ALCOA+ sounds abstract until you apply it to daily plant behavior.
A useful interpretation looks like this:
| Principle | Shop-floor meaning |
|---|---|
| Attributable | The record shows who performed the action or entered the data. |
| Legible | A reviewer can read and understand the record later. |
| Contemporaneously recorded | People record information when the activity happens, not after the fact. |
| Original | The record retains the primary evidence. |
| Accurate | The entry matches what actually occurred. |
| Complete, Consistent, Enduring | Electronic records remain intact, ordered, and retrievable over time. |
SOPs and logbooks also matter in this environment. GMP documentation includes step-by-step procedures for operational tasks and logbooks for operation, maintenance, calibration, monitoring, and deviation recording, as described in the overview of pharmaceutical documentation and records.
Where teams get into trouble
The weak points are predictable.
A sensor gets replaced but the record trail is thin. A PLC parameter changes during support and the approved instruction doesn't follow. Operators are trained informally on a workaround that never enters the controlled system. Those issues may look small during production, but under audit they all point to the same problem: the documented state and the actual state drifted apart.
In medical device work, undocumented process knowledge is a liability, not a convenience.
That's why GMP-aware documentation has to be tied to validation, approval, retention, and data integrity. It's not enough for documents to exist. They have to be current, controlled, and auditable.
Practical Best Practices for Document Control
Plants don't struggle because they lack documents. They struggle because documents stop moving while the process keeps changing.
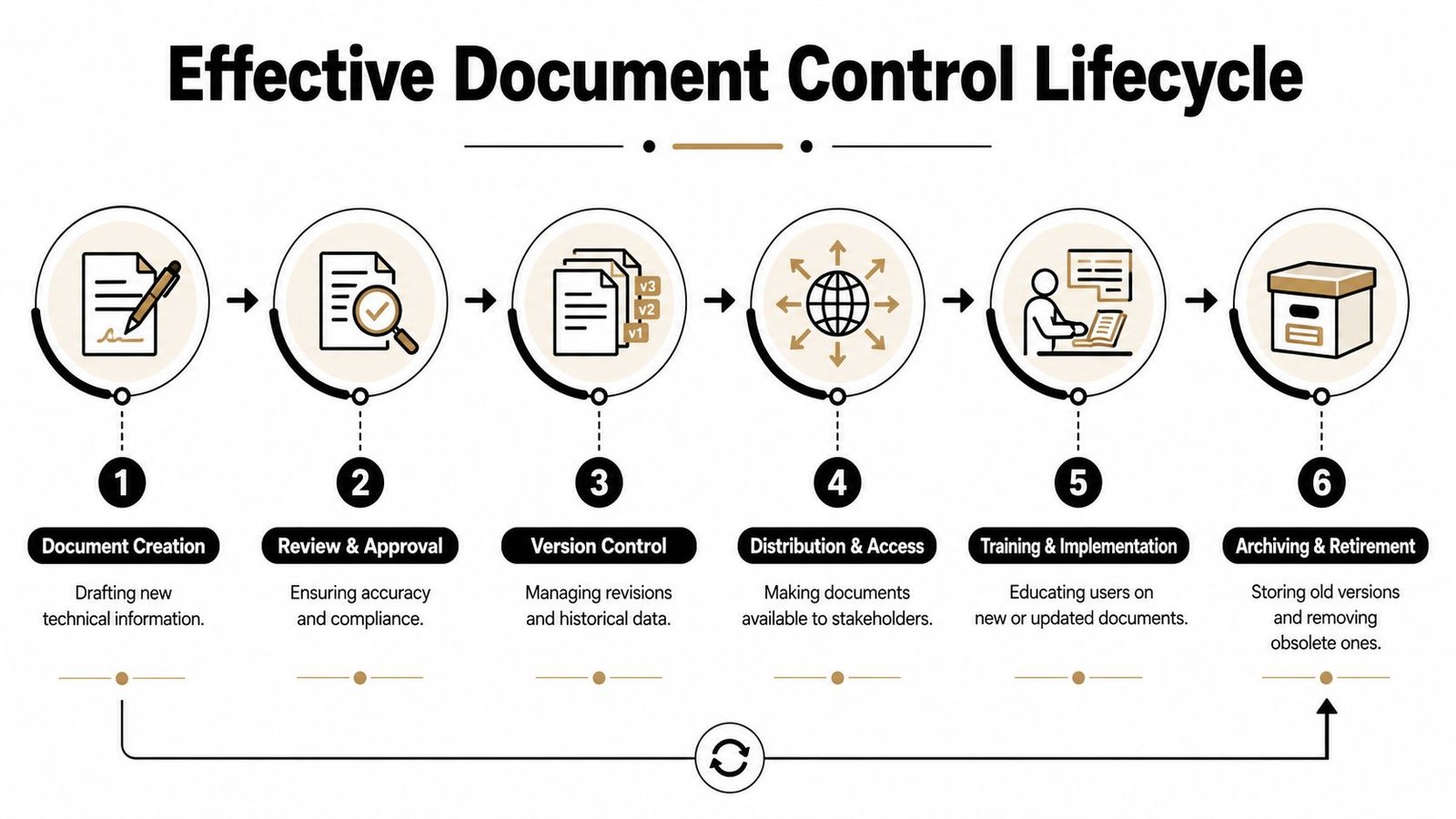
The answer is living documentation. That means the documentation package changes through the same control discipline as the equipment, software, and validated process. It stays active instead of becoming historical evidence of what the machine used to be.
