If you're under pressure to cut production costs, the usual advice can push you in the wrong direction. One team says buy automation. Another says squeeze suppliers. Finance wants immediate savings. Quality wants zero disruption. Meanwhile, the line still has rework, waiting, tool searching, changeover friction, and machines that stop at the worst time.
The plants that lower cost don't start with a shopping list. They start by finding where money leaks out of the process, then fixing the cheapest high-impact problems first. After that, they add tooling, controls, and automation only where those investments solve a proven cost problem.
That matters because how to reduce production costs isn't really a purchasing question. It's an operations question. The right answer is usually a mix of process discipline, targeted engineering, and the right level of automation for your product mix, labor profile, and quality requirements.
Table of Contents
- Establish Your Cost Baseline The Foundation for Savings
- Secure Quick Wins with Low-Cost Process Improvements
- Find the Sweet Spot with Strategic Semi-Automation
- Plan for the Future with Long-Term Automation
- Real-World Scenarios Cost Reduction in Action
- Your Implementation Roadmap and Compliance Checklist
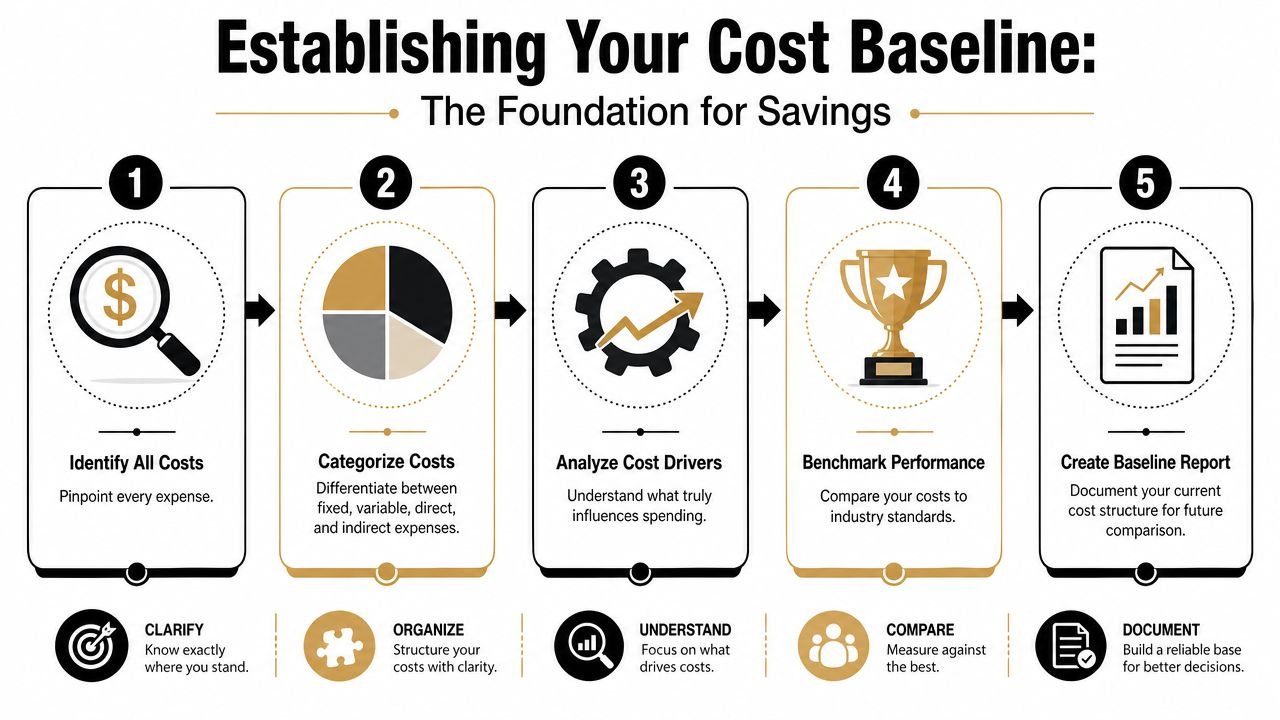
Establish Your Cost Baseline The Foundation for Savings
The first mistake most plants make is using accounting categories as if they explain operational cost. They don't. Labor, overhead, and materials tell you where money was booked. They don't tell you why it was spent.
