You're probably dealing with some version of the same problem most plant managers face. Output is uneven, one station keeps slowing the line down, operators have developed workarounds that nobody documented, and every improvement idea turns into a debate about whether you need a full automated cell or just a better fixture and smarter controls.
That's where automation project management earns its keep.
In manufacturing, the biggest mistake isn't waiting too long to automate. It's automating reactively. A machine gets purchased to fix one pain point. Then another device gets added beside it. Then a vision check is bolted on later. Before long, the line is harder to run, harder to maintain, and harder to justify financially. Good automation project management prevents that drift. It ties the concept, scope, design, procurement, testing, and handoff back to one question: does this solution improve the business in a way you can prove?
That matters even more for small to mid-sized manufacturers. You often don't need a lights-out factory. You need the right amount of automation, in the right spot, with the right validation and support behind it.
Table of Contents
- Why Ad-Hoc Automation Fails and a Framework Succeeds
- Scoping Your Project and Defining Stakeholder Roles
- Managing Design Reviews and Procurement Risk
- Navigating GMP-Aware Validation and Commissioning
- Calculating Final ROI and Planning for Maintenance
- Your Partner in Practical Automation
Why Ad-Hoc Automation Fails and a Framework Succeeds
A familiar scenario goes like this. A manual assembly station starts missing output targets. Supervisors add overtime. Quality finds recurring variation. Engineering is told to “automate that step” as fast as possible. A standalone machine gets bought, but it doesn't fit upstream material flow, operators need to bypass parts of it, and maintenance never got proper documentation. The original bottleneck moves, but the plant doesn't really improve.

That's not an automation problem. It's a project management problem.
Plants usually don't struggle because automation is a bad idea. They struggle because the purchase decision gets separated from the production reality. A press-fit station, pick-and-place device, torque system, fixture set, barcode check, PLC upgrade, or vision inspection tool can all be the right answer. But only if someone defines the operating need, the handoffs, the acceptance criteria, and the support plan before hardware is ordered.
Why reactive purchases fall short
Ad-hoc automation usually fails in predictable ways:
- It solves a symptom: The machine addresses one visible delay, but ignores feeder reliability, part presentation, changeover, or operator interaction.
- It creates hidden labor: Someone still has to sort rejects, reset faults, key in traceability data, or move work-in-process manually.
- It lacks ownership: Operations assumes engineering owns it. Engineering assumes maintenance will sustain it. Quality gets involved only after output drifts.
- It can't be measured: The plant never agreed on what “success” means.
Practical rule: If the team can't define the current pain in operational terms, it's too early to specify equipment.
A framework fixes this by forcing sequence. First define the production problem. Then right-size the solution. Then review the design before fabrication. Then verify installation, operation, and repeatable performance. That discipline is what turns automation into a business asset instead of an expensive experiment.
Why this matters now
Software-supported planning is becoming central to complex project delivery. The project-management software market is projected to grow from $7.24 billion in 2026 to $12.02 billion by 2030, a 10.67% CAGR, according to project management market reporting summarized by monday.com. In practice, that tells you something important. Manufacturers are moving away from running projects through email chains, tribal knowledge, and spreadsheet guesswork.
A plant doesn't need more bureaucracy. It needs better control of scope, decisions, risk, and validation. That's the core point of automation project management.
For manufacturers evaluating options, this often starts with a practical discussion about automation system design and integration strategy. The best projects don't begin with “How much automation can we buy?” They begin with “What is the simplest change that will reliably improve output, quality, and labor efficiency?”
Scoping Your Project and Defining Stakeholder Roles
A plant manager approves a packaging automation project to reduce labor pressure on second shift. Six weeks later, engineering is talking about vision inspection, operations wants faster changeovers, quality wants electronic records, and maintenance is asking how anyone will reach the back side of the machine after install. The project did not fail because the technology was too hard. It started slipping because the scope was loose and the decision owners were never defined.
