If you're running a plant, you probably don't need another vague promise about "end-to-end solutions." You need equipment that starts on time, fits the line, meets quality requirements, and doesn't create months of cleanup work for your team after install.
That's why turn key processing keeps coming up in manufacturing discussions. Not because it's a buzzword, but because operations leaders are tired of managing separate machine builders, controls firms, installers, validation support, and service vendors while still being held accountable for output, labor, scrap, and compliance. A single-source approach can reduce that coordination burden, but only when it's scoped correctly and managed like a real partnership.
The mistake is treating turnkey as magic. It isn't. It can be a strong way to optimize production and services, but it still depends on clear requirements, disciplined reviews, and practical handoff planning on the client side.
Table of Contents
- Why Manufacturers Are Turning to Single-Source Solutions
- From Concept to Commissioning The Turnkey Lifecycle
- The Business Case for Turnkey Solutions
- GMP and Regulatory Compliance in Turnkey Projects
- A Checklist for Selecting the Right Automation Partner
- Turnkey Processing in Action Case Study Summaries
- Common Pitfalls and Ensuring Long-Term Success
Why Manufacturers Are Turning to Single-Source Solutions
Manufacturers are under pressure from every direction. Throughput has to improve. Quality can't slip. Skilled labor is harder to replace. Capital projects still have to make business sense. Under those conditions, fragmented project delivery becomes expensive fast, even when each vendor looks reasonable on its own.
Turn key processing is a response to that problem. The model comes from the broader turnkey project approach, where one contractor is responsible for planning, designing, building, installing, and making a system ready for immediate use. The term itself comes from the idea that the customer only needs to "turn the key" to start operation, and it's widely used to reduce coordination overhead across industrial markets, as described in this overview of turnkey projects.
That matters on the plant floor because coordination is where many projects bleed time and trust. One supplier blames controls. Controls blames mechanical design. Installation blames site readiness. Operations gets stuck in the middle.
Why the single-source model appeals to operations teams
A single-source partner can simplify decisions that usually get split across too many hands:
- One accountable owner: One party manages the scope instead of handing you a stack of vendor interfaces to resolve.
- Fewer handoff gaps: Mechanical, controls, tooling, and startup planning are developed as one system.
- Cleaner communication: Your production, maintenance, and quality teams aren't repeating the same requirements to multiple firms.
- Better fit for lean internal teams: If your engineering bandwidth is limited, turnkey can protect that bandwidth for higher-value internal work.
Practical rule: If your project touches equipment, controls, utilities, and startup support at the same time, vendor coordination is already a cost, even if it doesn't appear on the quote.
What manufacturers often get wrong
Some teams buy the phrase before they define the outcome. That's where disappointment starts. Turnkey works best when leadership wants a production-ready result and is willing to align around one implementation path. It works poorly when every component decision stays open, every department has veto power, and no one wants to freeze requirements.
The strategic value isn't that a supplier does everything. It's that the right supplier takes full responsibility for getting a defined manufacturing result into operation. For managers trying to optimize production and services without building a large internal project team, that's often a significant advantage.
From Concept to Commissioning The Turnkey Lifecycle
A good turnkey project isn't one big black box. It's a chain of controlled handoffs managed by one provider. That structure is what makes the model valuable. The same party carries the technical intent from the first requirements discussion through field startup, which helps prevent the disconnects that show up late and cost the most to fix.

A turnkey model typically shifts responsibility for the full lifecycle, including requirements definition, concept design, integration, testing, commissioning, and handover, to a single provider. That reduces interface risk because the same party owns both the process definition and the delivered system, as outlined in Day & Zimmermann's discussion of turnkey project execution.
What a provider should own
The first phase is requirements and concept work. During this phase, production targets, operator interaction, part flow, utility needs, quality checks, and plant constraints get translated into an actual build path. If this phase is rushed, the rest of the project just becomes a more expensive way to discover missing decisions.