If you want a usable baseline, map the production path from receiving through packaging and ship-ready staging. Include material movement, queue time, inspections, handoffs, rework loops, changeovers, and machine idle time. NetSuite's guidance is useful here because it frames cost reduction as a production-system discipline that combines sourcing, design-for-manufacture, and continuous improvement, rather than a one-time budget cut (NetSuite on reducing production costs).
Map the real process, not the ideal one
Walk the line and record what happens. The work instruction may say one-piece flow. The floor may show pallets waiting for an operator, parts walking across the room for a press, and finished units stacking up because packaging can't keep pace.
A strong baseline usually includes:
- Process time by step: Manual cycle time, machine cycle time, queue time, and rework time.
- Material behavior: Scrap points, over-issue patterns, excess handling, and where damaged parts show up.
- Labor use: Operator waiting, multitasking that creates delay, and support labor that gets ignored because it's indirect.
- Equipment losses: Stops, minor jams, startup losses, and recurring adjustments.
- Design-related cost: Parts that are hard to orient, assemble, inspect, or fixture.
Practical rule: If a cost can't be tied to a process step, a product feature, or a recurring loss mode, it will be hard to improve and even harder to defend in a capital request.
For many plants, the fastest way to sharpen this work is combining floor observation with machine monitoring software for production visibility. Not because software replaces engineering judgment, but because it exposes hidden waiting, stops, and cycle variation that operators normalize over time.
Turn waste into a costed problem list
Once the map is built, convert the mess into a ranked list. Don't start with solutions. Start with cost drivers.
Use a simple diagnostic:
- Which losses hit every shift?
- Which losses affect throughput?
- Which losses create scrap, rework, or extra handling?
- Which losses block on-time delivery or force overtime?
- Which losses could be fixed with layout, tooling, standard work, or design changes?
Lean thinking pays off. Lean manufacturing doesn't just trim budgets. It removes waste at the source. It also pushes you to redesign products for ease of fabrication and assembly, which can lower both material and labor cost before the work even reaches the line, as noted in the NetSuite guidance linked above.
A baseline done right doesn't blame operators, maintenance, purchasing, or quality. It gives each group the same picture of reality. That shared picture is what makes the next cost-reduction decisions practical instead of political.
Secure Quick Wins with Low-Cost Process Improvements
The best early savings usually don't come from big equipment. They come from fixing the factory-floor friction that everyone has learned to work around.