That is usually the point where smaller manufacturers get pushed toward more automation than they need. A tighter scope prevents that. It keeps the team focused on the production problem, the minimum level of automation that solves it, and the return the plant expects to get.
Start with the production problem, not the machine
A scope document should read like an operating requirement, not a shopping list. If it says “improve efficiency” or “reduce operator involvement,” it is too vague to guide design, purchasing, or acceptance.
For a semi-automated assembly station, start with the condition that needs to change on the floor. Write down:
Where the current process breaks down
Identify the actual constraint. Throughput loss, repetitive motion, alignment errors, missed inspections, traceability gaps, scrap, or changeover delays each point to a different solution.What the operator should still do
Semi-automation often delivers the best return for small and mid-sized plants because it automates the repeatable, high-risk step while keeping people on tasks that still need judgment or flexibility. That might mean the operator loads parts, confirms lot information, clears routine faults, or handles product variation.What the system must produce
Define expected cycle sequence, reject handling, alarms, data collection, and any interface with upstream or downstream equipment.What success looks like in business terms
Tie the project to labor savings, scrap reduction, output gain, ergonomic risk reduction, or compliance improvement. The business case needs a measurable target, as noted in guidance on the value of automation project management.
Teams rarely struggle to specify sensors, actuators, or HMI screens. They struggle to agree on what the plant is buying and why.
Build a scope that holds up on the plant floor
A useful User Requirements Specification, or URS, answers the questions that operations, quality, and maintenance will ask later anyway. Writing them early is cheaper than fixing them after fabrication.
Include items like these:
- Process boundaries: Where does the automated sequence begin and end?
- Part families: Which products or variants must the station support on day one?
- Operator tasks: What remains manual by design?
- Quality controls: Which checks are required, interlocked, or recorded?
- Maintenance access: How will wear parts be reached, changed, and identified?
- Failure behavior: What happens during a sensor fault, jam, e-stop, or power interruption?
- Compliance needs: If the process affects regulated production, define documentation, data handling, and review expectations early. Plants working under GMP requirements in manufacturing should not leave those decisions until FAT or startup.
One line in the URS can save weeks later. For example, “operator reload within 10 seconds without bypassing safety” is more useful than “machine should be user-friendly.”
If a semi-automated station only works when the original engineer is standing beside it, the scope was incomplete.
Define who decides what
Stakeholder roles need to be written down, not assumed. That matters even more in targeted automation projects, where one person often wears multiple hats and informal decisions can change scope.
Operations should define the production pain and staffing reality. Engineering should translate that into a workable concept. Quality should set inspection, traceability, and documentation expectations. Maintenance should confirm the system can be serviced with the people, tools, and spare-parts discipline the plant already has.
A simple responsibility matrix keeps those decisions visible.
Example Stakeholder Responsibility Matrix
| Task/Deliverable | Operations | Engineering | Quality | Maintenance |
|---|---|---|---|---|
| Define production pain points | Primary input | Support | Review impact | Review support needs |
| Approve URS and scope boundaries | Approve | Draft and revise | Approve quality needs | Approve service access |
| Review manual versus automated task split | Primary input | Recommend approach | Review compliance impact | Review maintainability |
| Set acceptance criteria | Approve output needs | Draft measurable criteria | Approve inspection and documentation criteria | Approve service criteria |
| Review alarm strategy and fault recovery | Review operator response | Define controls logic | Review product-impacting faults | Define reset and repair needs |
| Plan training and handoff | Identify users | Prepare technical content | Review procedural impact | Prepare maintenance training needs |
This step prevents familiar late-stage surprises. Quality rejects a logging method that engineering assumed was fine. Maintenance finds that a motor can only be replaced by removing guarding and half the conveyor. Operations points out that the proposed cycle only works with staffing levels the plant never has on night shift.
Good scoping does not slow a project down. It cuts rework, protects capital, and helps the team choose the lowest-cost automation level that will hold up in production.