Next comes detailed engineering and procurement. That includes mechanical design, controls architecture, electrical planning, component selection, fabrication strategy, and build sequencing. In strong projects, manufacturability and installability are addressed here, not argued about after parts are ordered.
Then you move into fabrication, assembly, and acceptance testing. Before anything ships, the system should be reviewed against the agreed scope. A disciplined factory acceptance testing process is one of the best places to catch integration issues before they land in your plant and disrupt production.
Where projects usually get tighter
Site work is where fragmented projects often fail. A turnkey team should already have utility tie-ins, panel changes, footprint conflicts, guarding, access, and existing-equipment interactions mapped before the equipment arrives. When those preconstruction details are planned in parallel with design, installation goes faster and startup gets less chaotic.
Commissioning is more than turning power on. It includes debug, sequencing, operator interaction, alarm handling, recipe behavior if applicable, and proof that the system performs the agreed function in the actual production environment.
A practical lifecycle usually looks like this:
- Define the production need. Not just the machine, but the result.
- Translate that need into an engineered concept.
- Build and verify before shipment.
- Install with utilities, controls, and physical integration aligned.
- Commission in the plant under real operating conditions.
- Hand off with training, documentation, and support expectations clear.
A weak lifecycle hides complexity until startup. A strong one pulls risk forward, when changes are still manageable.
When managers ask what they're really paying for in turn key processing, this is the answer. You're paying for continuity across technical decisions that usually get split up and mishandled.
The Business Case for Turnkey Solutions
The business case for turnkey isn't just speed. It's decision efficiency. When a project has multiple dependencies and a plant can't afford long internal coordination cycles, a single-source model can make the total project easier to control, even if the initial quote looks higher than a piecemeal approach.
Turnkey manufacturing is strongest when the customer can hand over a mature concept and needs the supplier to convert it into a production-ready system. The highest ROI typically comes when product variation is limited, the process is well understood, and reducing internal engineering burden matters more than keeping every decision in-house, according to VKS's overview of turnkey manufacturing.
