You're probably dealing with some version of this right now. A line is running, operators are checking parts, and quality looks acceptable until a customer complaint, a batch hold, or a painful rework review shows that a defect slipped through. It wasn't a dramatic failure. It was a missing component, a bad label, a subtle surface flaw, or an assembly issue that looked fine at a glance and wasn't fine at all.
That's the problem with inspection in many plants. Most defects aren't missed because people don't care. They're missed because the task asks a person to make the same visual judgment, at the same speed, for hours, under shifting lighting, line pressure, and normal fatigue. On semi-automated and custom manufacturing lines, that challenge gets worse because variation is built into the process.
For operations managers and engineers trying to optimize production and services, vision inspection systems are one of the most practical ways to tighten quality without forcing a full line rebuild. Used well, they don't just find defects. They stabilize decisions, create traceability, and help you put automation where it pays back fastest.
Table of Contents
- The Hidden Costs of Human Inspection
- What Exactly Is a Vision Inspection System
- Anatomy of a Modern Vision System
- Choosing Your Technology Rule-Based vs AI Vision
- Vision Inspection Systems in the Real World
- Your Vision System Implementation Checklist
- Calculating ROI and Ensuring Long-Term Success
The Hidden Costs of Human Inspection
A manual inspection process usually looks acceptable until you trace the full cost of one miss. A part moves through assembly, reaches packaging, ships, and comes back as a complaint. Then quality pulls stock, production sorts inventory, supervisors review work instructions, and someone has to explain why the defect wasn't caught earlier.
That's the visible cost.
The hidden cost is what happened before the complaint. Operators probably made judgment calls that varied from person to person. The inspection standard may have lived more in tribal knowledge than in the work instruction. Shift changes likely introduced inconsistency. And once the line sped up or a product variant changed, inspection became a race instead of a control point.
Where manual inspection starts to fail
Human inspection breaks down in predictable ways:
- Fatigue changes decisions: A defect that stands out early in a shift becomes easier to miss later.
- Subjectivity creates drift: One operator rejects a cosmetic mark. Another passes it.
- Speed forces compromises: When output rises, inspectors shorten the time they spend on each part.
- Variation causes confusion: Custom assemblies, mixed models, and hand-loaded stations make visual checks harder to standardize.
Practical rule: If your quality outcome depends on whether the most experienced operator is on shift, the process isn't under control.
On many lines, teams try to fix this with tighter training, layered audits, or more detailed check sheets. Those tools help, but they don't solve the basic issue. You're still relying on a person to perform repetitive, high-consequence visual decisions under production pressure.
That's where vision inspection systems become useful. They act as a practical extension of error-proofing. If you already use poka-yoke methods in manufacturing, vision is often the next logical step when the error can't be prevented mechanically and has to be verified reliably.
The best reason to install vision isn't that it's advanced technology. It's that it gives your line a repeatable standard for what good and bad look like, every cycle, without negotiation.