Managing Design Reviews and Procurement Risk
By the time a project reaches design review, most costly mistakes are still preventable. That window closes fast once metal is cut, panels are built, and long-lead parts are committed. A disciplined review process is less about paperwork and more about catching decisions while they're still cheap to change.
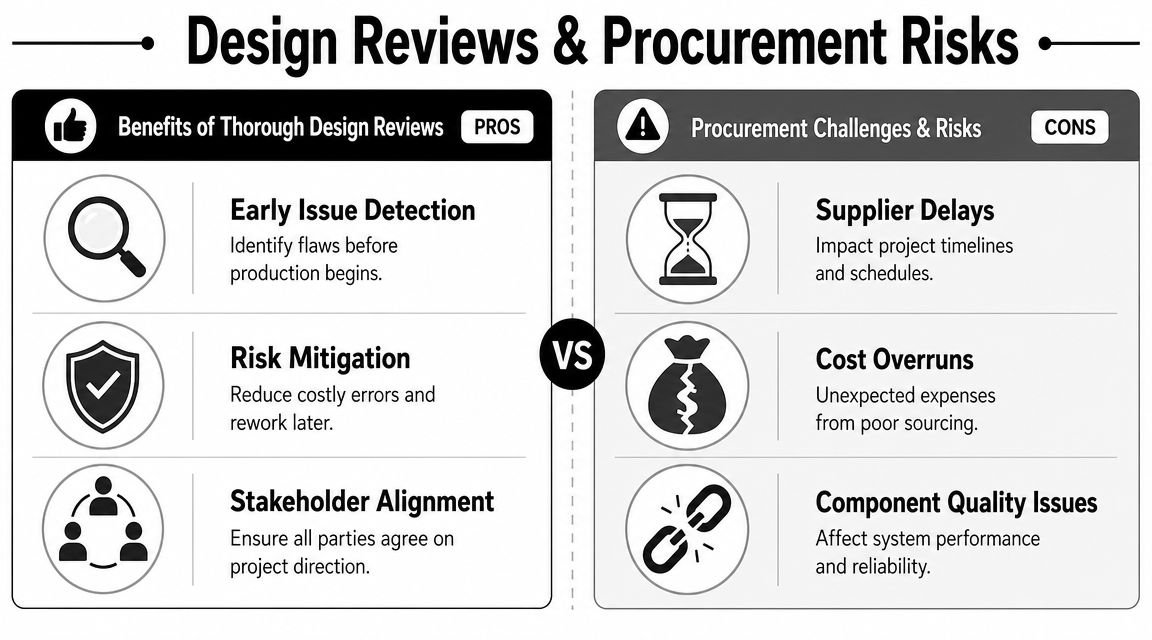
What design reviews should actually catch
A Preliminary Design Review should confirm that the concept can meet the scope. A Critical Design Review should confirm that the detailed design is ready to build. In practice, both reviews should force the team to answer uncomfortable questions early.
Review items that matter on the plant floor include:
- Part presentation: Can the system tolerate normal part variation, or is it relying on perfect loading?
- Changeover method: Does recipe selection, tooling swap, or fixture adjustment make sense for operators?
- Access and ergonomics: Can people clear jams, replenish consumables, and service components safely?
- Control philosophy: Are alarms actionable, and can the machine recover without creating scrap or confusion?
- Data needs: Will the system capture what production and quality need, not just what the programmer can log easily?
One sign of a weak review is when everyone talks about what the machine is supposed to do, but nobody walks through how it will fail. Good automation project management includes exception handling, not just happy-path operation.
A design is not mature because the layout looks clean. It's mature when the team can explain how operators, maintenance, and quality will live with it every shift.
That level of governance matters because project outcomes remain uneven. PMI's 2025 data, cited in 2026 reporting, found that only 50% of projects were successful globally, while 37% were mixed success or failure and 13% failed outright, according to Plaky's summary of project management statistics. For automation work, that's a warning against informal approvals and optimism-driven scheduling.