Where turnkey creates value
If you already know the product, the sequence, and the target outcome, turnkey can be a very rational buy.
| Area | Why it matters |
|---|---|
| Procurement | Fewer vendor relationships means less time spent managing quotes, revisions, and disputes. |
| Execution | Mechanical, controls, and installation planning move together instead of waiting on each other. |
| Accountability | Problems have a clear owner. That matters during startup. |
| Internal workload | Your team can focus on production readiness, operator training, and validation instead of project chasing. |
For many plants, that last point is the hidden driver. Internal engineering time isn't free. Pulling senior people into vendor coordination has a real opportunity cost, especially when they also support daily output.
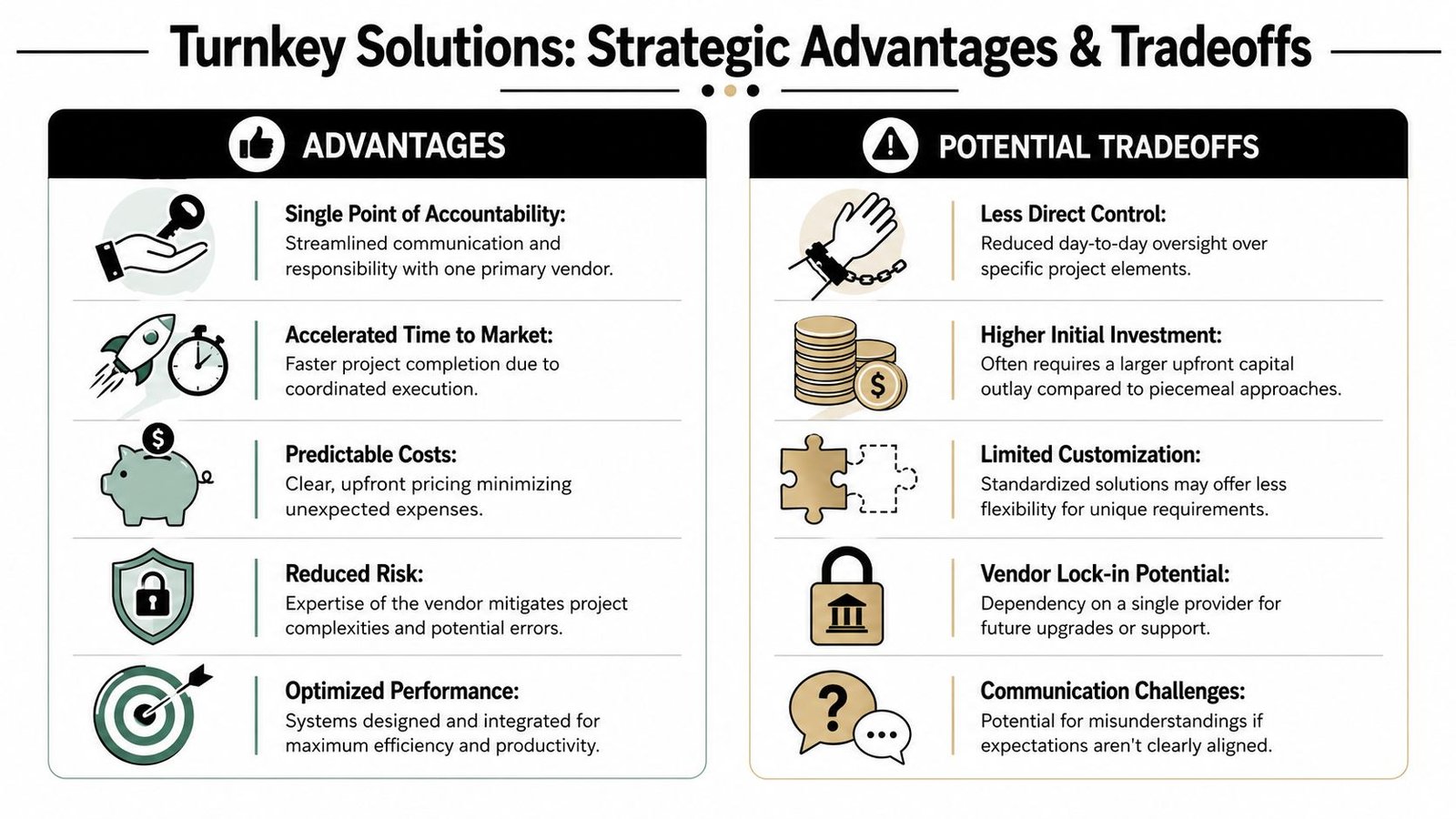
A short visual summary helps frame the trade-offs clearly.
Where the model can work against you
Turnkey is not the right answer for every project.
It can be a poor fit when the process is still fluid, when product changes are frequent, or when your team wants to specify and approve every subsystem separately. In that situation, the speed and simplicity of single-source delivery can conflict with your operating style.
Common trade-offs include:
- Less granular control: You may not choose every component or vendor.
- Higher upfront commitment: More scope is packaged early, so you need confidence in the partner and the concept.
- Dependence on one team: If the supplier's communication is weak, the entire project feels opaque.
- Change management friction: Late client changes can be more disruptive because the system is integrated as one package.
The strongest business case for turn key processing appears when delay, coordination drag, and internal engineering load cost more than the flexibility you give up.
A smart buyer doesn't ask only, "Is turnkey cheaper?" The better question is, "Which delivery model gives us the best operational outcome with the least management drag?"
GMP and Regulatory Compliance in Turnkey Projects
In regulated manufacturing, a machine that runs isn't enough. It has to run in a way that supports controlled processes, documentation discipline, and validation expectations. That's where turnkey projects can help, but only if compliance is built into the work from the start.