What Exactly Is a Vision Inspection System
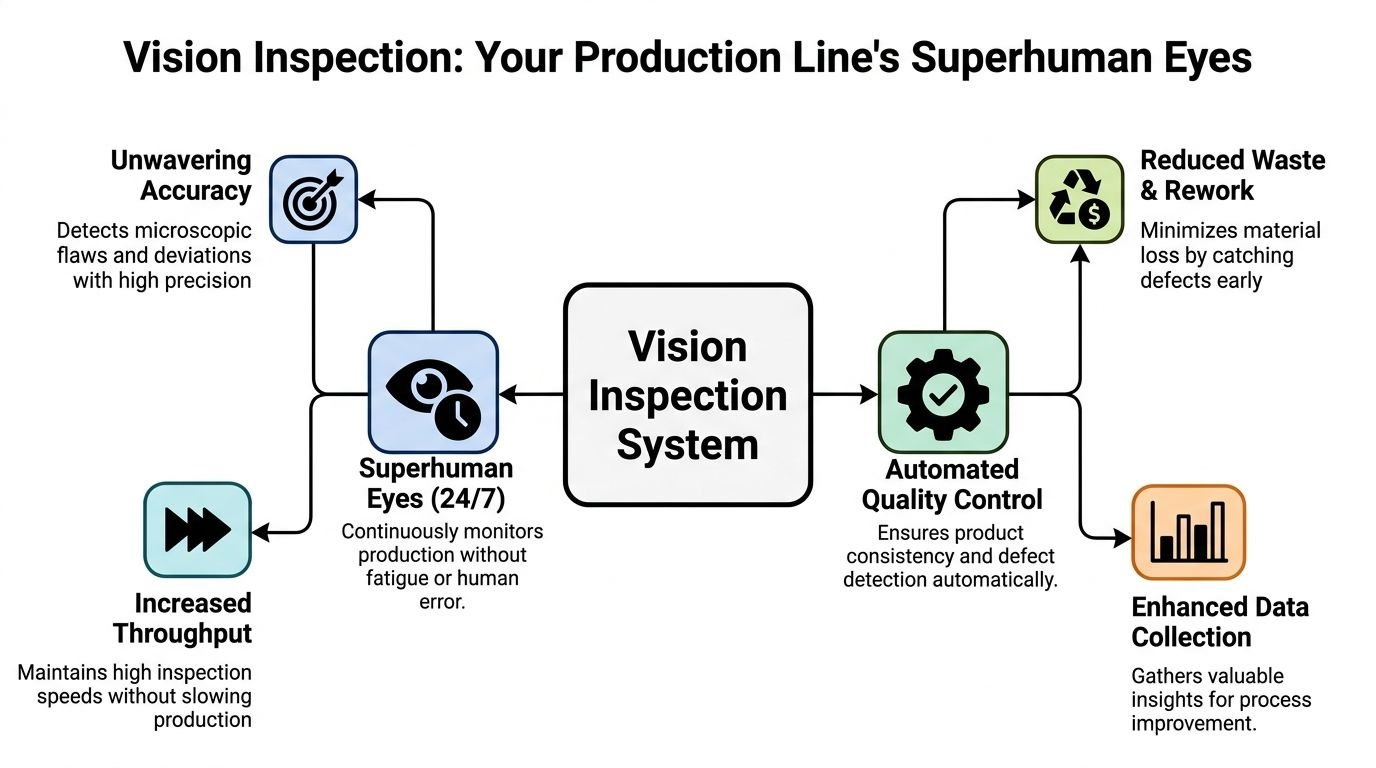
A vision inspection system gives your production line superhuman eyes. It sees the product, compares what it sees against an expected condition, and triggers an action. That action might be pass, fail, reject, alarm, stop, sort, or log the image for traceability.
That sounds simple, but it changes how quality control works on the floor. Instead of asking an operator to remember every defect mode, every orientation issue, and every acceptable variation, the system applies the same logic every time. It doesn't get distracted, and it doesn't decide that a borderline part is “probably fine” because the line is behind schedule.
What it actually does on the line
At a practical level, most vision inspection systems do four things in sequence:
- Capture an image of the part, label, seal, feature, or assembly.
- Process the image so the important features stand out.
- Evaluate the condition using programmed rules or a trained model.
- Send a result to the machine controls, operator interface, database, or reject device.
That can support a wide range of checks:
- Presence and absence checks: Is the cap on? Is the gasket installed?
- Position checks: Is the label straight? Is the connector fully seated?
- Measurement checks: Is the gap within tolerance? Is the bead width consistent?
- Surface checks: Is there a scratch, chip, stain, or contamination?
- Code verification: Is the barcode readable? Is the lot code correct?
Why operations teams care
The business value isn't limited to defect detection. Vision also creates consistency and usable production data.