Why the lowest quote often becomes the highest cost
Procurement risk doesn't sit only in price. It sits in assumptions.
A low quote can hide several expensive realities:
| Decision area | Low-maturity approach | Better approach |
|---|---|---|
| Component selection | Accept substitutions late | Lock critical components and define approval rules |
| Scope interpretation | Assume “standard” features are included | List interfaces, documentation, testing, and training explicitly |
| Lead times | Trust supplier estimates without challenge | Identify long-lead items and create mitigation options |
| Integration effort | Treat controls and mechanical work separately | Review full system interaction before release |
| Acceptance | Leave test details for the end | Define FAT and SAT expectations before purchase order release |
The best vendor evaluations go beyond “Can they build it?” Ask whether they understand your process, your quality requirements, your staffing limits, and your maintenance reality. A good integrator will challenge bad assumptions, narrow the scope where needed, and tell you when full automation isn't the best answer.
What doesn't work is buying an advanced system for a process that isn't stable enough to automate cleanly. If incoming parts vary too much, manual loading is inconsistent, or product families aren't standardized, the right first move may be fixturing, poka-yoke, controls cleanup, or a semi-automated station rather than a fully automated line.
Navigating GMP-Aware Validation and Commissioning
A machine can pass debug on Friday and still create audit trouble on Monday.
That gap matters in regulated and quality-sensitive manufacturing. Startup gets equipment running. Validation shows that the process, controls, and documentation are fit for production use. Plants that blur those two steps usually pay for it later through delayed release, extra protocol work, repeat testing, and avoidable change control.
Start with the roadmap.
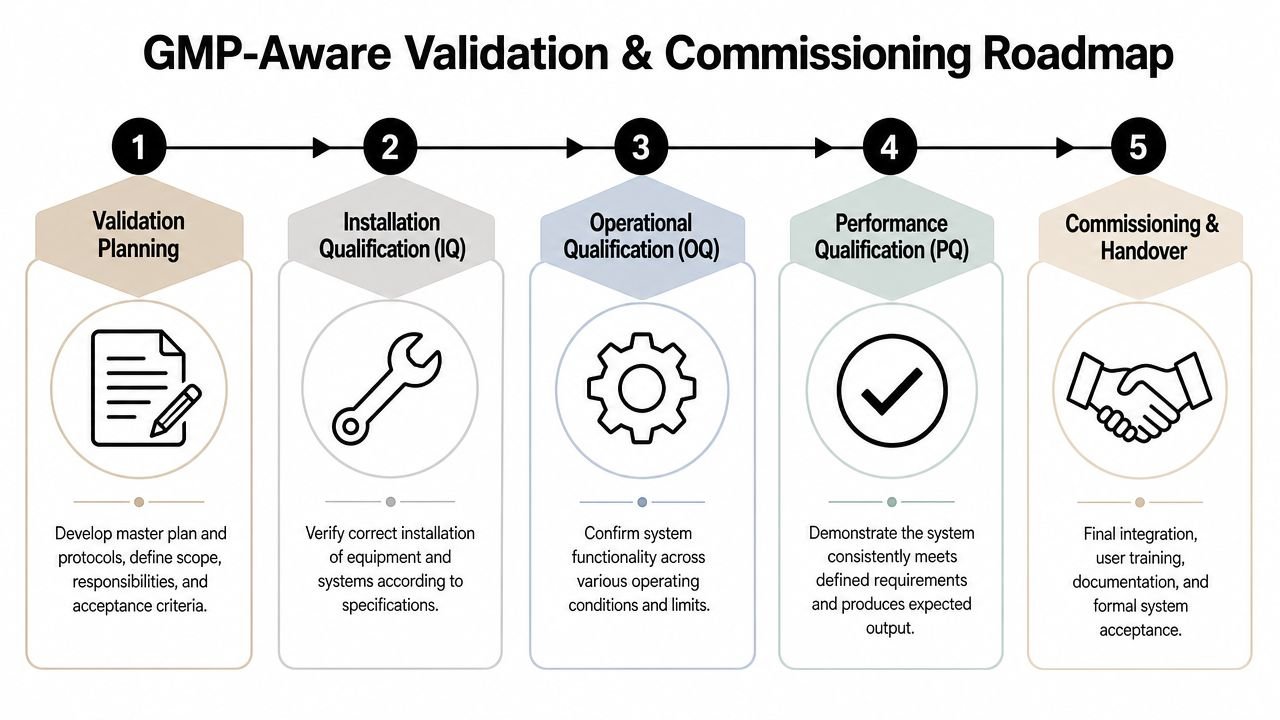
Commissioning gets the equipment ready. Validation gets the process accepted.