Compliance has to start in the design brief
A GMP-aware project doesn't bolt quality on at the end. It starts with defined user requirements, controlled design decisions, material and component considerations where relevant, documentation structure, review points, and acceptance criteria tied to the intended manufacturing use.
If you're operating in a regulated environment, the conversation should include more than cycle logic and footprint. It should also cover cleanability, access, operator interactions, error prevention, documentation expectations, and how the installed system will support your quality system. Teams that need a baseline refresher on regulated production principles should review GMP in manufacturing before they lock scope.
A single-source partner can simplify compliance work because one team carries the design intent across fabrication, controls, installation, and startup. That creates a more coherent documentation trail than a project assembled from separate vendors who each document only their slice.
Validation still needs client ownership
Buyers are often misled; turnkey does not mean zero internal effort.
The hidden work still matters. Your team has to define requirements, approve critical decisions, manage change control, and determine what acceptance means in your plant. HNM Systems notes that turnkey is often framed as a hands-off purchase, but a key risk is underestimating the internal effort required for specification, change management, and validation, and that "ready-to-run" doesn't automatically mean "ready-to-comply" in regulated settings, as explained in its discussion of turnkey project management trade-offs.
For GMP-sensitive projects, that usually means close attention to:
- Requirement definition: User needs, process intent, and critical quality expectations must be clear early.
- Review discipline: Design reviews can't become rubber-stamp meetings.
- Validation planning: IQ, OQ, and PQ activities need ownership, inputs, and timing.
- Document control: Manuals, test records, revisions, and approval records need to align with your system.
In regulated work, the best turnkey projects reduce compliance friction because the design, build, and startup records are connected. They don't remove the manufacturer's responsibility to approve and validate.
That's the practical reality. Turnkey can simplify GMP execution. It can't outsource accountability.
A Checklist for Selecting the Right Automation Partner