A common example is the assembly bench that looks busy all day but loses time in tiny increments. The operator reaches too far for fasteners, turns to grab a gauge, waits for a part tote, then hunts for the correct hand tool because the previous shift left it elsewhere. None of that looks dramatic. All of it costs money.
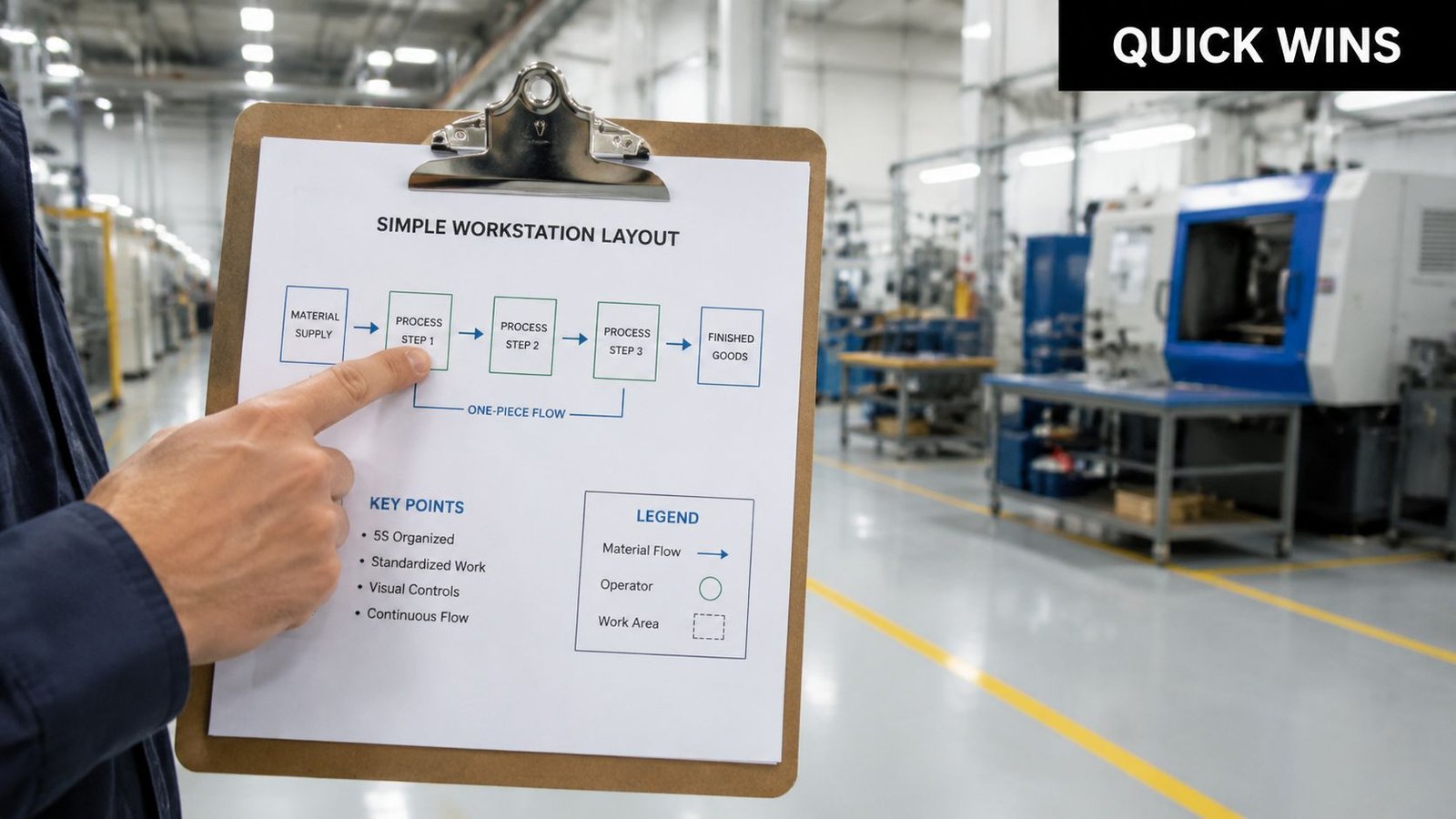
Fix motion, waiting, and search time first
Start with one cell, one bench, or one repetitive process. Rearrange the station so the job flows in sequence. Put tools at point of use. Separate left-hand and right-hand reach if the task is repetitive. Move gauges and labels into the operator's natural line of work. Add visual cues so anyone can see missing tools, part shortages, and status at a glance.
These changes sound small because they are. That's the point. They don't require a long capital review, and they usually expose the next layer of waste quickly.
Good quick wins often include:
- Workstation layout cleanup: Place tools, components, labels, and fixtures in the order of use.
- Visual management: Use clear locations, status indicators, and standard replenishment signals.
- Standard work tightening: Lock in the best current method so variation doesn't creep back in.
- Basic preventive care: Clean sensors, inspect wear items, and fix recurring nuisance stops.
- Simple fixture upgrades: Add guides, stops, nests, or poka-yoke features that reduce handling mistakes.
Plants looking for a practical starting point often get the most value from lean manufacturing process improvement support when they focus on a narrow target area instead of launching a plant-wide initiative too early.
A quick win is only a win if the new method is easier to follow than the old one.
Attack utilities and downtime like production losses
Many managers still treat energy and downtime as background overhead. That's a mistake. They behave like process losses and should be managed the same way.
Oxmaint reports that compressed-air leak detection, repair, and LED lighting upgrades typically deliver 12–24 month payback periods (Oxmaint on manufacturing operating cost reduction). The same source notes that day-to-day losses from operational waste can add up to as much as 65% of cost of goods sold when they aren't properly managed in aggregate across operations. That should change how you prioritize utility leaks, idle equipment, recurring stops, and poor shutdown discipline.
A practical audit looks like this:
- Walk compressed air use: Listen for leaks, trace nonessential use, and tag low-priority fixes separately from obvious waste.
- Check idle consumption: Machines, ovens, conveyors, and support systems often keep running when product isn't moving.
- Review stoppage patterns: Small interruptions that don't trigger formal escalation still drain capacity.
- Clean up startup routines: Many plants lose time and material before the first good piece because startup isn't standardized.