Commissioning confirms the station functions in the live production environment. Power-up, motion, sequencing, communications, safety circuits, utility connections, and line integration all belong here.
Validation confirms the documented evidence. The question is not whether the machine made a few acceptable parts during debug. The question is whether the equipment was installed as specified, challenged under defined conditions, and shown to perform consistently with controlled records.
For teams in regulated production, this overview of GMP in manufacturing gives useful context for why traceability, approved procedures, and controlled change follow the equipment long after startup.
This distinction has real cost implications for smaller and mid-sized manufacturers. Full validation effort should match process risk. A simple semi-automated station with limited product impact does not need the same documentation burden as a complex, recipe-driven system tied to release decisions. Good project management scales the validation package to the actual risk so the plant stays compliant without building paperwork no one will use.
A practical FAT to SAT path
Factory Acceptance Testing is the cheapest place to find mistakes. The machine is accessible, the builder still has the team and tools in place, and code or hardware changes do not disrupt production.
A useful FAT should cover:
- Normal operation trials: Run the sequence repeatedly with representative parts and realistic cycle expectations.
- Fault challenges: Force jams, sensor misses, reject events, and recovery steps to verify alarms and operator guidance.
- Recipe and variant checks: Confirm approved product changes work as intended and cannot be selected incorrectly.
- Documentation review: Match drawings, I/O lists, bills of material, software revisions, and manuals to the actual build.
- Operator interaction: Check that screens, prompts, and fault messages make sense to production and maintenance staff.
Site Acceptance Testing proves the equipment still performs after shipping, installation, utility hookup, and line integration. SAT should test the machine in the plant's real operating conditions, with actual part flow, actual operators, and upstream and downstream interaction.
Teams get into trouble when FAT proves one version of the process and SAT expects another. The fix is simple. Define acceptance criteria before FAT starts, carry those criteria into SAT, and document any approved changes in between. That discipline prevents the common argument over whether the machine failed, or whether the target moved.
Before moving further, it helps to see the process visually:
What IQ OQ PQ mean on the plant floor
These terms sound heavier than they are. On the floor, they answer three practical questions: Was it installed correctly? Does it operate across the intended range? Does it hold performance in normal production?
IQ
Installation Qualification confirms the installed system matches the approved specification and records. That includes equipment identification, location, utilities, wiring, labeling, guarding, component verification, calibration status where applicable, and installation documentation.
IQ answers basic but expensive questions early. Is the right hardware in place? Were approved components used? Are the utilities and safety provisions correct? Catching those problems after OQ starts wastes time and creates documentation rework.
OQ
Operational Qualification tests how the system behaves across its intended operating range. This includes sequence logic, interlocks, alarms, setpoints, recipes, user access, and upper and lower process limits.
OQ is where weak assumptions show up. Fault recovery often looks fine in a demo and fails under time pressure with real operators. Parameter windows that seemed reasonable in the office can prove too tight or too loose once production variation enters the picture. This is also where many plants realize a semi-automated workflow needs one more poka-yoke or one less automatic step to stay reliable.
PQ
Performance Qualification shows the process can produce acceptable output consistently under routine operating conditions. Trained users, approved work instructions, normal materials, and normal production conditions should be part of the test.