Choosing the wrong partner can turn a promising capital project into a long service problem. Choosing the right one can make the line easier to run for years. Price matters, but it shouldn't lead the evaluation.
One useful reminder is that turnkey capability isn't reserved for giant firms. A specialized turnkey provider listed by ZoomInfo reports 29 employees and $5.3 million in revenue, which shows that end-to-end delivery can come from a focused team, not only a large integrator, as seen in this company profile for TurnKey Processing LLC.
What to verify before you buy
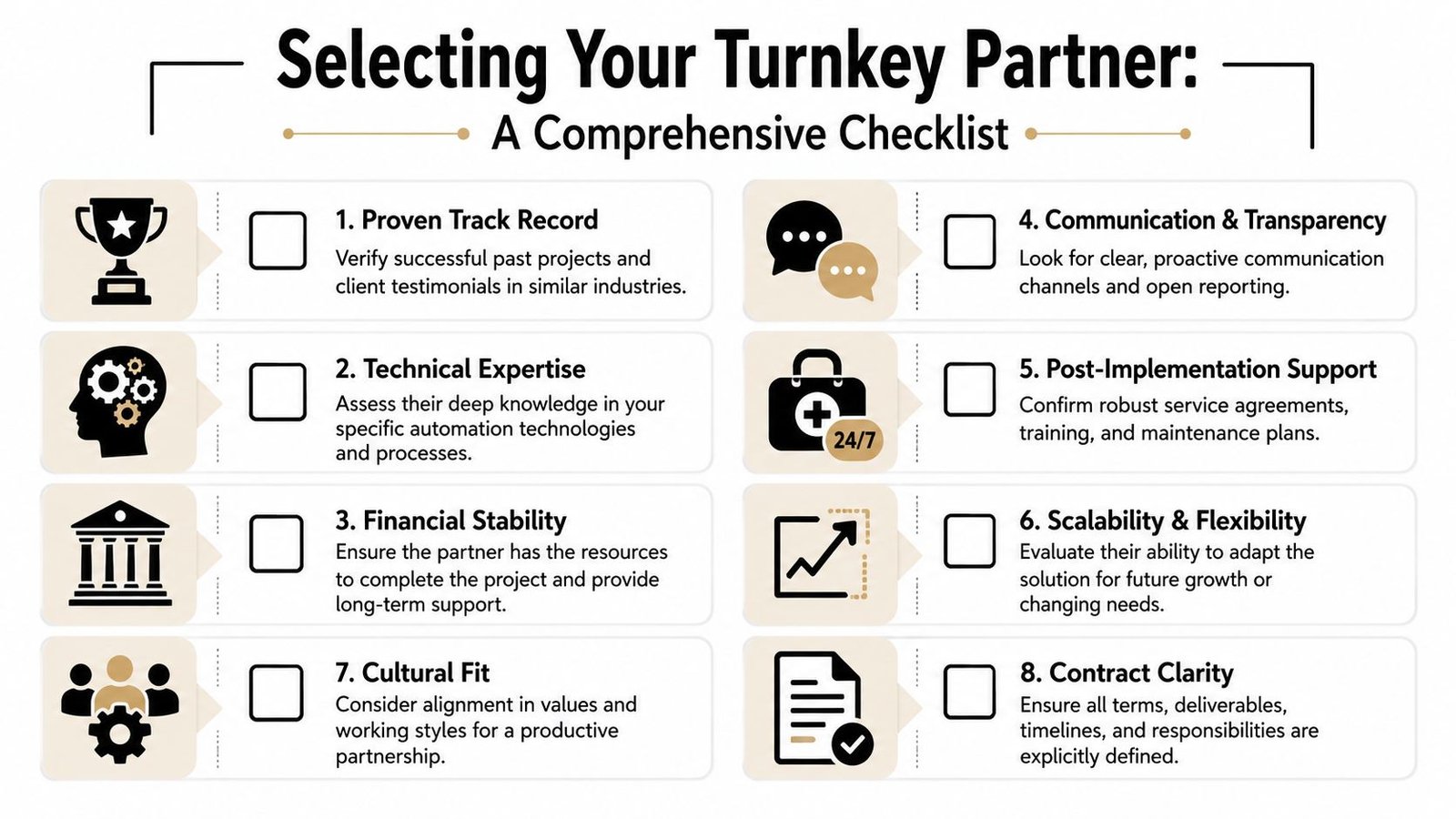
Use a practical screen before you get deep into proposals:
- Relevant process experience: Ask whether they've built for your product type, operator environment, and quality expectations. General automation experience isn't enough.
- In-house engineering depth: Find out who handles mechanical design, controls, electrical integration, and startup. If key work is heavily outsourced, ask how they manage technical continuity.
- Project management discipline: Request a sample schedule, review cadence, and escalation path.
- Acceptance strategy: Don't wait until late-stage meetings to define success.
- Service model: Ask who supports the system after handoff and how issues are triaged.
If you're comparing firms in the market, reviewing automation machine manufacturers can help sharpen what good capability looks like.
What good partner conversations sound like
Strong vendors usually ask harder questions early. Weak vendors jump straight to quoting hardware.
Here are signs the conversation is going in the right direction:
| Good sign | Why it matters |
|---|---|
| They ask for part variation details | It shows they're thinking about fixturing, changeover, and error-proofing. |
| They want plant constraints early | It reduces surprises around utilities, footprint, and access. |
| They push for acceptance criteria | It prevents disputes at FAT and startup. |
| They discuss operator and maintenance use | It improves adoption after install. |
And here are red flags:
- They treat every project like the same platform.
- They avoid discussing commissioning responsibilities.
- They can't explain how change requests are handled.
- They speak confidently about compliance without asking about your quality process.
A good automation partner doesn't just promise a machine. They show how decisions will move from concept to production without losing accountability.
The best selection process feels less like buying equipment and more like choosing an extension of your engineering team.