A short video can help your team visualize what these floor-level improvements look like in practice:
The point of quick wins isn't to avoid bigger changes. It's to create momentum, free up cash, and prove that the plant can convert observed waste into measurable savings.
Find the Sweet Spot with Strategic Semi-Automation
A lot of cost-reduction plans jump from manual work straight to full automation. That's usually too blunt for a plant that runs mixed products, frequent changeovers, engineering changes, or moderate volumes.
The better question is narrower. Which steps are repetitive enough to benefit from tooling or controls, but variable enough that fully automated handling would create unnecessary complexity? That's where semi-automation often wins.
Harvard Business Review makes this trade-off clear. For many plants, the lowest-cost path is targeted tooling, fixtures, and partial automation that reduce labor dependency and variation without giving up flexibility for mixed models or rapid changeovers (HBR on low-cost operators and flexibility).
Where semi-automation beats full automation
Semi-automation works best when the process has one of these profiles:
- Manual assembly with repeatable alignment needs: A custom nest, torque control, interlock, or part-present sensor can cut variation without redesigning the whole line.
- Inspection-sensitive work: Guided sequencing, barcode checks, and fixture-based positioning can reduce errors while keeping operator judgment in the loop.
- Bottleneck operations with variable inputs: A feeder, indexer, or assisted handling device can raise throughput without creating a rigid line architecture.
- Ergonomic strain points: Lift assists, guided presses, or part-locating tools reduce fatigue and often improve consistency at the same time.
What doesn't work is buying automation to cover up an unstable process. If part variation is unmanaged, fixtures are inconsistent, or upstream timing is erratic, more automation can lock in the wrong design and make changes expensive.
A practical middle ground often includes custom fixtures, poka-yoke tooling, operator prompts, recipe controls, and modular stations that can be expanded later. Manufacturers evaluating performance assembly solutions for flexible production usually get better ROI when they solve one costly failure mode at a time instead of trying to automate the entire value stream in one shot.
Comparing Cost Reduction Investment Tiers
Not every cost problem deserves the same level of investment. This is the comparison that matters on the plant floor:
| Investment Tier | Typical Investment | Payback Period | Key Activities | Best For |
|---|---|---|---|---|
| Process fixes | Low | Short-term once waste is visible | Layout changes, standard work, visual controls, maintenance cleanup, material presentation | Obvious motion waste, search time, waiting, recurring minor stops |
| Semi-automation | Moderate | Project-dependent | Fixtures, smart tooling, assisted loading, interlocks, error-proofing, guided assembly | Repetitive manual work, quality-sensitive steps, mixed-model lines |
| Full automation | High | Longer-term and highly dependent on stability | Integrated transfer, robotic handling, high-speed dedicated equipment, deeper controls integration | High-volume stable processes with proven bottlenecks and mature product design |
This isn't a formula. It's a decision screen.
Decision lens: If the process changes often, the product mix is broad, or operators still solve frequent exceptions, semi-automation is usually the safer cost play.
The sweet spot is where engineering removes labor waste and variation without creating a system that's expensive to modify six months later.
Plan for the Future with Long-Term Automation
Long-term automation should be the result of evidence, not enthusiasm. By the time you're considering a major capital project, you should already know which bottleneck limits throughput, which defect mode keeps recurring, and which process steps stay stable enough to justify dedicated equipment.
That sequence matters. Explitia recommends a practical order: map bottlenecks, measure quality and variability with SPC, review OEE regularly, standardize best practices, and only then automate the steps with the highest labor content or defect exposure (Explitia on reducing production costs with data and automation). The same guidance warns that automating an unstable process produces defects faster.
Use data to decide what deserves capital
When a plant says it needs automation, I usually want three answers before discussing equipment scope:
- Where does the line lose output?
- Is the loss caused by labor content, variation, downtime, or poor flow?
- Has the team already stabilized the method?
SPC and OEE are useful because they force discipline. SPC shows whether the process is centered and repeatable. OEE trends expose hidden losses from stops, speed loss, and quality drag. Together, they help separate problems that need equipment from problems that need process control.
A few signs that a process may be ready for larger automation investment:
- The product design is stable: Engineering changes aren't constantly rewriting the task.
- The method is standardized: Operators follow the same sequence and tools each run.
- The bottleneck is persistent: The same step constrains output across shifts and demand cycles.