PQ matters because possibility is cheap. Repeatability is what creates business value.
A plant manager does not need to write every protocol. You do need to hold one line firmly. Acceptance criteria must be set before testing begins. If the team writes the pass standard after debug, they are documenting convenience instead of proving process control.
Calculating Final ROI and Planning for Maintenance
A project isn't finished when the machine makes parts. It's finished when the plant can show that the original business case held up and the internal team can sustain the result without leaning on the installer for every issue.

Close the loop on the original business case
The cleanest ROI review compares promised outcomes with observed operating results. If the project charter claimed reduced manual handling, fewer quality escapes, better cycle consistency, or improved labor deployment, go back and measure those exact points after startup stabilizes.
Useful post-launch checks include:
- Throughput effect: Did the constrained process step improve enough to matter to the line?
- Labor use: Did the station reduce repetitive manual effort, or did labor shift into support tasks?
- Quality effect: Are defects, rework, or inspection misses lower in a sustained way?
- Downtime pattern: Are faults predictable and recoverable, or is the station creating production disruption?
- Flexibility: Can the process still handle normal product variation and changeovers without engineering intervention?
Many plants realize the difference between nominal automation and practical automation. A fully automated concept might look strong in a proposal, but a semi-automated solution often wins if it fits staffing, product mix, and budget more realistically.
Handover determines whether the gain lasts
The handoff to maintenance and production support is where long-term value is either protected or lost. If the plant receives a machine without clean documentation, spare-part clarity, software version control, and role-specific training, performance usually erodes after the launch team leaves.
A solid handover should include:
As-built documentation
Final drawings, electrical schematics, pneumatic layouts, software backups, HMI files, and revision records.Critical spare parts list
Not a generic vendor catalog. A list tied to actual failure risk and replacement need.Maintenance routines
Inspection points, lubrication tasks, wear-part checks, backup procedures, and restart instructions.Operator and technician training
Separate these. Operators need fault response and standard use. Technicians need diagnostics, replacement methods, and controls access boundaries.Escalation path
Define what plant staff can adjust, what requires engineering approval, and what requires outside support.
The same governance principle now applies to digital tools and reporting. AI-assisted project management can help with summaries, reporting, and KPI visibility, but its value depends on data quality, documented expectations, and complete SME input, as discussed in NC State's review of how AI is elevating project management roles. In plain terms, if maintenance logs are weak and production data is inconsistent, the dashboard won't rescue the project.
For long-term reliability, many manufacturers benefit from ongoing maintenance and support services for production equipment. That support matters most when the service model reinforces plant ownership instead of replacing it.
Your Partner in Practical Automation
Good automation project management is disciplined, but it shouldn't feel heavy. The point isn't to create more meetings, forms, or approval layers. The point is to help a manufacturer invest with confidence, avoid expensive surprises, and end up with equipment that improves production in a measurable way.
That usually means resisting the temptation to over-automate. A right-sized fixture, smarter controls package, semi-automated workstation, or targeted inspection system often creates a better return than a more ambitious build that strains budget, staffing, and maintenance capability. Manufacturers that win with automation tend to start with a real production constraint, define success clearly, review the design hard before release, validate the system properly, and plan support before startup.
The practical test is simple. Can the solution run in your plant, with your people, on your product mix, under normal production pressure? If the answer is yes, the project was managed well. If the answer depends on constant workarounds, heroics, or outside intervention, something was missed long before launch.
That's why the best automation partner isn't just a machine builder. It's a team that can challenge assumptions, right-size the concept, respect budget limits, and carry the work from early definition through commissioning and support without losing sight of the business case.
If you're evaluating ways to improve throughput, quality, or labor efficiency without jumping straight to full-line automation, System Engineering & Automation helps manufacturers build practical, cost-effective solutions that fit real production conditions. From custom tooling and semi-automatic systems to integrated controls, commissioning, and ongoing support, SEA focuses on the level of automation that makes sense for your process, your budget, and your long-term ROI.