Turnkey Processing in Action Case Study Summaries
Turnkey value is easiest to understand when considering the problems plants are trying to solve. Not every project is about full automation. Many are about removing bottlenecks, stabilizing quality, or reducing the burden on a stretched operations team.
Case summary one line expansion with constrained labor
A manufacturer needs to add output on an existing product family, but can't justify building a large internal project team. The process is already understood, product variation is limited, and the plant doesn't want to coordinate separate mechanical, controls, and installation vendors.
That is a strong fit for turn key processing. The payoff usually comes from giving one provider responsibility for equipment design, tooling, controls integration, and startup planning while the client focuses on staffing, training, and production scheduling.
Case summary two regulated assembly upgrade
A regulated manufacturer has a manual or lightly assisted assembly step that's creating inconsistency and documentation headaches. The actual issue isn't just labor. It's repeatability, traceability, and the need to align equipment behavior with internal quality requirements.
In this situation, turnkey works when the supplier understands that the deliverable isn't just a station that cycles. It's a documented, reviewable, validation-ready production asset. The strongest outcomes come when user requirements, acceptance criteria, and review gates are defined early and kept stable.
Case summary three packaging cell with utility constraints
A plant wants to install a new packaging or material-handling cell inside a live production environment. Space is tight. Existing equipment can't be down for long. Utilities and panel capacity may need changes. Multiple subsystems have to fit together without creating commissioning chaos.
The single-source model often proves its value. One team can coordinate the mechanical package, controls architecture, site preparation, and startup sequencing so installation doesn't become a multi-vendor negotiation in the middle of production.
What these examples have in common is simple. Turnkey performs best when the process goal is clear, the interfaces are numerous, and the business wants faster execution with less internal coordination drag.
Common Pitfalls and Ensuring Long-Term Success
The biggest mistake buyers make is assuming turnkey means passive ownership. It doesn't. The project may be single-source, but success still depends on disciplined involvement from the client team.
Where turnkey projects go sideways
Most failures start before fabrication.