- The failure modes are known: The team understands the defect exposure and what controls it.
- The material flow is mature: Upstream and downstream processes can support higher output.
What full automation should solve
Full automation should solve a problem that lower-cost options can't solve cleanly. Examples include sustained throughput limits on a stable product family, tight process control requirements that exceed manual consistency, or labor exposure in repetitive handling that creates safety and staffing risk.
What it shouldn't do is substitute for missing standard work, poor maintenance discipline, or unclear product design. Those conditions create expensive systems that underperform from day one.
A smart capital plan also preserves room for growth. Modular controls, staged tooling, expandable stations, and data collection built into the system make future upgrades easier. Plants that scale well don't chase technology headlines. They build from a stable base, then automate where the numbers and the process both support it.
Real-World Scenarios Cost Reduction in Action
Cost reduction gets easier when you stop looking for one grand answer. Most plants improve by stacking smaller, well-targeted changes that support each other.
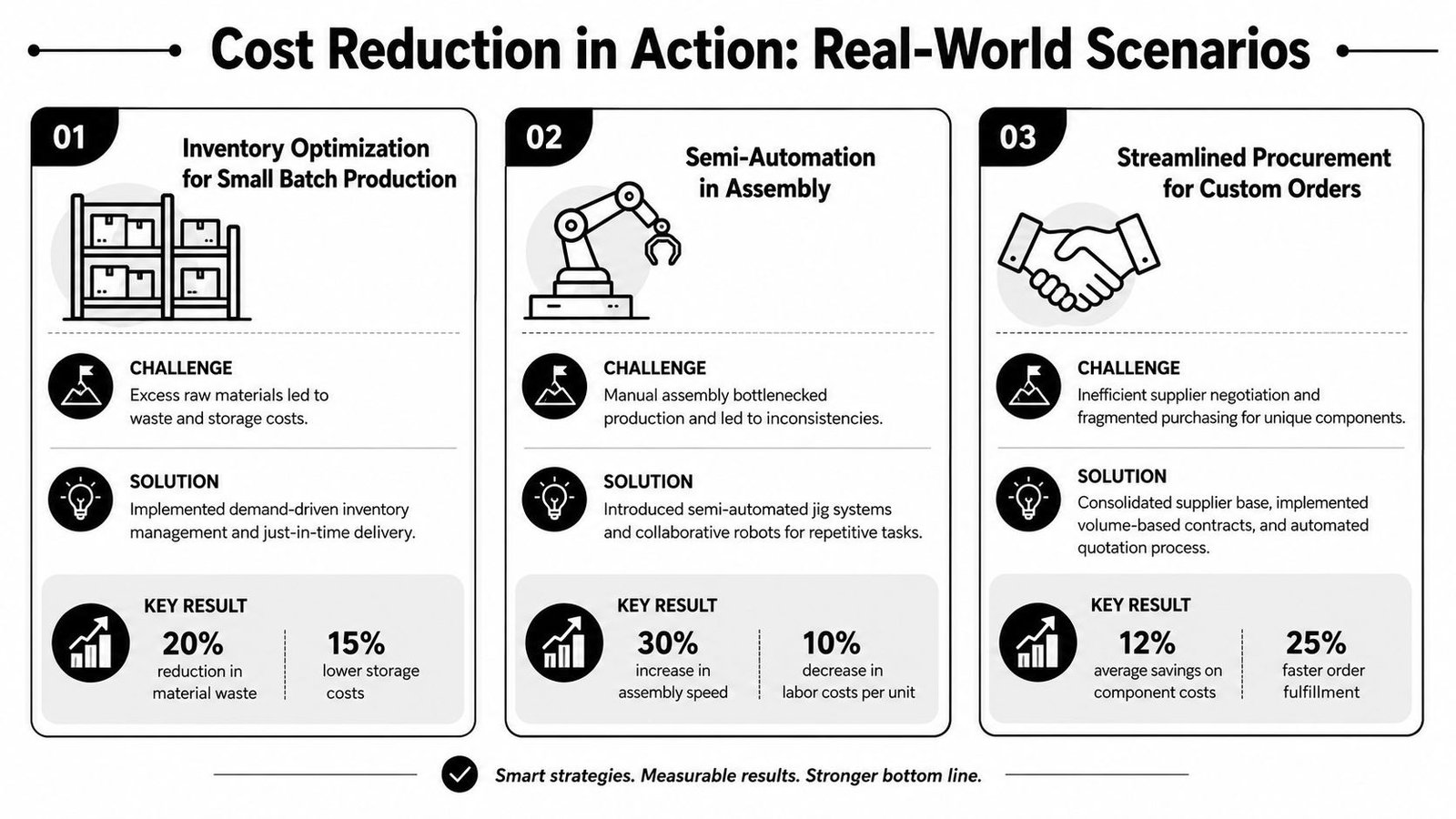
Scenario one assembly errors driven by variation
A regulated assembly process struggles with inconsistent fit, occasional damage during handling, and too much operator judgment at a critical step. Full automation would be hard to validate and too rigid for product variation.