A good system tells you more than “bad part.” It shows where the failure occurred, which station produced it, whether the issue is trending, and whether the problem is random or process-driven. That matters because quality gets cheaper when you correct causes upstream instead of sorting parts downstream.
Vision works best when you treat it as a process control tool, not just a gate at the end of the line.
That distinction matters on semi-automated lines. If a station is hand-loaded or a custom fixture allows some variation, the vision system needs to support the process you run, not the idealized process drawn in a quote package. The strongest results come from matching the inspection strategy to the production reality, then using the output to optimize production and services around that reality.
Anatomy of a Modern Vision System
A vision system isn't just a camera bolted over a conveyor. When a project struggles, it's usually because one part of the stack was treated like an afterthought. In practice, performance depends on how well the hardware, software, controls, and mechanical design work together.
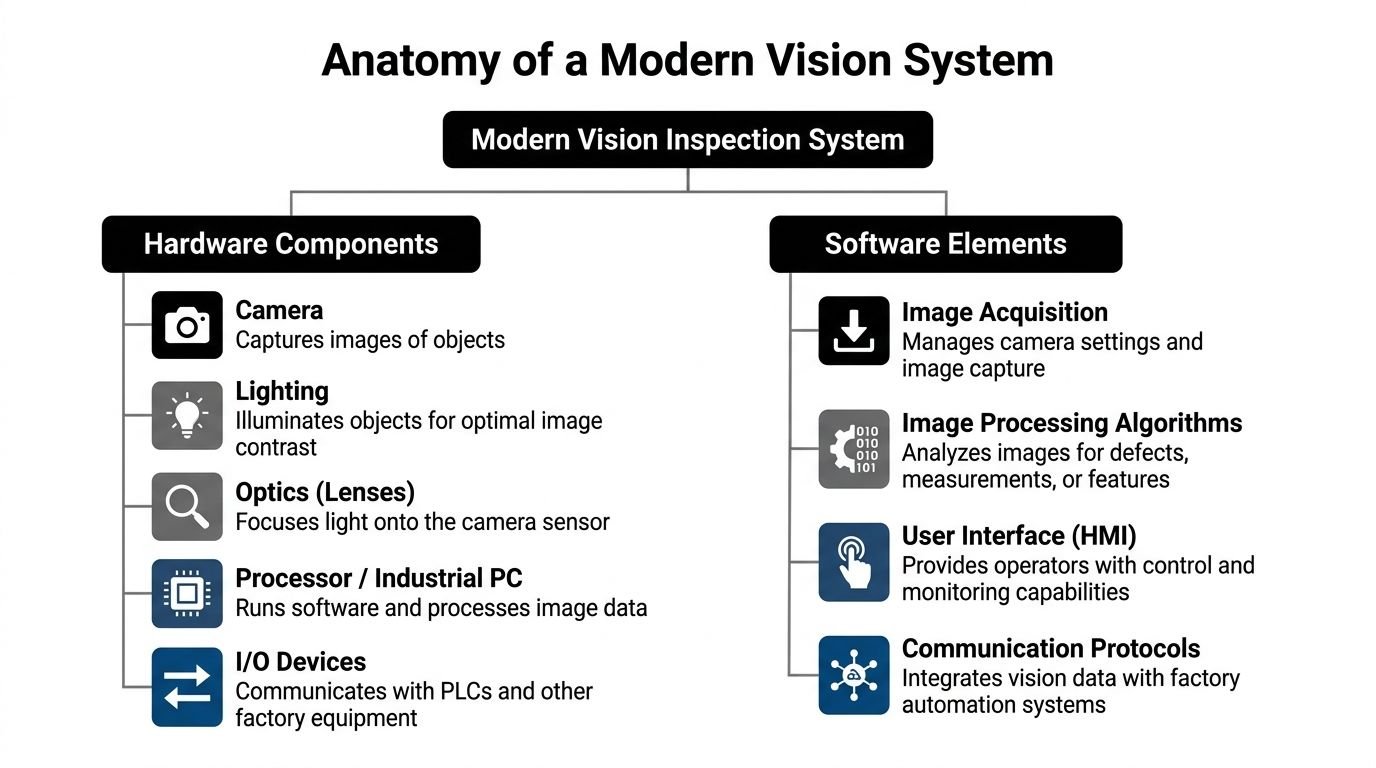
Hardware that makes or breaks performance
Lighting is the most underestimated part of the system. If the lighting is wrong, the software won't save you. Good lighting creates contrast, suppresses glare, isolates the feature of interest, and makes the defect visible in a repeatable way.