Treat documentation as a live system
A strong document control system usually includes these practices:
- Version control: Every approved revision is identifiable, retained, and recoverable.
- Formal change control: Hardware swaps, logic edits, parameter changes, and mechanical modifications trigger document review.
- Review and approval workflow: Engineering, operations, quality, and maintenance each review what affects them.
- Distribution discipline: People can find the current version quickly, and obsolete versions are removed from active use.
- Training linkage: When a critical procedure changes, affected users are retrained against the new revision.
Structured authoring and modern workflows offer considerable returns. Organizations using structured authoring models achieve a 30% to 50% reduction in support tickets, and Docs-as-Code practices with automated checks improve documentation accuracy by 25% compared with traditional manual processes, according to Paligo's guide to effective technical documentation.
For automation teams, the logic is simple. If software changes under revision control, operator instructions and maintenance references should too. The same discipline used in a factory acceptance test for software should carry into post-release document handling.
Avoid the over-standardization trap
Not every system needs the same document depth in the same place. Semi-automated equipment especially benefits from selective detail.
A practical approach looks like this:
- Keep operator content task-based. Put startup, normal run, fault recovery, and changeover first.
- Move deep reference material lower. Preserve the detail, but don't force every user through it.
- Separate roles clearly. One document can't serve operators, maintenance, controls, and quality equally well without becoming cluttered.
- Use standard templates selectively. Templates should support clarity, not create filler sections.
Close the feedback loop gap
Many plants collect useful signals and never feed them back into documentation.
The most common examples are recurring support tickets, repeated startup mistakes, repeated alarm responses, and maintenance notes written outside the controlled system. A technical documentation team that mines those inputs can improve instructions based on actual user friction instead of assumptions.
Wonderment's discussion of documentation best practices notes that nearly 90% of technical documentation teams lack a structured process to integrate support ticket data into updates, and that organizations using ticket-log mining reduced onboarding time by 28% and repeat support calls by 35% in the cited 2025 discussion earlier in this article.
Field lesson: If the same question appears in support logs three times, the process probably has a documentation problem, not a people problem.
That's the missing loop in many plants. Good document control doesn't stop at approval. It listens to production and feeds those lessons back into the next revision.
How SEA's Process Ensures Compliance and Traceability
The strongest documentation programs aren't built by writers working at the end of a project. They're built by engineers who treat documentation as part of the design output.
That matters because compliant records depend on upstream discipline. If requirements are vague, validation becomes vague. If drawing changes happen informally, the as-built package drifts. If software behavior isn't tied to tested functions, operators inherit the uncertainty.
Engineering outputs drive documentation quality
Under WHO GMP guidance, requirements specifications must document user, functional, and performance requirements, and validation of critical production processes is mandatory through predefined protocols and written reports that confirm intended use, as detailed in the WHO GMP validation guidance.
That principle is practical, not academic.
A sound process starts with requirement definition. It continues through design records, review, build, testing, validation, and final as-built turnover. Each stage creates documentation that supports the next one. By the time equipment reaches production, the document package should already reflect decisions made during engineering, not rely on reconstruction after installation.
A mature process usually produces:
- Requirements documentation tied to user and process needs
- Controlled design outputs for electrical, mechanical, and controls work
- Validation records that prove intended use
- As-built turnover packages aligned with installed equipment
- Operating and maintenance instructions that match real workflows
Why this matters for semi-automated systems
Semi-automated systems expose weak documentation quickly because people interact with them more directly. Operators make more decisions. Technicians intervene more often. Changeovers and manual handling steps carry more variation than in a fully enclosed automated line.
That's why pragmatic documentation matters so much in this segment. The package has to preserve compliance and traceability without drowning users in unnecessary detail. Good engineering solves that by matching documentation depth to risk, task, and user role.
For manufacturers looking for production solutions that optimize production and service, that's the takeaway. Compliance doesn't have to mean bloated paperwork. With the right engineering discipline, technical documentation standards become a practical way to improve safety, serviceability, quality, and long-term maintainability.
If you're planning a new workstation, semi-automated cell, or GMP-aware production upgrade, System Engineering & Automation can help you build the machine and the documentation framework together. SEA develops cost-effective manufacturing solutions that support production goals, traceability, serviceability, and compliance without over-engineering the answer.