The practical answer is a controlled fixture, guided part presentation, and a simple sequence interlock. That combination reduces ambiguity without removing the operator where judgment still matters. In this kind of environment, cost goes down because rework, misloads, and inspection burden start dropping together.
Scenario two flow problems hiding inside batch production
A plant runs work in batches because that's how it has always scheduled. Material sits between stations, lead times stretch, and managers blame demand swings. The line looks busy, but product waits more than it moves.
The effectiveness of phased lean work is evident. According to 6Sigma.us on lean manufacturing cost reduction, stabilizing work can yield 5–10% cost reduction, targeting flow with smaller batches and cellular layouts can cut lead times by 50–80%, and a later phase focused on quality can achieve 50–90% defect-rate reduction. The practical lesson isn't the percentages by themselves. It's the order. Stabilize first, improve flow second, then attack quality losses with a more stable process underneath.
Start with process stability. Otherwise, flow improvements and automation sit on a weak foundation.
Scenario three purchasing savings that stick
Another plant focuses only on quoted part price and misses the complete cost picture. Components arrive with inconsistent packaging, operators spend time sorting mixed lots, and line shortages trigger expediting. The unit price looks acceptable. The production cost doesn't.
A better fix combines supplier review with internal process changes. Standard packaging, clearer receiving checks, and better point-of-use presentation can remove labor waste without touching the part print. If the product can also be redesigned for easier fabrication or assembly, material and labor savings show up at the source rather than as after-the-fact firefighting.
Across all three scenarios, the pattern is the same. Savings last when the solution matches the actual cost driver. Not the loudest complaint. Not the newest technology. The cost driver.
Your Implementation Roadmap and Compliance Checklist
A plant manager doesn't need a slogan. A plant manager needs a sequence that can survive daily production pressure.
A practical rollout sequence
Use this checklist:
- Build the baseline first: Map the process, identify losses, and rank the biggest cost drivers.
- Pick one pilot area: Choose a line, cell, or family of products with visible waste and manageable scope.
- Lock in quick wins: Clean up layout, standard work, tool location, utility waste, and nuisance downtime.
- Screen semi-automation candidates: Prioritize repetitive tasks, error-prone assembly steps, and ergonomic pain points.
- Validate before scaling: Make sure the improvement holds across shifts, operators, and normal production variation.
- Use data for capital requests: Bring OEE, SPC, scrap patterns, and bottleneck evidence when larger automation is justified.
Compliance checks before you change the process
If you're in a regulated environment, cost reduction can't bypass control. It has to work through it.
Keep these checks in place:
- Document the change: Update work instructions, process descriptions, and training records.
- Assess product and process risk: Review whether the change affects critical quality attributes, traceability, or inspection needs.
- Plan validation appropriately: Fixtures, controls, software logic, and automated steps may require formal verification or validation.
- Protect GMP discipline: Don't introduce a faster method that weakens line clearance, labeling control, or data integrity.
- Train operators and support staff: New tooling and controls only save money when people use them consistently.
- Watch post-change performance: Confirm the process still meets quality, safety, and output expectations after implementation.
If you're serious about how to reduce production costs, don't chase the biggest machine first. Build the baseline. Remove the cheap waste. Add semi-automation where it improves consistency and labor efficiency. Then invest in larger automation when the process has earned it.
Manufacturers that need practical help choosing the right level of automation can work with System Engineering & Automation. SEA designs cost-effective manufacturing solutions ranging from custom tooling, fixtures, and semi-automatic systems to fully automated equipment, with GMP-aware engineering support for teams that need better quality, stronger throughput, and a realistic path to ROI.