Different tasks need different lighting strategies. Backlighting is useful for profile checks. Dome or diffuse lighting helps with reflective surfaces. Structured lighting can pull out texture or edge detail. Plants often want to spend money on the camera first, but in many applications, lighting decisions matter more.
Lenses determine how the image is formed. The wrong lens distorts measurements, narrows the usable field of view, or creates focus problems across the part. If you need accurate gauging, lens selection isn't optional detail work. It's core system design.
Cameras capture the image, but resolution alone doesn't define success. You need the right sensor type, frame rate, shutter behavior, and mounting stability for the job. On a stopped fixture, one camera choice might be fine. On a moving web or an indexing dial, that same camera can produce blur or inconsistent results.
Here's where many retrofit projects go sideways:
- Mounting isn't rigid enough: Vibration shifts the image and causes nuisance fails.
- Ambient plant light leaks in: Day-to-night changes affect inspection stability.
- Part presentation is inconsistent: The system sees fixture variation, not product variation.
- The reject device is late or unreliable: A good inspection result still lets a bad part pass.
Software that turns images into decisions
The software layer starts with image acquisition. Here, exposure, trigger timing, gain, and capture conditions are controlled. If timing is off, you'll inspect the wrong moment. If exposure is off, you'll bury the feature you need.
The next step is image processing and analysis. Depending on the application, the software may locate edges, compare patterns, measure distances, classify surfaces, read characters, or verify assembly conditions. Some applications are straightforward. Others need multiple tools in sequence just to isolate the area worth inspecting.
A usable system also needs a solid operator interface. Operators should be able to see the pass/fail result, review the image, understand the reason for failure, and recover from normal faults without waiting on engineering every time.
This walkthrough gives a good visual reference for how the pieces fit together in practice:
Finally, the system needs reliable communication with controls. Vision that can't talk cleanly to the PLC, HMI, reject station, printer, or traceability database becomes an isolated island. On custom lines, that integration work often determines whether the project feels smooth or fragile.
Choosing Your Technology Rule-Based vs AI Vision
This is usually the most important technical decision in the project. Not because one approach is always better, but because each one fails in different ways when it's used in the wrong job.
Rule-based vision follows explicit logic. You tell it what to look for and how to judge it. AI vision learns from examples and classifies patterns that are difficult to describe with fixed rules. For many plants, the right answer isn't ideological. It's practical.