The scope is vague. The client team hasn't aligned on must-haves versus preferences. Operations wants one thing, quality wants another, maintenance joins late, and nobody has defined what handoff means. Then the project gets sold as "ready to run," which creates the false expectation that internal reviews and validation effort will be minimal.
That expectation is dangerous. The hands-off myth has already been challenged by experienced project managers because manufacturers still need to specify requirements, manage changes, and validate the delivered system against plant needs.
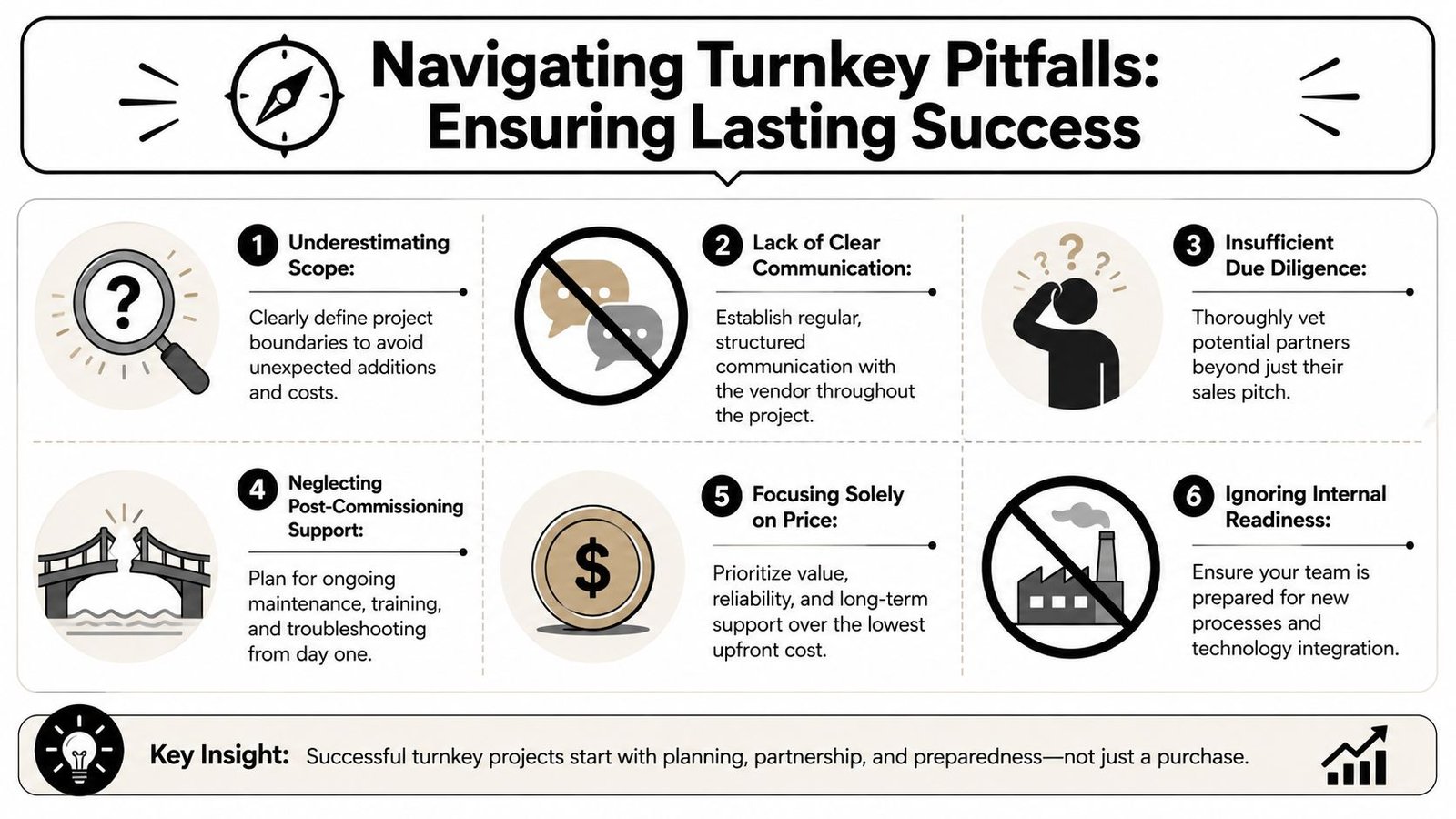
Common pitfalls include:
- Ambiguous scope: If boundaries aren't clear, every change feels like a surprise.
- Weak internal ownership: Someone on the client side has to drive decisions and approvals.
- Late stakeholder input: Maintenance, quality, and operators should not first see the system at startup.
- No support plan: Commissioning is not the end of the equipment lifecycle.
What long-term success looks like
Successful turnkey projects usually share a few habits.
They freeze requirements at the right time. They run structured reviews. They define acceptance before arguments start. They train operators and maintenance teams before the line gets busy. They also treat post-launch support as part of the project, not an afterthought.
A practical long-term view looks like this:
- Define success in operational terms. Don't stop at "machine installed."
- Assign an internal owner. One person should coordinate decisions on your side.
- Bring quality and maintenance in early.
- Plan support, spare parts, and training before handoff.
- Review change requests against business impact, not preference.
The best turnkey projects feel simple at startup because the hard thinking happened earlier.
Turn key processing can absolutely improve production, reduce coordination overhead, and support better service outcomes inside the plant. But it works best when both sides treat it as a managed implementation, not a shortcut around engineering discipline.
If you're evaluating automation options and want a practical partner that understands real manufacturing constraints, System Engineering & Automation helps manufacturers improve quality, efficiency, and production flow with cost-effective automation, custom tooling, fixtures, controls integration, installation, and commissioning support. Whether you're planning a semi-automatic workstation, a scalable line upgrade, or a GMP-aware manufacturing solution, SEA can help you choose the right level of automation for your process, budget, and long-term operational goals.