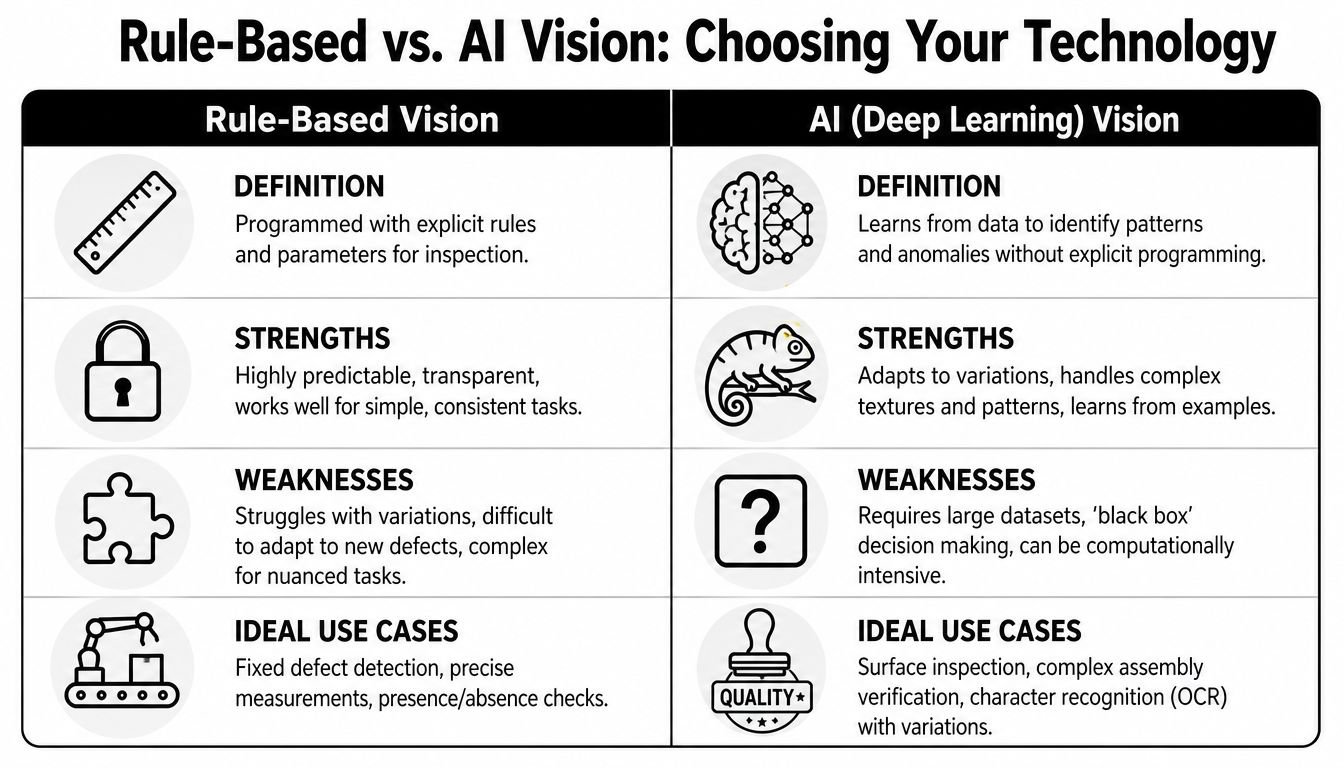
Where rule-based vision fits
Rule-based systems are strong when the part is consistent and the inspection criteria are clear. If you need to confirm hole presence, measure a gap, verify orientation, count features, or read a well-controlled mark, rule-based tools are often the right starting point.
They're also easier to explain to quality and maintenance teams. You can usually show exactly why the system passed or failed a part. That transparency matters in regulated environments and in plants where troubleshooting has to happen quickly.
Rule-based vision tends to work well for:
- Presence checks: screws, clips, caps, seals
- Position and alignment: labels, connectors, tabs
- Measurement tasks: width, diameter, spacing, offset
- Stable OCR jobs: fixed characters in controlled print conditions
Where AI vision earns its keep
AI vision becomes valuable when the inspection target is visually complex, naturally variable, or difficult to define with hard thresholds. Surface defects are a common example. A scratch, smear, stain, or cosmetic flaw may show up in many shapes and shades that don't lend themselves to rigid programming.
AI also helps when you need to classify assemblies that have acceptable variation. On custom or semi-automated lines, product presentation often isn't perfectly repeatable. If the line reality includes part-to-part nuance, AI can be more forgiving in the right places while still finding true defects.
That said, AI isn't magic. It needs representative image sets, disciplined validation, and a clear plan for handling edge cases. If the plant expects a black box to solve poor fixturing, unstable lighting, or bad part presentation, the project will disappoint.
For plants evaluating broader line upgrades, automation system designs for custom manufacturing often need this technology choice made early, because the fixturing, controls, data handling, and operator workflow all change depending on the vision approach.
Rule-Based vs. AI Vision Systems
| Criterion | Rule-Based Vision | AI/Deep Learning Vision |
|---|---|---|
| Setup logic | Built from explicit inspection rules and thresholds | Trained from example images and labeled outcomes |
| Best for | Stable parts, fixed defects, precise measurements, presence checks | Complex surfaces, variable appearance, nuanced classification |
| Explainability | High. Easier to trace why a result occurred | Lower. Results can be harder to explain step by step |
| Changeover effort | Can increase when product variation grows | Can be more adaptable if the model is trained properly |
| Data needs | Lower image data burden | Higher need for representative training and validation data |
| Maintenance style | Threshold tuning, recipe management, optics control | Model review, retraining, data governance, optics control |
| Failure mode | Brittle when conditions drift beyond the programmed rules | Unreliable when training data doesn't match real production |
| Good first choice when | The inspection requirement is simple and measurable | The defect is visual, inconsistent, and hard to define manually |
If you can describe the defect in a sentence and measure it cleanly, start with rule-based vision. If your best inspector says, “I know it when I see it,” AI may be the better fit.
Vision Inspection Systems in the Real World
The value of vision gets clearer when you look at actual production problems instead of generic feature lists. Most plants don't buy vision because they want cameras. They buy it because one inspection point keeps causing scrap, escapes, downtime, or endless manual sorting.
Medical device assembly
A common medical device challenge is verifying that a small component is present and seated correctly before final assembly moves on. Think of a tiny O-ring, gasket, filter, or insert placed in a recessed pocket. It's easy for an operator to miss a twisted seal or a partially seated part, especially when the workstation includes other manual steps.
In a GMP-aware environment, the inspection requirement goes beyond simple detection. The system has to be repeatable, easy to validate, and able to support traceability expectations. That usually means controlled lighting, fixture repeatability, image retention rules, and a pass/fail logic that quality can review without guesswork.
The wrong approach is adding a general-purpose camera and hoping operators will “use it as a guide.” If the check matters, the system should make a decision and lock the process flow accordingly.
Electronics and PCB inspection
Electronics lines create a different problem. A board may contain many solder joints, connectors, and polarised components packed into a small field. Manual inspection can catch obvious issues, but subtle solder defects, missing parts, and orientation mistakes are difficult to assess quickly and consistently.
Vision is especially useful when the plant needs to inspect repeating features at speed without relying on a technician to remember every acceptable condition. A properly designed station can compare pad fill, look for missing components, verify connector seating, or confirm that printed markings are present before the board reaches test or final packout.
On electronics lines, the inspection point matters as much as the inspection tool. Catch the defect before the next value-added step, not after it.
Custom and semi-automated assembly lines
Many off-the-shelf vision packages struggle with the complexities of a semi-automated line. A semi-automated line often has manual loading, custom nests, product families, and station-to-station variation that doesn't exist in a high-volume, fully automated cell. Standard templates rarely fit that reality.
Consider a custom assembly where an operator loads a part, scans a traveler, installs hardware, and triggers a cycle. The critical risks might include wrong component selection, reversed orientation, incomplete insertion, or a missing subassembly. A good vision system can verify those conditions before the station releases the part.
What works on these lines is a customized approach:
- Use fixtures to control what the camera sees: Don't ask software to compensate for loose presentation if a nest can solve it.
- Keep the operator workflow clean: If the station creates too many nuisance faults, operators will find ways around it.
- Tie results to the machine state: Don't just display fail. Interlock the next step when the check is critical.
- Design for changeovers: Recipes, part identification, and lighting setups need to support the actual product mix.
Plants reaching for better quality often don't need a massive automation leap. They need the right inspection layer added to the right bottleneck, with enough engineering behind it to work on day one and still work after the line changes.
Your Vision System Implementation Checklist
Most vision problems start before hardware is ordered. A plant decides it needs “a camera system,” but no one has fully defined the defect, the decision criteria, the line conditions, or the response when the system finds a failure. That's how projects end up expensive and frustrating.
Use this checklist to keep the work grounded.
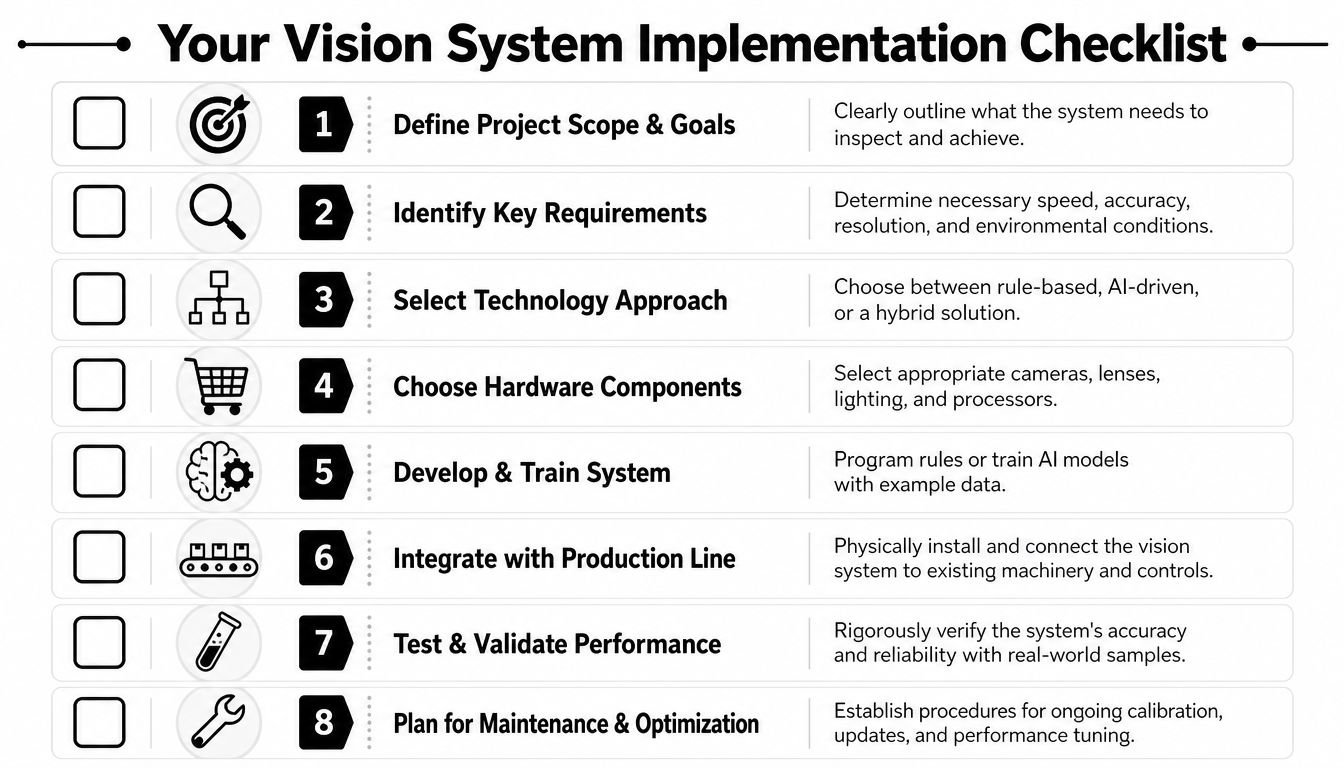
What to define before you buy anything
Define the exact inspection decision: Start with a simple question. What is a good part, and what is a bad part? If quality, engineering, and production answer that differently, stop there and align first.
Collect real samples: Gather known good parts, known bad parts, borderline examples, and normal process variation. A vision system built on ideal samples usually fails when real production starts.
Study the environment: Check vibration, ambient light, available mounting space, cycle timing, operator access, and cleaning requirements. Vision that looks good on a bench can behave very differently on the floor.
Map the machine response: Decide what happens after a fail. Does the part get rejected, quarantined, stopped for review, or routed to rework? The answer affects controls, ergonomics, and throughput.
Field note: The cheapest mistake to fix is the one you catch in the concept review. The most expensive is the one you discover after the mechanical build is complete.
- Choose the right inspection architecture: One smart camera may be enough. In other cases, you need multiple cameras, external lighting, an industrial PC, and PLC coordination. Don't oversimplify the architecture to hit a purchase target.
What to test before go-live
Some checks belong in engineering. Others have to happen with production involved.
- Run the system with actual line variation. Include normal operator behavior, actual fixtures, and expected product mix.
- Validate false rejects and false accepts. A system that catches defects but constantly stops the line won't last.
- Check changeovers. Recipe selection, part number control, and operator prompts need to be reliable.
- Confirm data handling. Decide what images to store, how long to retain them, and who can review failures.
- Train operators and maintenance. Operators need clear recovery steps. Maintenance needs basic troubleshooting without calling the integrator for every fault.
- Plan ongoing support. Lens cleaning, lighting inspection, calibration checks, and software backup procedures should exist before startup.
For plants building around custom cells or retrofits, the biggest implementation win usually comes from treating the vision station as part of the machine design, not as an accessory added at the end. That's especially true when the goal is to optimize production and services across a mixed manual and semi-automatic workflow.
Calculating ROI and Ensuring Long-Term Success
The ROI conversation goes wrong when the plant compares the cost of a vision system only to the wage of a person doing inspection. That's too narrow. Vision often pays off because it reduces the cost of poor quality, stabilizes output, and prevents disruption around the defect, not solely by replacing labor.
Build the ROI case around plant realities
Start with the failure modes that hurt you most. Scrap is one. Rework is another. Add downtime from line stops, engineering time spent on recurring escapes, sorting labor, customer complaints, production delays, and the operational pain of holding inventory while quality investigates a suspect batch.
Then compare those costs against the full implementation scope:
- Equipment cost: cameras, optics, lighting, controls, reject hardware, guarding
- Integration cost: mechanical design, controls programming, HMI updates, data interfaces
- Validation cost: sample collection, testing, recipe setup, quality signoff
- Support cost: spare parts, maintenance routines, software updates, training
A strong ROI case also includes what manual inspection can't easily provide. That might be image records for traceability, more stable changeovers, better root-cause visibility, or earlier process correction. If your team needs a structured starting point, an automation ROI calculator for manufacturing projects can help frame the discussion.
Protect the return after startup
A vision system doesn't stay good on its own. Lenses get dirty. Lighting degrades. Fixturing wears. New product variants appear. Operators develop workarounds if nuisance faults aren't addressed. Long-term success comes from maintenance discipline and ownership.
Set expectations early:
- Assign an owner: Someone should be responsible for performance review, not just fault response.
- Create inspection audits: Periodically challenge the system with known samples.
- Review failure images: Trends often show up there before they show up in scrap reports.
- Control changes: New parts, new finishes, new labels, and fixture changes should trigger review.
- Keep support available: When the line depends on the check, slow support becomes expensive.
A vision system is a strategic asset when it keeps making the right decision after the process changes, not just when it works during factory acceptance.
For most plants, that's the true finish line. Not installation. Reliable performance, practical upkeep, and a clear business return over the life of the line.
If you're evaluating vision inspection systems for a semi-automated cell, a custom workstation, or a broader line upgrade, System Engineering & Automation helps manufacturers optimize production and services with practical automation solutions built around real plant constraints. From concept development and custom tooling to integrated controls, installation, and commissioning, SEA supports manufacturers that need quality gains and ROI without forcing a one-size-fits-all automation model.